一种模具用年月日集合日期章的制作方法
1.本实用新型涉及压铸模具和塑胶模具相关产品标识技术领域,特别涉及一种模具用年月日集合日期章。
背景技术:
2.压铸模具和注塑模具应用广,产量大,批次多,为了有效追溯材料批次、生产日期等要求,产品标识生产年月日已经成为行业要求,传统的模具打标识,采用人工方式或模具中增加独立的年章、月章、日章打标识组件,制造成本高,安装次数多,效率低,小尺寸产品由于空间小,导致打标识困难,甚至无法打标识。
技术实现要素:
3.本实用新型的目的是为了解决传统模具打标识制造成本高,安装次数多,效率低等技术问题,提供一种模具用年月日集合日期章,集年月日日期标识于一体,占用空间小,加工成本低,安装效率高,小尺寸产品也可以标识生产日期。
4.本实用新型为实现上述目的所采用的技术方案是:一种模具用年月日集合日期章,包括日期章主体组件、日期章芯子和日期章调整扳手,
5.所述日期章主体组件包括日期章主体,日期章主体的一端中部设有开孔,日期章主体的另一端设有三个芯子孔且端面中部设置有三角形日期指向标识,所述芯子孔与开孔至少部分相连通,开孔内由外至内设置有用于将日期章安装在模具上的紧固螺栓和锁紧组件,日期章主体的侧壁上设有定位销孔,所述定位销孔与三个芯子孔相垂直且连通,所述芯子孔内间隙装设有日期章芯子;
6.所述日期章芯子包括年芯、月芯和日芯三个日期章芯子,日期章芯子周壁上开设有圆弧形环槽,所述定位销孔内穿设有定位销,所述定位销顶端和两侧壁分别与三个日期章芯子的圆弧形环槽间隙配合;所述日期章芯子的一端与锁紧组件相抵接,日期章芯子的另一端的端面设置有刻度标识及两个日期调整凹槽,所述刻度标识为反字体;
7.所述日期章调整扳手上设置有两个凸起,凸起与日期章芯子上的日期调整凹槽相匹配。
8.进一步地,所述锁紧组件包括内螺塞、弹簧和钢球,所述内螺塞螺纹连接在所述开孔中,内螺塞的一端与弹簧的一端相抵接,弹簧的另一端与钢球相抵接;所述钢球与年芯、月芯和日芯三个日期章芯子的一端相抵接,所述内螺塞的另一端为紧固螺栓。
9.进一步地,所述日期章芯子的一端设置有与锁紧组件相匹配的定位卡槽,定位卡槽的数量及位置与日期章芯子上刻度标识的数量及位置相互对应。
10.进一步地,所述日期章主体的侧壁上还设有与定位销孔位置相对应的拆卸孔,定位销顶端对应的日期章芯子上设置有通孔,所述通孔可连通拆卸孔和定位销孔,通孔的直径小于拆卸孔和定位销孔的直径。
11.进一步地,所述日期章芯子上设置的通孔与该日期章芯子上的两个日期调整凹槽
所在的水平线垂直。
12.进一步地,所述日期章调整扳手上还设置有与通孔相匹配的拆卸销,所述拆卸销与所述凸起朝向相反。
13.进一步地,所述拆卸销通过固定螺塞设置在日期章调整扳手上。
14.进一步地,所述定位销的底端设置有识别孔。
15.进一步地,所述日期章芯子与日期章主体上的芯子孔的装配间隙满足:当日期章与压铸模具装配时,日期章芯子与芯子孔的单边间隙为0.003~0.006mm;当日期章与注塑模具装配时,日期章芯子与芯子孔的单边间隙为0.005mm~0.009mm。
16.与现有技术相比,本实用新型改变了年月日三章单独标识的传统方式,并且具有以下有益效果:
17.(1)本实用新型日期章是集合年月日为一体的日期章,日期标注直观易辨,通过一个定位销与年芯、月芯和日芯上的圆弧形环槽间隙配合,就能将年芯、月芯和日芯装配到日期章主体上,同时年芯、月芯和日芯还能够旋转,装配间隙设计合理,结构紧凑,占用空间小,加工成本低,安装效率高,装配工序减少50%以上。
18.(2)本实用新型日期章钢球通过弹簧移动,钢球靠弹簧力弹起顶在定位卡槽中,保证转动日期章芯子后可自动复位卡住日期章芯子,起到固定日期章芯子数字方向、防止日期章芯子转动的作用。
19.(3)本实用新型日期章的日期章芯子上设置有两个日期调整凹槽,通过日期章调整扳手上的两个凸起来调节具体所需要的日期,其调节简单,操作方便。
20.(4)本实用新型日期章的日期章主体上还开设有拆卸孔,定位销顶端所对应的日期章芯子上开设有通孔,日期调整扳手上还设置有拆卸销,当通孔连通拆卸孔和定位销孔时,就可使用日期调整扳手上的拆卸销将定位销顶出,即可实现各日期章芯子的拆卸调试和更换,拆卸维修方便,日期章调整扳手能够起到调整日期和拆卸维修等作用。
21.(5)本实用新型日期章可分别应用于压铸模具和塑胶模具当中,填补压铸模具行业和注塑模具行业的空白,应用广泛,调整方便,安装效率也同时得以显著提升,小尺寸产品也可以标识生产日期。
附图说明
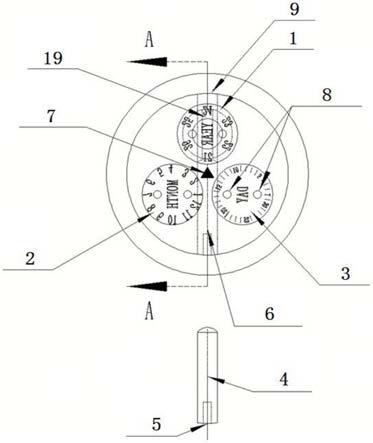
22.图1为本实用新型年月日集合日期章的结构主视图。
23.图2为图1的a-a向剖视图。
24.图3为本实用新型年芯结构图。
25.图4为本实用新型月芯结构图。
26.图5为本实用新型日芯结构图。
27.图6为本实用新型日期章调整扳手的结构图。
28.图7为本实用新型日期章调整扳手的左视图。
29.图中:1.年芯,2.月芯,3.日芯,4.定位销,5.识别孔,6.定位销孔,7.日期指向标识,8.日期调整凹槽,9.拆卸孔,10.钢球,11.弹簧,12.内螺塞,13.紧固螺栓,14.日期章主体,15.圆弧形环槽,16.年份定位卡槽,17.月份定位卡槽,18.日期定位卡槽,19.通孔,20.日期章调整扳手,21.凸起,22.固定螺塞,23.拆卸销。
具体实施方式
30.下面结合附图和实施例对本实用新型进行详细说明,但本实用新型并不局限于具体实施例。
31.如图1-7所示的模具用年月日集合日期章,包括日期章主体组件、日期章芯子和日期章调整扳手20三部分。
32.日期章主体组件包括日期章主体14,日期章主体14的一端中部设有开孔,日期章主体14的另一端设有三个芯子孔且端面中部设置有三角形日期指向标识7,芯子孔与开孔至少部分相连通,开孔内由外至内设置有用于将日期章安装在模具上的紧固螺栓13、内螺塞12、弹簧11和钢球10,内螺塞12、弹簧11和钢球10构成锁紧组件,内螺塞12螺纹连接在开孔中,内螺塞12的一端与弹簧11的一端相抵接,弹簧11的另一端与钢球10相抵接;日期章主体14的侧壁上设有定位销孔6,定位销孔6与三个芯子孔相垂直且连通,芯子孔内间隙装设有日期章芯子,其装配间隙满足:当日期章与压铸模具装配时,日期章芯子与芯子孔的单边间隙为0.003~0.006mm;当日期章与注塑模具装配时,日期章芯子与芯子孔的单边间隙为0.005mm~0.009mm。
33.日期章芯子包括年芯1、月芯2和日芯3三个日期章芯子,年芯1、月芯2和日芯3三个日期章芯子周壁上分别开设有圆弧形环槽15,定位销孔6内穿设有定位销4,定位销4顶端呈圆弧结构,定位销4底端设置有识别孔5,定位销4的顶端和两侧壁分别与三个日期章芯子的圆弧形环槽15间隙配合。
34.年芯1、月芯2和日芯3三个日期章芯子一端的端面分别设置有刻度标识及两个日期调整凹槽8,刻度标识为反字体,三个日期章芯子的另一端分别设置有与钢球10相匹配的定位卡槽,定位卡槽的数量及位置与日期章芯子上刻度标识的数量及位置相互对应,具体地,年芯1上设置有年份定位卡槽16,月芯上设置有月份定位卡槽17,日芯上设置有日期定位卡槽18,三个日期章芯子具有定位卡槽的一端分别与钢球10相抵接。
35.优选地,日期章主体14的侧壁上还设有与定位销孔6位置相对应的拆卸孔9,定位销4顶端对应的日期章芯子上设置有通孔,在本实施例中,定位销4顶端对应的日期章芯子为年芯1,但不仅限于年芯1,还可以是月芯2或者日芯3,年芯1上设置有通孔19,通孔19可连通拆卸孔9和定位销孔6,通孔19的直径小于拆卸孔9和定位销孔6的直径,更优选地,通孔19与年芯1上的两个日期调整凹槽8所在的水平线垂直。
36.日期章调整扳手20上设置有两个凸起21,凸起21与日期章芯子上的日期调整凹槽8相匹配,日期章调整扳手20上还设置有与年芯1上的通孔19相匹配的拆卸销23,拆卸销23与所述凸起21朝向相反,拆卸销23通过固定螺塞22设置在日期章调整扳手20上。
37.本实用新型的集合日期章在使用时,将年芯1、月芯2和日芯3三个日期章芯子带定位卡槽的一端装入到日期章主体14的三个芯子孔中,定位销4从日期章主体14外圆侧面的定位销孔6装入,与年芯1、月芯2和日芯3三个日期章芯子的圆弧形环槽15间隙配合,三个日期章便由定位销4安装到了日期章主体14上,采用该安装方式,定位销4够起防止三个日期章芯子从日期章主体14的三个芯子孔中窜出,同时三个日期章还能够旋转;然后在日期章主体14的开孔中依次装入钢球10和弹簧11,然后用内螺塞12拧入固定,保证钢球10装入后与三个日期章芯子的定位卡槽接触,保证转动日期章芯子后可自动复位卡住日期章芯子,使之不自由转动,保证日期数字方向固定;将年月日集合日期章装入模具模板孔中,当模具
为压铸模具时,日期章与模板孔的配合间隙控制在单边0.003-0.006mm,当模具注塑模具时,日期章与模板孔的配合间隙控制在单边0.005-0.009mm,从而可有效防止高温铝水或塑胶溶液从日期章各缝隙中溢出,避免出现日期章无法调整日期或报废的情况;然后用紧固螺栓13把日期章主体14与模板固定锁紧,使日期章与模具装配成一体;模具合模加工前,用日期章调整扳手20上的两个凸起21分别插入年芯1、月芯2和日芯3刻字端的两个圆形日期调整凹槽8中,转动日期章调整扳手20调整年芯1、月芯2和日芯3,日期章芯子转动,钢球10通过弹簧11上下(左右)移动,调整日期到所需位置时,钢球10靠弹簧力弹起顶靠在定位卡槽中,起到固定日期章芯子数字方向、防止转动的作用,各日期分别对准中心部位的日期指向标识7的三角形尖点,从而实现生产产品过程中自动标识年月日日期的功能,三角形的日期指向标识使日期标注更为直观易辨,通过日期章调整扳手20来调节所需要的日期,调节简单,操作方便。
38.拆卸更换日期章芯子时,将日期章调整扳手20上的两个凸起21插入年芯1端面上的两个日期调整凹槽8中,旋转年芯1,使年芯1上的两个日期调整凹槽8的连线与定位销4的标识孔5垂直,即年芯1上的通孔19与拆卸孔9及定位销孔6同轴心,此时通孔19连通拆卸孔9和定位销孔6,再将日期章调整扳手20上的拆卸销23插入标识孔5对面的拆卸孔9及通孔19中,把定位销4从日期章主体14中顶出,即可实现各日期章芯子的拆卸调试和更换,拆卸维修方便,日期章调整扳手能够起到调整日期、拆卸维修等作用。
39.在材料选用方面:当日期章与压铸模具装配使用时,日期章主体和日期章芯子均选用热作模具钢,且表面需要氮化处理;当日期章与注塑模具装配使用时,日期章主体和日期章芯子均选用高速工具钢,热处理硬度hrc58-60。
40.本实用新型日期章是集合年月日为一体的日期章,日期标注直观易辨,通过一个定位销与年芯、月芯和日芯上的圆弧形环槽间隙配合,即能将年芯、月芯和日芯装配到日期章主体上,装配间隙设计合理,结构紧凑,占用空间小,加工成本低,安装效率高,装配工序减少50%以上,可分别应用于压铸模具和塑胶模具当中,填补压铸模具行业和注塑模具行业的空白,应用广泛,调整方便,安装效率也同时得以显著提升,小尺寸产品也可以标识生产日期。
41.以上内容是结合优选技术方案对本实用新型所做的进一步详细说明,不能认定实用新型的具体实施仅限于这些说明。对本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型的构思的前提下,还可以做出简单的推演及替换,都应当视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1