自动化拣料站的制作方法
1.本实用新型涉及一种拣料站,尤其涉及一种自动化拣料站。
背景技术:
2.组装、制造等相关产业链是许多国家的重点发展项目甚或是经济支柱之一,许多厂商以提供各种加工、制造或零件、物料或备品的拣选、装配、包装、仓储等服务做为主要的价值创造活动,其中在产品成品/半成品或其备品的拣选与投放等流程中,其效率以及产能与投入的基础人力成正相关,因此,为了获取更多利润,厂商以往都是采取投入大量拣料分类人员的做法,因而逐渐塑造成劳力密集度高的工作型态。
3.但近年来随着劳工教育普遍提升、劳动市场长期低薪工时长、以及劳参率下降等因素交互作用,逐渐出现基础人力成本增加与短缺等问题,这导致生产成本大幅提高,造成厂商无法与其他具备土地、工资低廉、庞大市场潜力的开发中国家竞争,促使整个制造产业外移而影响本地工作机会。
4.在此,唯有加入自动化生产得以解决,因此,如何使设备自动化以解决人力成本高涨、基础人力缺工等问题并进一步提升整体效益,已成为全球工业发展的重心。
5.因此,需要提供一种自动化拣料站来解决上述问题。
技术实现要素:
6.本实用新型的实施例提供了一种自动化拣料站,藉以导入自动化设备以达到取代大量基础人力并提高生产效率的目的。
7.本实用新型的一实施例所公开的自动化拣料站,该自动化拣料站适于存放多个物料,并用以拣选物料至一输送带上的一集料盘。自动化拣料站包括一第一拣料设备以及一集料盒。第一拣料设备包含多个第一拣料机。各第一拣料机用于存放物料以及用于拣选物料。集料盒可活动地设置于第一拣料设备,以依据指令至其中一第一拣料机处收集第一拣料机所拣选的其中一物料。
8.本实用新型实施例所公开的自动化拣料站,可藉由导入自动化的拣料设备以解决人力成本高涨、基础人力缺工等问题,并可进一步达到提高生产效率的目的。
9.以上关于本实用新型公开内容的说明以及以下的实施方式的说明,是用以示范与解释本实用新型的精神与原理,并且提供本实用新型的权利要求书的范围更进一步的解释。
附图说明
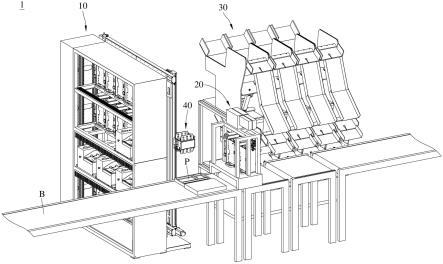
10.图1显示本实用新型的一实施例的自动化拣料站的立体示意图。
11.图2显示本实用新型的一实施例的第一拣料设备的立体示意图。
12.图3显示本实用新型的一实施例的集料盒的立体示意图。
13.图4显示本实用新型的一实施例的第一拣料机的立体示意图。
14.图5显示本实用新型的一实施例的第二拣料机的立体示意图。
15.图6显示本实用新型的一实施例的第二拣料机的局部放大侧视图。
16.图7显示本实用新型的一实施例的第二拣料设备的立体示意图。
17.图8显示本实用新型的一实施例的第三拣料设备的立体示意图。
18.图9显示本实用新型的一实施例的第三拣料机的局部放大示意图。
19.主要组件符号说明:
[0020]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
自动化拣料站
[0021]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一拣料设备
[0022]
20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二拣料设备
[0023]
30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三拣料设备
[0024]
40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
集料盒
[0025]
41
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
盒体部
[0026]
42
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
固定板
[0027]
43
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
平移气缸
[0028]
44
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上开阖门
[0029]
45
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
下开阖门
[0030]
46
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
开阖气缸
[0031]
100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一拣料机
[0032]
110
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
升降平台
[0033]
120
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
吸嘴
[0034]
130
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
出料导引件
[0035]
140
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
螺杆
[0036]
150
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
升降气缸
[0037]
160
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
推送气缸
[0038]
170
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
门体
[0039]
180
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
止挡条
[0040]
200
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二拣料机
[0041]
201
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
底面
[0042]
210、310
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
料仓
[0043]
221
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一分料滚轮
[0044]
222
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二分料滚轮
[0045]
230
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
挡板
[0046]
240
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
出料导引件
[0047]
300
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三拣料机
[0048]
320
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
台阶机构
[0049]
331
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
固定台阶
[0050]
332
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
活动台阶
[0051]
330
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
出料导引件
[0052]
340
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
滑道件
[0053]
350
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
抬升气缸
[0054]bꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输送带
[0055]
p
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
集料盘
[0056]
r1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一方向导轨
[0057]
r2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二方向导轨
[0058]
s1、s2、s3、s4、s5
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
传感器
具体实施方式
[0059]
图1显示本实用新型的一实施例的自动化拣料站的立体示意图。本实用新型实施例的自动化拣料站1例如为组装生产线的其中一工作站,可通过一输送带b搭接同一组装生产线的其他工作站(未绘示)。自动化拣料站1可包括一集料盘p、一第一拣料设备10、一第二拣料设备20以及一第三拣料设备30。集料盘p适于摆放于输送带b上,随着输送带b沿特定方向运送依序通过第一拣料设备10、第二拣料设备20以及第三拣料设备30的区域。第一拣料设备10、第二拣料设备20、第三拣料设备30可用于存放相同类型或不同类型的物料(均未绘示),且可拣选所指定的物料并提供给集料盘p。所述的物料可以但不限于是外观为薄片状的纸制或塑胶制的物品,如为笔记本型计算机等电子产品搭配的光盘片或单张或单本形式的说明书,所述的物料还可包括外形较为立体的物品,如捆成束状的电源线或干燥剂包等,但物料仅是便于说明本实施例的自动化拣料站1为目的,并非用于限制本实用新型,且为达图面简洁的目的,物料未绘示于附图中。
[0060]
此外,集料盘p上可以但不限于设置或埋设有可扫描标签(未绘示),可随着输送带b的运送而通过扫描机或感应机(未绘示),藉以让自动化拣料站1得知集料盘p所需拣选的物料种类与数量。
[0061]
以下,将以第一拣料设备10、第二拣料设备20以及第三拣料设备30的顺序介绍各种物料的拣选作业。
[0062]
详细来说,请接着继续参阅图2~6,图2显示本实用新型的一实施例的第一拣料设备的立体示意图,图3显示本实用新型的一实施例的集料盒的立体示意图,图4显示本实用新型的一实施例的第一拣料机的立体示意图,图5显示本实用新型的一实施例的第二拣料机的立体示意图,而图6显示本实用新型的一实施例的第二拣料机的局部放大侧视图。
[0063]
首先,针对第一拣料设备10,在本实施例中,第一拣料设备10可包括多个第一拣料机100以及多个第二拣料机200,这些第一拣料机100与第二拣料机200可例如安置于一多层柜上。为了从这些第一拣料机100与第二拣料机200收集物料,在本实施例中,自动化拣料站1还可包含一集料盒40,可在第一拣料设备10处移动以先进行物料的收集,待集料盘p随着输送带b移动到特定位置时将所收集的物料投放至集料盘p。
[0064]
具体来说,集料盒40可藉由一第一方向导轨r1与一第二方向导轨r2的配合以移动至所指定的第一拣料机100或第二拣料机200处。如图所示,第一方向导轨r1与第二方向导轨r2的延伸方向实质上相垂直,第一方向导轨r1可以但不限于是沿竖直方向延伸的轨道,集料盒40可滑移地设置于第一方向导轨r1上而得以在竖直方向上移动,而第二方向导轨r2可以但不限于是沿水平方向延伸的轨道,第一方向导轨r1可滑移地设置于第二方向导轨r2上而得以在水平方向上移动,藉此配置,集料盒40得以藉由第一方向导轨r1与第二方向导
轨r2在两个维度上自由地移动至所指定的第一拣料机100或第二拣料机200。
[0065]
这些第一拣料机100与第二拣料机200可以但不限于存放相同或不相同的物料。在一示例中,第一拣料机100可各用于预先存放一叠纸制或塑胶制的物料,例如可为笔记本型计算机用的光盘片或单张或单本形式的说明书,且不同的第一拣料机100可以但不限于预先存放对应相同或不同型号的笔记本型计算机用的光盘片或单张或单本形式的说明书。另一方面,在一示例中,第二拣料机200也可各用于预先存放一叠纸制或塑胶制的物料,例如可为笔记本型计算机用的光盘片或单张或单本形式的说明书,且不同的第二拣料机200也可以但不限于预先存放对应相同或不同型号的笔记本型计算机用的光盘片或单张或单本形式的说明书。
[0066]
这些第一拣料机100与第二拣料机200虽然被摆放于层柜的各处,但其位置以及其内所存放的物料的相关信息可预先建档于与自动化拣料站1通信连接的一控制中心(未绘示),藉此,自动化拣料站1能依据需求对第一方向导轨r1与第二方向导轨r2发送指令,以将集料盒40移动至相应的第一拣料机100与第二拣料机200进行取料。
[0067]
进一步来说,在本实施例中,集料盒40可包括一盒体部41、一固定板42、一平移气缸43、一上开阖门44、一下开阖门45以及一开阖气缸46。盒体部41略呈一中空盒状,其尺寸与形状适于容纳自动化拣料站1内的部分物料,如第一拣料机100与第二拣料机200内所储存的物料。盒体部41可经由平移气缸43设置于固定板42,固定板42固定于第一方向导轨r1,藉此,盒体部41可沿着第一方向导轨r1滑移,且可藉由平移气缸43的驱使而相对远离或靠近第一方向导轨r1,从而微幅调整盒体部41的位置。上开阖门44与下开阖门45分别配置于盒体部41的相对两开口处,并可受开阖气缸46所致动。
[0068]
在设定上,当集料盒40至所指定的第一拣料机100或第二拣料机200时,开阖气缸46可驱使上开阖门44打开以使盒体部41的上方连通于外,便于让物料进入盒体部41内部,此时,下开阖门45保持关闭,以避免物料掉出;当集料盒40收集完所需的物料后,开阖气缸46可选择性地关闭上开阖门44;接着,集料盒40可由第一方向导轨r1与第二方向导轨r2运送至集料盘p上方,届时,开阖气缸46可驱使下开阖门45打开以使盒体部41的下方连通于外,便于让所收集的物料落于集料盘p。
[0069]
在本实施例中,第一拣料机100可包括一升降平台110、一吸嘴120、一出料导引件130、一螺杆140、一升降气缸150、一推送气缸160以及一门体170。升降平台110可用于存放或承载一叠薄型的物料(未绘示),如单张或单本形式的说明书。升降平台110可受螺杆140驱使而沿着竖直方向移动,而螺杆140由升降气缸150驱动,藉此,升降平台110可将所承载的物料往吸嘴120的方向抬升至出料导引件130的高度。此外,为了确保物料在受到升降平台110抬升的过程中保持平整,第一拣料机100还可包括一止挡条180,止挡条180配置于升降平台110的一侧,当门体170关闭时可与门体170共同夹持升降平台110所承载的物料,以维持物料所堆叠的形状。
[0070]
在设定上,升降平台110可将物料抬升至使其物料中最上层的其中一者靠近或略高于出料导引件130的上坡的位置。具体来说,出料导引件130可以但不限于是固定于门体170上缘的一斜坡结构,而门体170可开阖,以便于让操作人员将物料摆放于升降平台110上。在此,第一拣料机100还可包括一感应器s1,其可以但不限于是任何合适的光感应器,能感测升降平台110是否已将物料抬升至其所处的高度。所述的高度,即为使物料中最上层的
其中一者接近或略高于出料导引件130的上坡的位置。藉此,第一拣料机100能以动态地驱使升降气缸150的方式来移动升降平台110,确保最上层的物料能维持于特定的高度,以便于吸嘴120的吸取。
[0071]
吸嘴120可以但不限于是任何合适的真空负压吸嘴,其可通过推送气缸160向外推送。藉此,当吸嘴120利用真空负压吸取堆叠的物料的最上层的其中一者时,推送气缸160可将吸嘴120向外移动至出料导引件130的上方或上坡处,而集料盒40可预先或同时地移动至出料导引件130的下方或下坡处,届时,吸嘴120的真空负压可减弱或取消,以释放所吸附的物料,以使该物料掉落至出料导引件130并沿着出料导引件130滑移而进入集料盒40中。
[0072]
补充说明的是,第一拣料机100还可包括一感应器s2,感应器s2设置于出料导引件130上,其可以但不限于是任何合适的光感应器,用于感测物料是否通过出料导引件130,藉此,控制中心可依此确定集料盒40完成了自第一拣料机100取料的作业,接着可指示第一方向导轨r1与第二方向导轨r2以将集料盒40运送至下一个拣料处取料,如另一个第一拣料机100或第二拣料机200。
[0073]
在本实施例中,第二拣料机200可包括一底面201、一料仓210、一第一分料滚轮221、一第二分料滚轮222、一挡板230、一出料导引件240、一感应器s3以及一感应器s4。料仓210可用于存放或承载一叠薄型的物料(未绘示),如单张或单本形式的说明书。挡板230配置于底面201之上。感应器s3可配置于底面201且位于料仓210内,其可以但不限于是任何合适的光感应器,感应器s3能感测料仓210是否有物料的存在,第二拣料机200可藉由感应器s3的感测结果驱使第一分料滚轮221与第二分料滚轮222转动。
[0074]
第一分料滚轮221至底面201的垂直距离较第二分料滚轮222至底面201的垂直距离更大,或者说,第一分料滚轮221较第二分料滚轮222更远离底面201。在设定上,第一分料滚轮221与底面201之间的垂直距离约等于三至五张物料的厚度总和,而第二分料滚轮222与底面201之间的垂直距离约等于一到两张物料的厚度总和。并且,第一分料滚轮221与第二分料滚轮222的转动方向相同,第一分料滚轮221与第二分料滚轮222可利用摩擦力将料仓210的物料沿着底面201往出料导引件240的方向递送。
[0075]
详细来说,以图面视角来看,当第一分料滚轮221与第二分料滚轮222逆时针旋转时,部分的物料可被挡板230阻挡,藉由挡板230的止挡,以使较靠近底面201的部分物料(即较靠近下层的物料)可受到第一分料滚轮221的驱使往第二分料滚轮222的方向递送,由于第二分料滚轮222的位置更低于第一分料滚轮221,因此可进一步将来自第一分料滚轮221的物料细分,仅让单张的物料得以通过第二分料滚轮222而往出料导引件240递送。
[0076]
感应器s4设置于出料导引件240上,其可以但不限于是任何合适的光感应器,感应器s4可用于感测物料是否存在于出料导引件240,当感应器s4感测到物料至出料导引件240上时,第一分料滚轮221与第二分料滚轮222将停止转动,以让物料在出料导引件240上等待集料盒40。在此同时或接着,当集料盒40来到出料导引件240的下方或下坡处时,第二分料滚轮222将再次转动以将出料导引件240上的物料推入集料盒40中。
[0077]
集料盘p自第一拣料设备10收集到所指定的物料后,输送带b可将集料盘p往第二拣料设备20的方向运送。在此,请进一步参阅图7,图7显示本实用新型的一实施例的第二拣料设备的立体示意图。在本实施例中,第二拣料设备20可包括多个第一拣料机100,以将不同的物料提供给集料盘p。在一示例中,集料盘p可自第一拣料设备10的第一拣料机100与第
二拣料机200拣取到单张与单本形式的说明书,以及可自第二拣料设备20的第一拣料机100拣取到薄片状的光盘片。因此,在第二拣料设备20中,第一拣料机100可以类似前述的操作方式将光盘片提供给集料盘p。在此可理解地,类型不同的薄型物料是可共用同一种第一拣料机100进行拣料的作业。
[0078]
集料盘p自第二拣料设备20收集到所指定的物料后,输送带b可将集料盘p往第三拣料设备30的方向运送。在此,请进一步参阅图8~9,图8显示本实用新型的一实施例的第三拣料设备的立体示意图,而图9显示本实用新型的一实施例的第三拣料机的局部放大示意图。
[0079]
在本实施例中,第三拣料设备30可包括多个第三拣料机300。第三拣料机300可包括一料仓310、一台阶机构320、一出料导引件330、一滑道件340、一抬升气缸350以及一感应器s5。
[0080]
料仓310可用于存放或承载多个或多件外形较为立体的物料(未绘示),如捆成束状的电源线或干燥剂包等。这类型的物料可藉由台阶机构320逐一地向上递送至出料导引件330的入口处(或上坡处),并沿着出料导引件330以及衔接于出料导引件330出口处(或下坡处)的滑道件340而至输送带b上的集料盘p内。
[0081]
进一步来说,在本实施例中,台阶机构320可包括多个固定台阶331以及多个活动台阶332。固定台阶331与活动台阶332交错配置以共同构成一个具有多个阶层的台阶,固定台阶331常态保持不动,而活动台阶332可藉由抬升气缸350的驱使而分别相对固定台阶331活动。藉此配置,多个堆积于料仓310底部的物料可逐一地被活动台阶332抬升至下一阶层的固定台阶331上,由于台阶机构320整体呈倾斜,因此,被活动台阶332推至固定台阶331上的物料可藉由重力而滑动至下一个活动台阶332,再藉由活动台阶332抬升至下一阶层的固定台阶331上,重复前述的步骤多次,物料即能以所需的数量送达出料导引件330。
[0082]
感应器s5设置于出料导引件330上,其可以但不限于是任何合适的光感应器,以用于感测物料是否通过出料导引件330,藉此,控制中心可依此确定第三拣料机300是否完成了将物料送出的作业。补充说明的是,当感应器s5感应到物料时,可指示抬升气缸350停止运作,以等待集料盘p移动至滑道件340下方以及避免该物料受到下一个物料的干扰。
[0083]
综上所述,根据本实用新型实施例所公开的自动化拣料站,可藉由导入自动化的拣料设备以解决人力成本高涨、基础人力缺工等问题,并可进一步达到提高生产效率的目的。
[0084]
补充说明的是,本实用新型前述实施例的自动化拣料站的第一拣料设备、第二拣料设备与第三拣料设备的排列顺序与数量仅是示意之用,并非用于限制本实用新型,当可依据各种实际需求进行适应性的调整。例如在其他实施例中,自动化拣料站可仅包含单个或多个第一拣料设备,或者自动化拣料站的第一拣料设备、第二拣料设备与第三拣料设备可以不同顺序排列。
[0085]
虽然本实用新型以前述的实施例公开如上,然而其并非用以限定本实用新型。任何本领域的技术人员,在不脱离本实用新型的精神和范围的情况下,所为的更动与润饰,均属本实用新型的专利保护范围。关于本实用新型所界定的保护范围请参考所附的权利要求书的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1