一种移动式均匀布料喂料斗装置的制作方法
1.本实用新型涉及管桩生产设备领域,特别是一种移动式均匀布料喂料斗装置。
背景技术:
2.管桩是一种基础建设常用到的桩基材料,也是重要的混凝土制品,广泛应用于各类建筑物和构筑的基础工程上。现有制作管桩的方法是采用包括上模和下模的管桩成型模具(简称管模)。将钢筋笼的两端用端板固定,在端板的外围套上裙板,将端头板固定在端板的端面上,然后将装配好的钢筋笼整体放置于下模内,利用喂料系统从上方往钢筋笼以及下模内灌入混凝土,将上模盖合到下模上,用螺栓固定好,再采用离心机转动管模,使管桩离心成型于管模内,随后拆卸螺栓进行脱模,揭开上模,取出管桩。
3.然而,在成型过程,其由圆柱形的混凝土本体和混凝土本体中的钢筋笼构成。现有技术中的管模喂料系统存在以下问题:
4.(1)此布料方法自动化程度低,需要消耗大量劳动力;
5.(2)由于混凝土本身的材料特性和喂料时具体状态的影响,混凝土大多存在不同程度的结块问题,导致浇灌不均匀,影响管桩成型质量;
6.(3)在进行喂料时,由于裙板对钢筋笼端部的遮挡作用,无法直接将混凝土灌入钢筋笼的端部处,只能靠混凝土自身的重力自然掉落到端部,但往往造成该处喂料不足,导致成型后的管桩端部强度不足的问题。
7.因此,需要一种解决上述问题的技术方案。
技术实现要素:
8.为了弥补现有技术中存在的一些不足,本实用新型的目的在于提供移动式均匀布料喂料斗装置。
9.本实用新型为达到其目的,采用的技术方案如下:一种移动式均匀布料喂料斗装置,包括:
10.料仓;
11.搅拌装置,搅拌装置安装在料仓的底部,搅拌装置与料仓连通,料仓的物料能够输送到搅拌装置内,且搅拌装置内设有搅拌组件,搅拌装置底部设有能够打开或关闭搅拌装置的闸门,闸门上设有能够捣碎搅拌装置输出的物料的捣碎钢筋;以及
12.移动机构,料仓安装在移动机构上,且移动机构能够驱动料仓和搅拌装置进行移动。
13.本实用新型的效果在于:本实用新型设置搅拌组件,搅拌轴组件会一直把中间的料往两侧导流,改善之前落料口两端落料少,中间落料多的情况出现,落料打散效果非常好,增加捣碎料钢筋,配合气缸快速开合,使落料快速打散,加速进笼,落料打散效果非常好,且增加料仓移动功能,实现均匀布料,料仓移动,使钢筋笼分区布料,避免落料过快造成钢筋笼表面堆料,影响管桩质量,均匀落料。
14.在一些实施方式中,搅拌装置上还包括第一驱动机构和第二驱动机构;第一驱动机构与搅拌组件驱动连接,第一驱动机构能够驱动搅拌组件进行搅拌;第二驱动机构与闸门驱动连接,第二驱动机构能够驱动闸门打开或关闭。由此,使搅拌装置上的搅拌组件和闸门能够通过第一驱动机构和第二驱动机构驱动,自动化程度高。
15.在一些实施方式中,搅拌装置还包括搅拌筒,搅拌组件安装在搅拌筒内,且搅拌筒上端设有第一开口与料仓连通,搅拌筒下端设有第二开口,闸门设置在第二开口上,能够用于打开或关闭第二开口。由此,通过搅拌筒,使料仓流出的物料能够经过搅拌后进行喂料。
16.在一些实施方式中,闸门包括第一闸门和第二闸门,第一闸门和第二闸门均活动安装在搅拌装置上能够进行转动,第一闸门和第二闸门均与第二驱动机构传动连接,第二驱动机构能够驱动第一闸门和第二闸门在第二开口上相对运动,从而使打开或关闭第二开口。由此,使闸门能够通过第二驱动机构驱动打开或关闭,使搅拌装置能够自动化打开或关闭。
17.在一些实施方式中,第一闸门和第二闸门均设有捣碎钢筋,且第一闸门上的捣碎钢筋和第二闸门上的捣碎钢筋交错设置。由此,能够防止混凝土大多存在不同程度的结块,导致浇灌不均匀,影响管桩成型质量的问题。
18.在一些实施方式中,搅拌组件包括搅拌轴和搅拌叶片,搅拌叶片包括第一叶片和第二叶片,第一叶片和第二叶片均设有弧形安装部,第一叶片的安装部和第二叶片的安装部能够相互配合,从而使第一叶片和第二叶片均安装在搅拌轴上,搅拌轴与第一驱动机构传动连接,第一驱动机构能够驱动搅拌轴转动。由此,使搅拌叶片在搅拌轴上可拆卸连接,方便搅拌组件的维修更换。
19.在一些实施方式中,移动机构包括移动机架、移动滚轮和第三驱动机构,第三驱动机构、移动滚轮和料仓均安装在移动机构上,第三驱动机构与移动滚轮传动连接,移动滚轮能够通过第三驱动机构驱动进行滚动,从而使带动移动机构进行移动。由此,通过移动机架上安装移动滚轮,使移动机架能够通过任意轨道进行移动,而且设置第三驱动机构,使移动机架能够自动化控制进行移动。
20.在一些实施方式中,移动机构上还设有防撞结构,防撞结构设置在移动机构的侧面。由此,设置防撞结构能够防止移动机构进行移动的时造成损坏。
21.在一些实施方式中,移动机架和料仓之间还设有称重结构,称重结构包括称重传感器。由此,通过称重结构能够及时清楚料仓内的物料情况,能够在料仓缺料时及时提醒。
22.在一些实施方式中,料仓外侧面上还设有振动电机,振动电机能够振动料仓的外壁,使料仓能够快速下料。由此,通过振动电机能够加速料仓内物料的下料速度。
附图说明
23.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
24.图1为本实用新型实施案例一中管模自动喂料设备的立体图一;
25.图2为本实用新型实施案例一中管模自动喂料设备的立体图二;
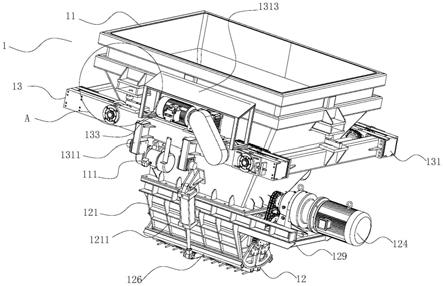
26.图3为本实用新型实施案例一中移动式均匀布料喂料斗装置的立体图;
27.图4为图3中a位置的放大结构示意图;
28.图5为本实用新型实施案例一中移动式均匀布料喂料斗装置从顶部观察的立体图;
29.图6为本实用新型实施案例一中搅拌组件的立体图;
30.图7为本实用新型实施案例一中第一闸门的立体图;
31.图8为本实用新型实施案例一中喂料系统全自动成型斗模装置的立体图;
32.图9为图8中b位置的放大结构示意图;
33.图10为本实用新型实施案例一中喂料系统全自动成型斗模装置去掉保护罩的立体图;
34.图11为本实用新型实施案例一中钢刷清扫机构的剖视图;
35.图12为本实用新型实施案例一中链条夹紧块的立体图;
36.图13为本实用新型实施案例一中机架的立体图;
37.图14为本实用新型实施案例二中管模自动喂料设备的立体图。
38.图中:1、移动式均匀布料喂料斗装置;11、料仓;111、振动电机;12、搅拌装置;121、搅拌筒;1211、加强筋;122、搅拌组件;1221、搅拌轴;1222、第一叶片;1223、第二叶片;1224、弧形安装部;123、捣碎钢筋;124、第一驱动机构;126、闸门;127、闸门延长板;128、离缝挡板;129、搅拌筒支架;13、移动机构;131、移动机架;132、移动滚轮;133、第三驱动机构;1311、防撞结构;1312、传感器垫板;1313、第一防水架;2、喂料系统全自动成型斗模装置;21、成型斗;211、扣模斗;2111、挡板;212、第五驱动机构;213、第二导杆;214、第六驱动机构;215、链条;216、披料机构;2161、披料板;2162、挤压板;217、第七驱动机构;218、钢刷清扫机构;2181、碗状钢丝轮;2182、旋转轴;2183、外壳;2184、风轮;219、风动振动器;22、端部送料机构;221、刮料板;222、安装部;223、链条夹紧块;224、凸起;225、保护罩;23、升降机架;231、升降结构;232、限位轮;233、第一导杆;24、气动振动器;3、机架;31、滑轨;32、防撞板;33、传感器座;34、第四驱动机构;35、导向轮;36、钢丝绳;37、电控箱;38、第二防水架;39、第三防水架;4、称重结构;5、气罐;6、路轨;61、齿条;7、滑轮;8、第八驱动机构;9、管模放置座;10、管模。
具体实施方式
39.为了更好的理解本实用新型的技术方案,下面结合附图对本实用新型实施例进行详细描述。
40.应当明确,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
41.以下简单描述该实施方式:
42.实施案例一:
43.图1为本实用新型一种管模自动喂料设备的整体结构示意图。
44.如图1至图13所示,一种管模自动喂料设备,包括移动式均匀布料喂料斗装置1、喂料系统全自动成型斗模装置2以及机架,其中:移动式均匀布料喂料斗装置1包括料仓11和
搅拌装置12,搅拌装置12安装在料仓11底部,料仓11与搅拌装置12连通,料仓11能够用于给搅拌装置12送料,且搅拌装置12能够用来管模物料搅拌和出料捣碎,使料仓11内的物料能够进入搅拌装置12能经过搅拌和捣碎后再进行喂料,能够把中间的料往两侧导流,改善落料口两端落料少,中间落料多的情况出现,落料打散效果非常好;喂料系统全自动成型斗模装置2包括成型斗21和端部送料机构22,成型斗21能够用于管模喂料成型,端部送料机构22能够在喂料时用于端部送料,且端部送料机构22安装在成型斗21上,使端部送料机构22能够刮平成型斗堆料,保证完美成型,保证端部送料充足,能够使管模喂料均匀,保证管模质量,加速落料速度,提高效率;移动式均匀布料喂料斗装置1和喂料系统全自动成型斗模装置2均安装在机架3上,且移动式均匀布料喂料斗装置1能够在机架3上沿着管模长度方向移动,用于为管模喂料,喂料系统全自动成型斗模装置2能够在机架3上进行升降,从而在管模上披压或远离管模,用于管模成型,通过安装在机架,使移动式均匀布料喂料斗装置1料斗移动实现均匀布料,使喂料系统全自动成型斗模装置2能够在机架3上升降,使成型斗21能够进行升降,能够对管模自动进行成型操作,且能够适应不同型号的管模成型要求。
45.优选地,参考图3至图7,在一些实施方式中,搅拌装置12包括能够用于承装物料的搅拌筒121、用于搅拌的搅拌组件122和用于捣碎的捣碎钢筋123,搅拌组件122安装在搅拌筒121内能够用于管模物料搅拌,使料仓11流出的物料能够经过搅拌后进行喂料,捣碎钢筋123设置在搅拌装置12的出料口,能够用于搅拌筒121出料捣碎,使搅拌装置12能够用于管模喂料时进行搅拌和捣碎。
46.优选地,在一些实施方式中,搅拌筒121在顶部设有第一开口(未标示),第一开口能够连通料仓11;搅拌筒121在底部设置第二开口(未标示),第二开口为搅拌筒121的出料口,且第二开口上设有闸门126,通过闸门126能够用于打开或关闭第二开口,使搅拌装置12能够打开或关闭,且闸门126上设置捣碎钢筋123,捣碎钢筋123在闸门126上能够在搅拌装置12出料时进行捣碎,使管模在喂料时,能够防止混凝土大多存在不同程度的结块,导致浇灌不均匀,影响管桩成型质量的问题。
47.优选地,在一些实施方式中,搅拌装置12上还包括第一驱动机构124和第二驱动机构125;第一驱动机构124与搅拌组件122驱动连接,第一驱动机构124能够驱动搅拌组件122进行搅拌;第二驱动机构125与闸门126驱动连接,第二驱动机构125能够驱动闸门126打开或关闭,使搅拌装置12上的搅拌组件122和闸门126能够通过第一驱动机构124和第二驱动机构125驱动,自动化程度高。
48.具体地,在本实施方式中,闸门126包括第一闸门和第二闸门,第一闸门和第二闸门均为弧形板,弧形板的两端设有闸门延长板127,闸门延长板127均连接在搅拌筒121的两端可活动转动,从而使第一闸门和第二闸门能够在第二开口上转动,且第一闸门和第二闸门能够相对运动,用于打开或关闭第二开口;第二驱动机构125为驱动气缸,驱动气缸安装在搅拌筒121外壁上,驱动气缸设有两个,两个驱动气缸的驱动端分别连接第一闸门和第二闸门,从而能够驱动第一闸门和第二闸门相对运动,打开或关闭第二开口,使闸门126能够通过第二驱动机构125驱动打开或关闭,使搅拌装置12能够自动化打开或关闭。
49.第一闸门上和第二闸门上均设有捣碎钢筋123,且第一闸门上的捣碎钢筋123和第二闸门上的捣碎钢筋123交错设置,使搅拌装置12在出料时能够防止混凝土大多存在不同程度的结块,导致浇灌不均匀,影响管桩成型质量的问题。而且,第一闸门和第二闸门的其
中一个设有离缝挡板128,离缝挡板128设置第一闸门或第二闸门中与另一个相贴合的一端,从而使第一闸门和第二闸门闭合时,能够完全封闭。
50.优选地,在一些实施方式中,料仓11为锥形料仓11,且料仓11下端设有料接口(未标示),第一开口与料接口连通,使第一开口能够连通料仓11,料仓11外侧面上还设有振动电机111,振动电机111能够振动料仓11的外壁,使料仓11能够快速下料,通过振动电机能够加速料仓11内物料的下料速度。
51.优选地,参考图3,在一些实施方式中,搅拌筒121的顶部还设有搅拌筒支架129,搅拌筒121通过搅拌筒支架129连接连接在料仓11的下端,且搅拌筒支架129和料仓11之间还设有密封胶垫(未标示),第一驱动机构124安装在搅拌筒支架129上,且搅拌筒121的外壁上还设有纵横交错的若干加强筋1211,能够加强搅拌筒121的强度。具体地,在本实施方式中,搅拌筒支架129焊接在搅拌筒121的顶部,且搅拌筒支架129与料仓11底部之间设置密封胶垫,搅拌筒支架129与料仓11底部通过螺栓固定,使搅拌筒121连接在料仓11上。
52.优选地,在一些实施方式中,搅拌组件122包括搅拌轴1221和搅拌叶片,且搅拌叶片在搅拌轴1221上可拆卸连接,方便搅拌组件122的维修更换。
53.具体地,在本实施方式中,搅拌叶片包括第一叶片1222和第二叶片1223,第一叶片1222和第二叶片1223形状相同,且第一叶片1222和第二叶片1223均设有弧形安装部1224,第一叶片1222的弧形安装部1224和第二叶片1223的弧形安装部1224相互配合,从而使第一叶片1222和第二叶片1223均安装在搅拌轴1221上;第一驱动机构124为驱动电机,搅拌轴1221与驱动电机传动连接,第一驱动机构124能够驱动搅拌轴1221转动,使搅拌叶片能够在搅拌筒121内进行搅拌。
54.具体地,在本实施方式中,第一叶片1222的弧形安装部1224和第二叶片1223的弧形安装部1224均设有螺孔,第一叶片1222的弧形安装部1224和第二叶片1223的弧形安装部1224通过螺栓连接,使第一叶片1222的弧形安装部1224和第二叶片1223弧形安装部1224能够相互配合,使第一页叶片1222和第二叶片1223均安装在搅拌轴1221上。
55.优选地,在一些实施方式中,移动式均匀布料喂料斗装置1还包括移动机构13,料仓11安装在移动机构13上,搅拌装置12固定连接在料仓11下端,且移动机构13活动地安装在机架3上,移动机构13能够在机架3上移动,从而使料仓11、搅拌装置12和移动机构13均能够在机架3上移动,通过移动机构13使料仓11和搅拌装置12能够进行移动,料仓11移动,使钢筋笼分区布料,避免落料过快造成钢筋笼表面堆料,影响管桩质量。
56.具体地,在本实施方式中,移动机构13包括移动机架131、移动滚轮132和第三驱动机构133,机架3的顶部设有滑轨31,第三驱动机构133、移动滚轮132和料仓11均安装在移动机架131上,第三驱动机构133与移动滚轮132传动连接,第三驱动机构133为驱动电机,移动滚轮132能够通过驱动电机驱动进行滚动,移动滚轮132安装在滑轨31上,从而使第三驱动机构133能够驱动移动机构13在机架3上进行移动,通过移动机架131上安装移动滚轮132,使移动机架131能够通过任意轨道进行移动,而且设置第三驱动机构133,使移动机架131能够自动化控制进行移动。
57.优选地,参考图3、图13,在一些实施方式中,移动机架131上还设有防撞结构1311,机架3上设有防撞板32,移动式均匀布料喂料斗装置1安装在机架3时,防撞结构1311与防撞板32位置相对应,能够防止移动机构13在移动过程中遭到损坏,防撞结构1311设置在移动
机构13的侧面,设置防撞结构1311能够防止移动机构13进行移动的时造成损坏。
58.具体地,在本实施方式中,防撞结构1311上设有橡胶缓冲器,移动机架131上还设有接近开关触片,机架3上设有接近开关,当移动机架131在机架3上移动时,移动机架131上的橡胶缓冲器撞到机架3的防撞板32上能够防止移动机架131损坏,且移动机架131上的接近开关触片接触到机架3上的接近开关,能够使第三驱动机构133停止驱动,使移动机构13停止移动,保证移动机架131不受损坏。
59.在一些实施方式中,移动机架131和料仓11之间还设有称重结构4,通过称重结构4能够及时清楚料仓11内的物料情况,能够在料仓11缺料时及时提醒。
60.具体地,在本实施方式中,称重结构4为称重传感器,移动机架131上设有传感器垫板1312,料仓11外壁上设有传感器座33,称重传感器分别连接传感器垫板1312和传感器座33,从而使称重传感器设置在移动机架131和料仓11之间,能够对料仓11称重。
61.优选地,参考图8至图12,在一些实施方式中,喂料系统全自动成型斗模装置2还包括升降机架23,成型斗21安装在升降机架23上,升降机架23活动地安装在机架3内,且升降机架23能够在机架3内进行升降,从而使成型斗21能够在机架3上进行升降,使喂料系统全自动成型斗模装置2能够在机架3上进行升降,能够对管模自动进行成型操作,且能够适应不同直径管模的成型。
62.更进一步地,在一些实施方式中,升降机架23上设有升降结构231,升降机架23能够通过升降结构231进行升降,机架3上设有第四驱动机构34,第四驱动机构34与升降轮传动连接,从而使升降机架23能够在机架3上进行升降,使喂料系统全自动成型斗模装置2能够在机架3上进行升降。
63.具体地,在本实施方式中,升降结构231为升降轮,第四驱动机构34为驱动电机,机架3上还设有导向轮35和钢丝绳36,钢丝绳36与缠绕在导向轮35和驱动电机上,升降轮悬吊在钢丝绳36上,通过驱动电机驱动,钢丝绳36能够将升降轮拉起,使升降机架23能够在机架3上高度方向进行升降。
64.优选地,在一些实施方式中,升降机架23上设有限位轮232,升降机架23安装在机架3时,限位轮232将升降机架23限位在机架3内,且使升降机架23能够在机架3上进行升降,通过设置限位轮232,能够使升降机架23在机架3上升降时在限位轮232在机架3的侧面滚动,能够引导升降机架23升降时的保持平衡,且能够减少升降机架23和机架3之间的摩擦。
65.具体地,在本实施方式中,机架3为大致长方体的框架,升降机架23为大致矩形结构,限位轮232设置在升降机架23的四个边角处,升降机架23安装在机架3内时,限位轮232能够在长方体框架的侧框边上移动,使升降机架通过限位轮232能够在机架3上活动移动,使升降机架能够在机架3上保持平衡。
66.优选地,在一些实施方式中,成型斗21安装在升降机架23上,成型斗21包括用于管模成型的扣模斗211,且扣模斗211安装在升降机架23上能够进行移动,调整扣模斗211之间的间距,使喂料系统全自动成型斗模装置2的成型斗21能够用于不同直径管模上。
67.具体地,在本实施方式中,扣模斗211设有两块,升降机架23上设有第一导杆233,扣模斗211安装在第一导杆233能够移动,两块扣模斗211相对设置能够使管模成型,且第一导杆233上设有齿牙(未标示),扣模斗211上设有第五驱动机构212,第五驱动机构212为驱动电机,驱动电机连接有齿轮(未标示),齿轮能够与第一导杆233的齿牙啮合,使驱动电机
驱动使,齿轮在第一导杆233上转动。从而使扣模斗211能够在第一导杆233上移动,当两块扣模斗211相对移动时,即能够调整扣模斗211之间的间距。
68.优选地,在一些实施方式中,端部送料机构22安装在扣模斗211的顶部,且端部送料机构22设置刮料板221能够在扣模斗211之间移动,从而使端部送料机构22能够在成型斗21内将管模喂料过程中多余的物料送到成型斗21的两端,能够刮平成型斗堆料,保证完美成型,保证端部送料充足,保证管模质量,加速落料速度,提高效率,能够防止出现端部喂料不足,导致成型后的管桩端部强度不足的问题。
69.具体地,在本实施方式中,端部送料机构22设置的刮料板221伸到两块扣模斗之间,扣模斗211在顶部设有第二导杆213和第六驱动机构214,第二导杆213沿着扣模斗211长度方向设置,第六驱动机构214为驱动电机,驱动电机连接有链条215,链条215在扣模斗211长度方向上设置;端部送料机构22设有安装部222安装在第二导杆213上,使端部送料机构22能够在第二导杆213上活动移动,且端部送料机构22设有链条夹紧块223,链条夹紧块223上设有凸起224,凸起224能够与链条215卡合,使驱动电机驱动链条215时,能够驱动端部送料机构22在第二导杆213上进行移动,从而使端部送料机构22设置刮料板221能够在扣料仓11之间沿着扣模斗211长度方向移动,从而进行刮料,使端部送料机构22能够在成型斗21内将管模喂料过程中多余的物料送到成型斗21的两端,通过两块扣模斗211之间能够相对移动,使成型斗21能够适应不同直径管模的成型。而且,端部送料机构22还设有保护罩225罩在链条215外。
70.优选地,在一些实施方式中,成型斗21还包括披料机构216和第七驱动机构217,披料机构216活动安装在成型斗21的两端,披料机构216能够在成型斗21的两端活动转动,第七驱动机构217安装在扣模斗211上,第七驱动机构217的驱动端连接披料机构216,第七驱动机构217能够驱动披料机构216在扣模斗211上转动,从而使披料机构216能够对管模侧边料进行披抹,通过披料机构216能够使管模二次成型,保证成型效果。在一些实施方式中,通过设置披料机构216能够对管模侧边料进行披抹,使之二次成型,保证成型效果、使管模不会塌料。
71.具体地,在本实施方式中,第七驱动机构217为驱动气缸,披料机构216包括披料板2161和挤压板2162,挤压板2162安装在披料板2161上,披料板2161铰接在扣模斗211上,使披料机构216能在扣模斗211上活动转动;驱动气缸安装扣模斗211上,且驱动气缸的驱动端与披料板2161连接,通过驱动气缸能够驱动披料板2161进行转动,当管模两端喂料时,气缸回缩拉动披料板2161旋转90度,以至于扣模斗211能够贴近管模裙边喂料,保证端部落料,当中间段喂料时,气缸推出使披料板2161旋转披压钢筋笼侧边料,当设备需要返回喂料时,扣模斗211两端的披料机构216旋转成外八字形,保证成型好的料不被刮掉,反而再次披压成型,使管模喂料披抹侧边料使之二次成型,保持成型效果,不塌料。
72.优选地,参考图11,在一些实施方式中,成型斗21还包括钢刷清扫机构218,钢刷清扫机构218安装在披料机构216上,钢刷清扫机构218安装在披料机构216上,在披料机构216进行披压时,能够通过钢刷清扫机构218能够清扫管模模边的物料,避免对管模合模造成影响。
73.具体地,在本实施方式中,钢刷清扫机构218包括碗状钢丝轮2181、旋转轴2182、外壳2183和风轮2184,风轮2184安装在外壳2183内,旋转轴2182两端分别连接碗状钢丝轮
2181和风轮2184,外壳2183设有气管接口,当外壳2183通过气缸接口连接气罐时,外壳2183内的风轮被吹动,使旋转轴2182跟着风轮2184旋转,使碗状钢丝轮2181能够旋转,清扫管模模边的物料。
74.优选地,在一些实施方式中,成型斗21还包括振动器,振动器设置在扣模斗的外211壁上,能够振动扣模斗211的外壁,能够加速管模喂料的进料速度,且能够使管模喂料均匀。具体地,在本实施方式中,振动器包括风动振动器219和气动振动器24、风动振动器219和气动振动器24均设置在扣模斗211的外壁上,能够振动扣模斗211的外壁,能够加速管模喂料的进料速度,且能够使管模喂料均匀。
75.具体地,在本实施方式中,风动振动器219能够振动扣模斗211,扣模斗211上还设有振动孔,气动振动器24通过振动孔能够伸到扣模斗211内,在使用时,气动振动器24能够伸到扣模斗211内振动钢筋笼,使其快速落料。
76.优选地,在一些实施方式中,扣模斗211还包括挡板2111、挡板2111设置在扣模斗211的两端,且能够阻挡刮料板221,通过挡板2111确保刮料板221能够在一定位置上移动,防止甩料。
77.优选地,在一些实施方式中,移动机架131上还设有第一防水架1313,第一防水架1313设置在第三驱动机构133的上方,从而能够使第三驱动机构133防水。
78.优选地,参考图13,在一些实施方式中,机架3上还设有电控箱37,电控箱37与第一驱动机构124、第二驱动机构125、第三驱动机构133、第四驱动机构34、第五驱动机构212、第六驱动机构214和第七驱动机构217电性连接,使设备能够通过电控箱37自动化喂料;机架3上还设有第二防水架38,第二防水架38设置在电控箱37的顶部。
79.优选地,在一些实施方式中,机架3上还安装有气罐5和第三防水架39,且第三防水架39位于气罐5的正上方,从而使气罐5能够防水,通过气罐5能够为第二驱动机构125和第七驱动机构217提供动力,且第三防水架39位于气罐5的正上方能够为气罐5挡水。
80.优选地,在一些实施方式中,喂料系统全自动成型斗模装置2安装在机架3时,喂料系统全自动成型斗模装置2位于移动式均匀布料喂料斗装置1的下方,通过移动式均匀布料喂料斗装置1进行喂料后,喂料系统全自动成型斗模装置2在移动式均匀布料喂料斗装置1下方用于管模成型。
81.工作原理:本实用新型管模自动喂料设备使用时,通过在料仓11内加入混凝土,通过料仓11的底部输送到搅拌装置12的搅拌筒121内,在搅拌筒121内通过搅拌组件122进行搅拌,搅拌过后,再在搅拌筒121底部的闸门126中落料,经过喂料系统全自动成型斗模装置2后落到管模10上,落到管模10上后,通过移动喂料系统全自动成型斗模装置2的扣模斗211使管模10上的混凝土固定成型即可。
82.实施案例二
83.参考图14,本实施例中提供了本实用新型的另一种管模自动喂料设备,本实施例与实施例一的不同之处在于:还包括路轨6,机架3安装在路轨6上,且机架3能够在路轨6上进行移动,使机架3上的移动式均匀布料喂料斗装置1和喂料系统全自动成型斗模装置2能够进行移动布料。
84.优选地,在一些实施方式中,机架3底部设有滑轮7,机架3通过滑轮7安装在路轨6上,且路轨6上设有齿条61,机架3上设有第八驱动机构8,第八驱动机构8连接有齿轮,齿轮
能够与齿条61啮合,第八驱动装置能够驱动齿轮在齿条61上转动,从而使第八驱动机构8能够驱动滑轮7在路轨6上移动,使机架3能够在路轨6上移动。具体地,在本实施方式中,第八驱动机构8为驱动电机。
85.优选地,在一些实施方式中,路轨6设有两条,两条路轨6之间设置管模放置座9,且管模放置座9设有多个,多个管模放置座9在路轨6长度方向上阵列设置,通过路轨6的长度方向上设置管模放置座9,使管模10能够沿着路轨6长度方向设置,使机架3上的移动式均匀布料喂料斗装置1和喂料系统全自动成型斗模装置2能够在管模10上布料。具体地,在本实施方式中,管模放置座9包括v型的固定板(未标示)和固定底座(未标示),v型的固定板安装在固定座上,管模10能够放置在v型的固定板上进行固定。
86.本实施例的移动式均匀布料喂料斗装置1、喂料系统全自动成型斗模装置2以及机架3均与实施例1中的相同,此处不再赘述。
87.本实用新型设置搅拌组件,搅拌轴组件会一直把中间的料往两侧导流,改善之前落料口两端落料少,中间落料多的情况出现,落料打散效果非常好,增加捣碎料钢筋,配合气缸快速开合,使落料快速打散,加速进笼,落料打散效果非常好,且增加料仓移动功能,实现均匀布料,料仓移动,使钢筋笼分区布料,避免落料过快造成钢筋笼表面堆料,影响管桩质量,均匀落料。
88.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1