一种装料高效的包芯线组的上料装置的制作方法
1.本技术涉及包芯线生产的领域,尤其是涉及一种装料高效的包芯线组的上料装置。
背景技术:
2.包芯线由带形钢带包裹合金粉末而成。根据合金粉末的不同,包芯线的种类繁多。在铸造业,包芯线主要应用于孕育、炉外精炼、特殊元素合金化。
3.目前,在包芯线的流水线生产设备主要由支架、流水线和上料装置组成,支架架设在流水线外部,上料装置架设在流水线上,且上料装置的下料口对准流水线的上料口。在向上料装置内补给合金粉末时,需要先将合金粉末搬运至支架上,之后将合金粉末补给至上料装置内。
4.针对上述中的相关技术,发明人认为,支架上的空间有限,不方便操作人员将合金粉末补给至上料装置内。
技术实现要素:
5.为了方便上料装置合金粉末补给,本技术提供一种装料高效的包芯线组的上料装置。
6.本技术提供的一种装料高效的包芯线组的上料装置采用如下的技术方案:
7.一种装料高效的包芯线组的上料装置,包括支架、流水线、卷扬机和上料装置,所述支架架设在所述流水线的外部,所述支架上固定设置有第一滑道;所述上料装置包括料斗、支撑架、阀门和滚轮,所述料斗设置在所述支撑架的上方,所述料斗的下部设置有阀门,所述滚轮设置在所述支撑架的底部,所述支撑架通过所述滚轮设置在第一滑道内;所述卷扬机包括卷扬机本体和卷扬绳,所述卷扬机本体设置固定设置在所述机架上,所述卷扬绳的一端连接在所述卷扬机本体上,所述卷扬绳的另一端固定设置有卡勾,所述料斗的外壁上固定设置有卡扣,所述卡勾与所述卡扣卡接。
8.通过采用上述技术方案,当料斗内的合金粉末用完,工作人员关闭阀门,工作人员将卡勾卡接在卡扣上,并打开卷扬机,在卷扬机的限制作用下,料斗沿第一滑道缓慢滑至地面,然后可将卡勾从卡扣上拆下,此时料斗可利用滚轮滑移到添加合金粉末的位置,在料斗装填好合金粉末后,将料斗滑移到支架下方,将卡勾卡接在卡扣内,打开卷扬机,料斗沿第一滑道滑移到工作位置,然后关闭卷扬机。通过卷扬机以及上料装置的设置,可将上料装置从支架上运送至地面上,方便了对料斗内的合金粉末补给,且在装填物料的位置可以距离生产线很远,方便了料斗的运输。
9.可选的,所述滚轮为万向轮,所述地面开设有第二滑道,所述第二滑道与所述第一滑道连接。
10.通过采用上述技术方案,由于料斗由金属材料制成,体积大,重量也大,在地面开设的第二滑道可以帮助料斗在地面运输时滑移时更加方便和省力,且万向轮的设置可以帮
助料斗在第二滑道内运输时可以转向。
11.可选的,所述上料装置设置有两个,地面上还开设有第二滑道分支,所述第二滑道分支与所述第一滑道连接。
12.通过采用上述技术方案,当其中一个料斗缺少合金粉末时,将另一个上料装置装填好合金粉末后滑移进第二滑道分支,将缺少合金粉末的料斗滑移进第二滑道,将装填好合金粉末的上料装置从第二滑道分支滑移到支架上工作,这样即可实现两个上料装置交替使用,增加了设备工作时的效率。
13.可选的,所述第一滑道靠近所述卷扬机本体的一端设置有限位块。
14.通过采用上述技术方案,当料斗补给合金粉末完成后,将料斗滑移到工作位置时,卷扬机可能会将料斗滑移到远离工作的位置,甚至将料斗拉下支架,此情况下对于工人和流水线都十分危险,限位块的设置可以帮助料斗在滑移到工作位置时停下,提高了流水线和工人的安全性,同时提高了设备工作效率。
15.可选的,所述料斗的侧壁上铰接有支臂,所述支撑架的上表面开设有卡槽。
16.通过采用上述技术方案,当合金粉末补给后,料斗在支架的位置并不稳定,将支臂卡接在卡槽内,增加了料斗在工作位置的稳定性。
17.可选的,所述支臂设置有两个,两个所述支臂对称固定设置在所述料斗的外壁上,所述卡槽设置有两个,两个所述卡槽对称设置在所述支撑架的上表面上,一个所述支臂对应一个所述卡槽,所述支臂可以卡接在所述卡槽内。
18.通过采用上述技术方案,由于料斗由金属材料制成,且体积较大,采用一个支臂将料斗卡接在卡槽内,料斗的稳定性不高,且使用寿命较短,采用两个卡接臂同时卡接在卡槽内,增强了料斗在工作时的稳定性。
19.可选的,所述料斗的侧壁上设置有支臂收纳槽,所述支臂收纳槽上固定设置有紧固螺栓。
20.通过采用上述技术方案,在料斗的运输过程中,将支臂收纳在支臂收纳槽内,将紧固螺栓拧紧并和支臂收纳槽抵接,实现支臂的紧固,增加了料斗运输的可行性和流畅性,方便料斗装填合金粉末。
21.可选的,所述支撑架的上固定设置有加固板。
22.通过采用上述技术方案,在料斗的运输过程中,增加了支撑架的使用频率,可能会造成支撑架失效的情况,为降低支撑架的失效概率,延长支撑架的使用寿命,采用加固板对支撑架进行加固。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.通过设置第一滑道和滚轮,料斗可以在第一滑道内滑移,方便了料斗在补给合金粉末的运输工作;
25.通过设置支臂和卡槽,当料斗在工作时将支臂卡接卡接在卡槽内,限制了料斗的位移,使料斗在滑道内的工作位置不易偏移,方便料斗的下料工作;
26.通过设置第二滑道,使料斗在地面上运输更加省力,方便了料斗的运输。
附图说明
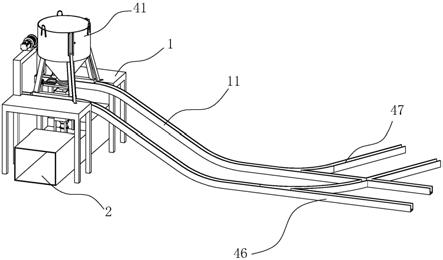
27.图1是一种装料高效的包芯线组的上料装置的整体结构示意图。
28.图2是一种装料高效的包芯线组的上料装置隐藏部分滑道的结构示意图。
29.图3是卡勾卡扣卡接的结构示意图。
30.附图标记说明:1、支架;11、第一滑道;12、卡槽;2、流水线;3、卷扬机;31、卷扬机本体;32、卷扬绳;33、卡勾;4、上料装置;41、料斗;42、支撑架;43、阀门;44、万向轮;45、卡扣;46、第二滑道;47、第二滑道分支;48、支臂;49、支臂收纳槽;410、紧固螺栓;411、加固板。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种装料高效的包芯线组的上料装置。参照图1和图2,装料高效的包芯线组的上料装置包括支架1、流水线2、卷扬机3和上料装置4。流水线2负责包芯线的生产工作,支架1负责上料装置4的支撑和滑移工作,上料装置4负责合金粉末向流水线2内添加合金粉末,卷扬机3负责上料装置4在装填合金粉末过程中滑移时的安全和动力工作。
33.参照图1和图2,支架1架设在流水线2外部,支架1的上焊接有第一滑道11,第一滑道11靠近卷扬机本体31的一端设置有限位块。地面上开设有第二滑道46以及第二滑道分支47,第二滑道46以及第二滑道分支47均与第一滑道11焊接。
34.参照图1和图2,上料装置4设置有两个,两个上料装置4均包括料斗41、阀门43、支撑架42、加固板411以及万向轮44,阀门43设置在料斗41的底端。支撑架42焊接在料斗41的外壁上,加固板411焊接在支撑架42上,万向轮44通过螺栓固定连接在支撑架42的底端,且万向轮44滚动在第一滑道11、第二滑道46或者第二滑道分支47内。
35.参照图2和图3,上料装置4还包括卡扣45,卡扣45焊接在料斗41的外壁上。卷扬机3包括卷扬机本体31、卷扬绳32和卡勾33,卷扬机本体31螺栓连接在支架1的一侧,卷扬绳32的一端与卷扬机本体31连接,卷扬绳32的另一端与卡勾33固定连接,卡勾33与卡扣45可拆卸卡接。
36.当位于流水线2上方的料斗41内的合金粉末用完后,工作人员关闭阀门43,工作人员将卡勾33卡接在卡扣45上,之后推动料斗41沿第一滑道11滑向地面,在料斗41沿第一滑道11滑动的过程中,工作人员控制卷扬机本体31使卷扬绳32拉直,在打开卷扬机本体31,使料斗41沿着第一滑道11缓慢下滑,当料斗41滑移到地面时,关闭卷扬机本体31,将卡勾33从卡扣45中取下,此时工作人员即可推动料斗41,使料斗41沿第二滑道46向合金粉末的装填位置移动,之后向该料斗41内装填物料。
37.在流水线2上方的料斗41内的合金粉末还未用完时,另一个料斗41便已经装填完毕,并且移动至第二滑道分支47处进行待用,当流水线2上方的料斗41移动至第二滑道46上后,将卡勾33卡接在第二滑道分支47上的料斗41上的卡扣45上,之后打开卷扬机本体31,控制卷扬机本体31拉着料斗41向支架1上表面移动,当料斗41下端的滚轮触碰到限位板时,关闭卷扬机本体31,并将卡勾33从卡扣45上拆卸,打开阀门43,打开流水线2即可开始包芯线的生产工作。两个上料装置4交替工作,增加了料斗41运输粉末的效率。
38.参照图2,上料装置4还包括支臂48与支臂收纳槽49和紧固螺栓410,支臂48设置有两个,两个支臂48大小相等,两个支臂48分别设置在料斗41的两侧。支臂48铰接在料斗41的外壁上,卡槽12开设在支撑架42的上表面内,支臂48与料斗41的铰接端的正上方设置有支
臂收纳槽49,支臂收纳槽49设置有两个,一个支臂48对应一个支臂收纳槽49,紧固螺栓410设置有两个,一个支臂收纳槽49对应一个紧固螺栓410,当支臂48朝远离料斗41的方向转动时,支臂48远离料斗41的一端可卡接在卡槽12内,此时拧紧紧固螺栓410可将支臂48限制在支臂收纳槽49内。当支臂48朝靠近料斗41的方向转动时,转动紧固螺栓410,支臂48可卡接在支臂收纳槽49内。
39.将上料装置4移动至流水线2的上方后,朝远离料斗41的方向转动支臂48,此时支臂48便可卡接在卡槽12中,如此便可降低上料装置4与支架1发生相对移动的概率,提高了安全性。在需要移动上料装置4时,朝靠近料斗41的方向转动支臂48,此时支臂48便可卡接在支臂收纳槽49中,并拧紧紧固螺栓410固定支臂48,如此支臂48便不易对上料装置4的移动造成影响。
40.本技术实施例一种装料高效的包芯线组的上料装置的实施原理为:当位于流水线2上方的料斗41内的合金粉末用完后,工作人员关闭阀门43,之后将卡勾33卡接在卡扣45上,之后朝靠近料斗41的方向转动支臂48,使支臂48卡接在支臂收纳槽49中,此时拧紧紧固螺栓410,使支臂48和紧固螺栓410抵接实现紧固螺栓410的固定,之后推动料斗41沿第一滑道11滑向地面,在料斗41沿第一滑道11滑动的过程中,工作人员控制卷扬机本体31使卷扬绳32拉直,在打开卷扬机本体31,使料斗41沿着第一滑道11缓慢下滑,当料斗41滑移到地面时,关闭卷扬机本体31,将卡勾33从卡扣45中取下,此时工作人员即可推动料斗41,使料斗41沿第二滑道46向合金粉末的装填位置移动,之后向该料斗41内装填物料。
41.在流水线2上方的料斗41内的合金粉末还未用完时,另一个料斗41便已经装填完毕,并且移动至第二滑道分支47处进行待用,当流水线2上方的料斗41移动至第二滑道46上后,将卡勾33卡接在第二滑道分支47上的料斗41上的卡扣45上,之后打开卷扬机本体31,控制卷扬机本体31拉着料斗41向支架1上表面移动,当料斗41下端的滚轮触碰到限位板时,转动紧固螺栓410时支臂48可以绕铰接处转动,朝远离料斗41的方向转动支臂48,使支臂48卡接在卡槽12中,之后关闭卷扬机本体31,并将卡勾33从卡扣45上拆卸,打开阀门43,打开流水线2即可开始包芯线的生产工作。
42.两个上料装置4交替工作,增加了料斗41运输粉末的效率。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1