一种磁环输送装置的制作方法
1.本实用新型涉及磁环加工技术领域,更具体地说,涉及一种磁环输送装置。
背景技术:
2.磁环是一块环状的导磁体。磁环是电子电路中常用的抗干扰元件,对于高频噪声有很好的抑制作用,一般使用铁氧体材料(mn-zn)制成。磁环在不同的频率下有不同的阻抗特性,一般在低频时阻抗很小,当信号频率升高磁环表现的阻抗急剧升高。
3.目前磁环加工过程中,磁环整脚、测试、打高压、点胶、焊锡、摆盘包装都是人工手动操作,每个功能每天产能约3000个/每人,这大大限制了磁环的加工效率,由于磁环构造特殊、不规则,很难定向输送,所以一直以来实现不了自动化。
技术实现要素:
4.1.要解决的技术问题
5.针对现有技术中存在的问题,本实用新型的目的在于提供一种磁环输送装置,其优点在于对磁环的针脚进行定向校正,使磁环输送过程中针脚能够保持一致,以便其能够使用自动化加工,降低人力投入。
6.2.技术方案
7.为解决上述问题,本实用新型采用如下的技术方案。
8.一种磁环输送装置,包括:
9.料槽底座,设置于所述磁环筛选振动盘出口处;
10.移料导轨,设置于所述料槽底座上,用于输送磁环;
11.定位磁铁,设置于所述移料导轨上,用于吸引所述磁环筛选振动盘出口处排出的磁环;
12.脚位校正机构,设置于所述料槽底座上并位于所述移料导轨的后端;
13.磁环定位机构,设置于所述料槽底座上并与所述移料导轨相接触,所述磁环定位机构位于脚位校正机构的中部,用于对校正后的磁环定位。
14.在其中一个实施例中,所述移料导轨的一侧设置有用于吹动反向的磁环旋转的校正吹气管,所述校正吹气管连接至外部供气设备。
15.在其中一个实施例中,所述移料导轨的另一侧设置有用于检测磁环位置的感应检测器,感应检测器与所述校正吹气管相对应。
16.在其中一个实施例中,所述移料导轨为直型轨道。
17.在其中一个实施例中,所述移料导轨为弧形轨道。
18.在其中一个实施例中,所述脚位校正机构包括两个通过固定轴转动设置于所述移料导轨上的转动板,两个所述转动板的一侧并且远离所述固定轴的一端均设置有可转动的校正转轴,两个所述校正转轴之间的最小距离小于磁环的直径,两个所述转动板的顶部还设置有两个连接柱,两个所述连接柱之前设置有拉簧。
19.在其中一个实施例中,所述磁环定位机构包括设置在两个所述转动板一侧的终点定位磁铁,所述终点定位磁铁与所述转动板不接触,所述终点定位磁铁与移料导轨对应设置。
20.在其中一个实施例中,所述移料导轨上并且位于定位磁铁的两侧分别设置有反料侧偏校正磁铁以及侧偏校正柱。
21.3.有益效果
22.相比于现有技术,本实用新型的优点在于:
23.(1)本方案,首先磁环经过磁环筛选振动盘出口进入到移料导轨上,磁环被定位磁铁吸附住,感应检测器检测到信号,经过反馈给外部控制器,控制机械手向下自动插入磁环中孔,如果感应检测器检测到磁环针脚是反向的,经过校正吹气管吹气就会使磁环旋转,使针脚吹正(正确状态是磁环针脚向振动盘方向);
24.(2)在磁环经过校正吹气管校正或者磁铁与校正杆后,磁环针脚已经朝向振动盘方向,因此在经过校正转轴时,磁环挤压校正转轴,此时转动板会发生摆动,使磁环能够正常穿过校正转轴,在磁环穿过后,拉簧通过连接柱将两个转动板拉紧,此时两个校正转轴相互靠近并挤压磁环针脚,进一步对磁环针脚的位置进行拨正,使后续每个经过的磁环针脚方向均保持一致;
25.(3)在磁环经过校正转轴校正后会输送到终点定位磁铁上,此时在终点定位磁铁的吸附下,使磁环的位置固定住,不易出现偏移,便于后续使用自动设备进行输送或加工。
附图说明
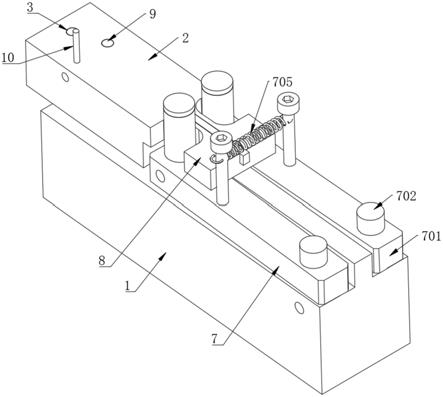
26.图1为本实用新型中其中一种实施例的结构示意图;
27.图2为本实用新型中另外一种实施例的结构示意图;
28.图3为本实用新型中再另外一种实施例的结构示意图;
29.图4为本实用新型的图3中的侧视图;
30.图5为本实用新型中实施例6的结构示意图。
31.图中标号说明:
32.1、料槽底座;2、移料导轨;3、定位磁铁;4、感应检测器;5、校正吹气管;7、脚位校正机构;701、转动板;702、固定轴;703、校正转轴;704、连接柱;705、拉簧;8、磁环定位机构;801、终点定位磁铁;9、反料侧偏校正磁铁;10、侧偏校正柱。
具体实施方式
33.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.请参阅图1-2,本实用新型实施例中,一种磁环输送装置,应用于磁环筛选振动盘出口,该输送装置包括:
35.参阅图1-2,料槽底座1,设置于磁环筛选振动盘出口处,使磁环筛选振动盘出口掉落的磁环能够掉落到移料导轨2上;
36.参阅图1-2,移料导轨2,设置于料槽底座1上,用于输送磁环;
37.参阅图1-2,定位磁铁3,设置于移料导轨2上,用于吸引磁环筛选振动盘出口处掉落的磁环;
38.参阅图1-2,脚位校正机构7,设置于料槽底座1上并位于移料导轨2的后端;
39.参阅图1-2,脚位校正机构7包括两个通过固定轴702转动设置于移料导轨2上的转动板701,两个所述转动板701的一侧并且远离所述固定轴702的一端均设置有可转动的校正转轴703,校正转轴703可通过在转动板701内部增加弹簧,将两个校正转轴703向其相对的方向挤压,两个校正转轴703之间的最小距离小于磁环的直径,两个转动板701的顶部还设置有两个连接柱704,两个连接柱704之前设置有拉簧705,在磁环经过校正吹气管5校正后,磁环针脚已经朝向振动盘方向,因此在经过校正转轴703时,磁环挤压校正转轴703,此时转动板701会发生摆动,使磁环能够正常穿过校正转轴703,在磁环穿过后,拉簧705通过连接柱704将两个转动板701拉紧,此时两个校正转轴703相互靠近并挤压磁环针脚,进一步对磁环针脚的位置进行拨正,使后续每个经过的磁环针脚方向均保持一致,便于后续使用自动化设备进行加工。
40.参阅图1-2,磁环定位机构8,设置于料槽底座1上并与移料导轨2相接触,磁环定位机构8设置于脚位校正机构7的中部,用于对校正后的磁环定位。
41.实施例1:
42.参阅图2,所述移料导轨2的一侧设置有用于吹动反向的磁环旋转的校正吹气管5,所述校正吹气管5连接至外部供气设备。
43.所述移料导轨2的另一侧设置有用于检测磁环位置的感应检测器4,感应检测器4与所述校正吹气管5相对应。
44.进一步的,所述移料导轨2为直型轨道。
45.进一步的,与该装置适配的还包括一机械手以及经气缸或电机组建的另一机械手,由于是公知技术故图中未示出,在磁环被定位磁铁3吸附住时,感应检测器4检测到信号,经过反馈给外部控制器,控制机械手向下自动插入磁环中孔,经气缸或电机组建的另一机械手会推动插入到磁环中孔的机械手移动,从而使磁环能够向后端输送。
46.进一步的,如果感应检测器4检测到磁环针脚是反向的,经过校正吹气管5吹气就会使磁环旋转,使针脚吹正。
47.实施例2:
48.参阅图1,所述移料导轨2上并且位于定位磁铁3的两侧分别设置有反料侧偏校正磁铁9以及侧偏校正柱10。
49.进一步的,所述移料导轨2为直型轨道。
50.具体的,设置有与校正吹气管5功能相同的反料侧偏校正磁铁9,反料侧偏校正磁铁9嵌设于移料轨道2上磁环加工路径的一侧,且移料轨道2上磁环加工路径的另一侧对应反料侧偏校正磁铁9固定安装有侧偏校正柱10,定位磁铁位于磁环加工路径上,反料侧偏校正磁铁9在反向磁环前移过程中吸住磁环侧边,使反向磁环产生旋转,回正方向;定位磁铁能吸住振动盘出来的磁环,并且对磁环进行定位;侧偏校正柱10可以通过阻挡磁环针脚,使侧偏磁环回正方向,从而使针脚摆正。
51.实施例3:
52.参阅图2,所述磁环定位机构8包括设置在两个所述转动板701一侧的终点定位磁铁801,所述终点定位磁铁801与所述转动板701不接触,所述终点定位磁铁801与移料导轨2对应设置;
53.具体的,在磁环经过校正转轴703校正后会输送到终点定位磁铁801上,此时在终点定位磁铁801的吸附下,使磁环的位置固定住,不易出现偏移,便于后续使用自动设备进行输送或加工。
54.进一步的,磁环定位机构8还包括一固定安装在料槽底座1上的基座,基座上开设有用于容纳终点定位磁铁801的凹槽,磁环定位机构8、基座以及凹槽均为长条形,终点定位磁铁801朝向移料轨道2延伸并可以与移料轨道2接触。
55.实施例4:
56.参阅图1,本实施例相较于实施例3的不同之处在于,基座与移料轨道2一体式设置,终点定位磁铁801设置于基座上,其一端延伸出基座,另一端延伸入移料轨道2内部,结构简单,形成更短。
57.实施例5:
58.参阅图3-4,本技术相较于实施例1-2的不同之处在于,所述移料导轨2为弧形轨道。
59.进一步的,移料轨道2为向上弯曲并沿竖直方向向上延伸的弧形状,定位磁铁3、侧偏校正柱10以及反料侧偏校正磁铁9设置于其起始端,两个校正转轴设置于移料轨道2的尾端,校正转轴与实施例1中所示,具有弹性复位的效果。
60.实施例6:
61.参阅图5,在实施例1的基础上,也可将实施例2之中的反料侧偏校正磁铁9以及侧偏校正柱10结合至实施例1之中的移料导轨2上,用于对磁环的调整,当磁环针脚相反时,通过校正吹气管5、侧偏校正柱10以及反料侧偏校正磁铁9即可使磁环偏转,将磁环针脚摆正。
62.本实用新型的工作原理是:首先磁环经过磁环筛选振动盘出口进入到移料导轨2上,磁环被定位磁铁3吸附住,感应检测器4检测到信号,经过反馈给外部控制器,控制机械手向下自动插入磁环中孔,如果感应检测器4检测到磁环针脚是反向的,经过校正吹气管5吹气就会使磁环旋转,使针脚吹正(正确状态是磁环针脚向振动盘方向);
63.在磁环经过校正吹气管5校正后,磁环针脚已经朝向振动盘方向,因此在经过校正转轴703时,磁环挤压校正转轴703,此时转动板701会发生摆动,使磁环能够正常穿过校正转轴703,在磁环穿过后,拉簧705通过连接柱704将两个转动板701拉紧,此时两个校正转轴703相互靠近并挤压磁环针脚,进一步对磁环针脚的位置进行拨正,使后续每个经过的磁环针脚方向均保持一致;
64.在磁环经过校正转轴703校正后会输送到终点定位磁铁801上,此时在终点定位磁铁801的吸附下,使磁环的位置固定住,不易出现偏移,便于后续使用自动设备进行输送或加工。
65.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1