新型打捆设备的制作方法
1.本实用新型涉及打捆设备,特别是新型打捆设备。
背景技术:
2.现有技术中的钢材打捆机大都采用铁制盘条(钢丝)对钢捆进行打捆包装,但是目前钢材打捆机的工作效率较低,需要改进以提升工作效率。
技术实现要素:
3.本实用新型的目的在于:提出了新型打捆设备,用于捆绑打捆钢筋、长管类长材。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.新型打捆设备,包括第一输送机、第二输送机和连接支架,所述第一输送机与第二输送机首尾相接,所述连接支架设置在第一输送机与第二输送机之间并连接支撑在第一输送机与第二输送机上,并在第一输送机与第二输送机之间设置支撑架,在第一输送机与第二输送机之间设置开口向上的c型导轨,c型导轨固定在支撑架正下方的连接支架上,所述c型导轨内侧具有滑槽,c型导轨的上侧开口呈向中间收拢的趋势,并在c型导轨内侧设置盖板覆盖滑槽,并设置第一驱动装置控制盖板覆盖或打开滑槽,所述支撑架上设置有可升降驱动的第二驱动装置,和设置在第二驱动装置下端活动部上的作业装置,所述支撑架上设置有送丝机构,盖板覆盖滑槽,送丝机构向滑槽中输送钢丝,钢丝远送丝机构方向端随滑槽滑动并与钢丝近送丝机构方向端交叉,通过作业装置带动交叉的钢丝端部转动以捆绑作业。
6.在上述方案的基础上并作为上述方案的优选方案:所述作业装置包括第一体部、第二体部和第三体部,所述第一体部、第二体部和第三体部相互平行重叠拼合形成作业部,所述第一体部和第三体部各位于第二体部一侧,所述第一体部、第二体部在拼合面分别设置滑槽,该处滑槽随第一体部、第二体部拼合形成第一通道,所述第二体部与第三体部拼合面分别设置滑槽,该处滑槽随第二体部与第三体部拼合形成第二通道,所述第一通道近c型导轨端部位置方向端与c型导轨端部对接,所述第二通道近c型导轨端部位置方向端与c型导轨端部对接,另一端与送丝机构对接,并在第二体部上设置第三驱动装置控制第一体部和第三体部相对于第二体部拼合或打开。
7.在上述方案的基础上并作为上述方案的优选方案:所述作业装置还包括第二体部上的连接部,连接部旋转轴竖直地可转动连接在第二驱动装置下端活动部上,并在第二驱动装置下端活动部上设置第一电机,第一电机输出轴上设置第一齿轮,所述连接部上设置与旋转轴同轴的第二齿轮与第一齿轮啮合。
8.在上述方案的基础上并作为上述方案的优选方案:所述送丝机构包括设置在支撑架上的安装座,安装座上可转动地设置有两个轮沿平行相切的驱动轮,并在安装座上设置第二电机与其中一个驱动轮传动连接。
9.在上述方案的基础上并作为上述方案的优选方案:所述驱动轮上分别设置同轴的
第三齿轮,并在安装座上设置第四齿轮同时啮合两个第三齿轮。
10.在上述方案的基础上并作为上述方案的优选方案:所述c型导轨上设置有用于裁剪钢丝的裁切装置。
11.本实用新型的有益效果在于:
12.新型打捆设备,用于捆绑打捆钢筋、长管类长材。优势在于效率高,适用范围广,不受捆绑大小限制。
附图说明
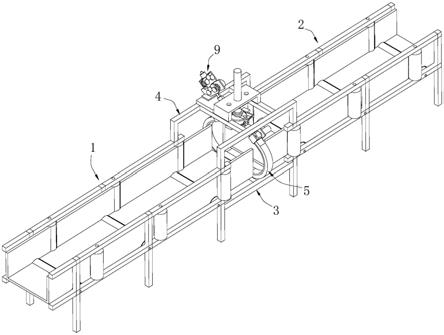
13.图1为本实用新型的新型打捆设备结构示意图;
14.图2为本实用新型的新型打捆设备的部分装置结构示意图;
15.图3为本实用新型的作业装置部分结构示意图;
16.图4为本实用新型的作业部部分结构示意图。
17.图中:第一输送机-1、第二输送机-2、连接支架-3、支撑架-4、 c型导轨-5、盖板-6、第一驱动装置-7、第二驱动装置-8、送丝机构
ꢀ‑
9、第一体部-10、第二体部-11、第三体部-13、第一通道-14、第二通道-15、第三驱动装置-16、连接部-17、第一电机-18、第一齿轮-19、第二齿轮-20、安装座-21、驱动轮-22、第二电机-23、第三齿轮-24、第四齿轮-25、裁切装置-26。
具体实施方式
18.下面结合附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
19.参阅图1-4,新型打捆设备,包括第一输送机1、第二输送机2和连接支架3,所述第一输送机1与第二输送机2首尾相接,所述连接支架3设置在第一输送机1与第二输送机2之间并连接支撑在第一输送机1与第二输送机2上,并在第一输送机1与第二输送机2之间设置支撑架4,在第一输送机1与第二输送机2之间设置开口向上的c 型导轨5,c型导轨5固定在支撑架4正下方的连接支架3上,所述 c型导轨5内侧具有滑槽,c型导轨5的上侧开口呈向中间收拢的趋势,并在c型导轨5内侧设置盖板6覆盖滑槽,并设置第一驱动装置 7控制盖板6覆盖或打开滑槽,所述支撑架4上设置有可升降驱动的第二驱动装置8,和设置在第二驱动装置8下端活动部上的作业装置,所述支撑架4上设置有送丝机构9,盖板6覆盖滑槽,送丝机构9向滑槽中输送钢丝,钢丝远送丝机构9方向端随滑槽滑动并与钢丝近送丝机构9方向端交叉,通过作业装置带动交叉的钢丝端部转动以捆绑作业。
20.使用的时候,需要捆绑的长材捆在第一输送机1中向第二输送机 2输送机方向输送。过程中长材捆穿过c型导轨,此时送丝机构9输送钢丝,钢丝通过滑槽与盖板6形成从通道环绕长材捆一周后作业装置带动钢丝端部交叉位置向下移动并转动钢丝进行捆绑长材捆。注意捆绑的时候需要打开盖板6以保障钢丝在捆绑过程中顺利收拢。
21.进一步地,所述作业装置包括第一体部10、第二体部11和第三体部13,所述第一体部10、第二体部11和第三体部13相互平行重叠拼合形成作业部,所述第一体部10和第三体部13各位于第二体部 11一侧,所述第一体部10、第二体部11在拼合面分别设置滑槽,该处滑槽随第一体部10、第二体部11拼合形成第一通道14,所述第二体部11与第三体部13拼合
面分别设置滑槽,该处滑槽随第二体部 11与第三体部13拼合形成第二通道15,所述第一通道14近c型导轨5端部位置方向端与c型导轨5端部对接,所述第二通道15近c 型导轨5端部位置方向端与c型导轨5端部对接,另一端与送丝机构 9对接,并在第二体部11上设置第三驱动装置16控制第一体部10 和第三体部13相对于第二体部11拼合或打开。所述作业装置还包括第二体部11上的连接部17,连接部17旋转轴竖直地可转动连接在第二驱动装置8下端活动部上,并在第二驱动装置8下端活动部上设置第一电机18,第一电机18输出轴上设置第一齿轮19,所述连接部 17上设置与旋转轴同轴的第二齿轮20与第一齿轮19啮合。
22.输送钢丝的时候,钢丝从第二通道15进入c型导轨后进入第一通道14,此时作业部向下移动,送丝机构9可以反向抽动钢丝以收拢钢丝,这个时候第一电机18通过第一齿轮驱动作业部旋转以对钢丝进行打结并捆绑长材捆。捆绑好后,第三体部13控制第一体部10、第二体部11和第三体部13相互分开以松开钢丝的端部。并可顺利地向上移动作业部。
23.进一步地,所述送丝机构9包括设置在支撑架4上的安装座21,安装座21上可转动地设置有两个轮沿平行相切的驱动轮22,并在安装座21上设置第二电机23与其中一个驱动轮22传动连接。所述驱动轮22上分别设置同轴的第三齿轮24,并在安装座21上设置第四齿轮25同时啮合两个第三齿轮24。通过第二电机23驱动驱动轮22 相向转动以夹持控制钢丝进行抽丝和送丝作业。进一步地,
24.所述c型导轨5上设置有用于裁剪钢丝的裁切装置26。通过裁切装置26用以裁剪第二通道15与送丝机构之间的钢丝。
25.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1