一种高密度纤维板生产用备料仓及其备料系统的制作方法
1.本实用新型涉及备料设备技术领域,特别涉及一种高密度纤维板生产用备料仓及其备料系统。
背景技术:
2.高密度纤维板是以木质纤维或其他植物纤维为原料,添加脲醛脂或其它合成树脂在加热加压的条件下压制成的一种板材。高密度纤维板生产制造过程主要包括备料、水洗、蒸煮、热磨、施胶、干燥、纤维风选、铺装、预压、连续热压、砂光、裁切,最后入库。其中,备料工序中,先将木材原料进行剥皮处理,再通过运输机输送至削皮机,再经由运输设备送入料仓储存。料仓一般为金属结构或者混凝土结构,其外形通常为长方形或者圆柱形,木质原料从料仓顶部输入,从料仓底部排出。
3.在木质原料落入料仓过程中,容易在投入点的下方发生木质原料堆积过高的情况,不利于木质原料的储存,木质原料分布不均,不利于木质原料的排出,不能较好的控制其排出的原料量,影响生产效率。
技术实现要素:
4.针对现有的技术问题,本实用新型的目的在于提供一种高密度纤维板生产用备料仓及其备料系统,以解决上述问题,其利于木质原料的储存,能够实现木质原料的有序出料,能够较好的结合到生产线使用,提高生产效益。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:
6.一种高密度纤维板生产用备料仓结构,包括有料仓、设于所述料仓顶部的第一皮带运输机、下料机构、设于所述料仓内部的推料机构以及设于所述料仓底部的第二皮带运输机,所述料仓的顶部具有下料口,所述料仓位于所述下料口的上方设有下料通道,所述下料机构设于所述下料通道上,所述第一皮带运输机通过第一行走机构活动设于所述下料口内,且所述第一皮带运输机正对于所述下料通道的下方;
7.所述推料机构能够在所述料仓内移动,用以均匀分布从所述下料机构落下的木质原料;所述料仓的仓底对应所述推料机构设有出料口,所述第二皮带运输机设于所述出料口的下方,所述推料机构将木质原料推出所述出料口,以使得木质原料落入所述第二皮带运输机,用以运输木质原料。
8.作为优选,所述下料机构包括有纵向设置的拉木机、设于所述拉木机上方的软材输送带和硬材输送带,所述拉木机向上倾斜设置,其较高的一端架设在所述下料通道的上方,所述软材输送带和硬材输送带均设于所述拉木机较低的一端。
9.作为优选,所述第一行走机构包括行走机架、多组行走轮以及驱动所述行走轮行走的第一行走驱动件,多组所述行走轮间隔的设于所述行走机架底部,所述第一皮带运输机设于所述行走机架上,所述行走驱动件设于所述行走机架的端部。
10.作为优选,所述第一皮带运输机采用正反转皮带输送机。
11.作为优选,所述推料机构包括水平式螺旋输送机以及设于所述水平式螺旋输送机两端的第二行走机构,所述水平式螺旋输送机设于所述料仓的底面上,在所述第二行走机构的驱动下能够沿着所述料仓的长度方向前后活动。
12.作为优选,所述第二行走机构包括有一对移动轨道、对应所述水平式螺旋输送机的两端设置的一对移动支架以及设于所述移动支架底部的移动轮、配置在所述移动轮上的移动驱动件,一对所述移动轨道沿着所述料仓的长度方向铺设,所述移动轮连接在移动轨道内,所述移动驱动件连接在所述移动支架上。
13.作为优选,所述料仓的一侧对应所述移动轨道的下方设有出料通道,所述出料通道连通所述出料口,所述第一皮带运输机设于所述出料通道内。
14.作为优选,所述料仓的底部由混凝土浇筑而成的混凝土结构,所述料仓的顶部由钢架结构搭建而成,所述钢架结构搭建在所述混凝土结构上。
15.一种高密度纤维板生产用备料系统,包括有软材料仓和硬材料仓,所述软材料仓和所述硬材料仓均采用上述任意一项所述的备料仓,所述软材料仓的下料通道与所述硬材料仓的下料通道之间通过第三皮带运输机连接,所述软材料仓的下料通道的侧方开设有排料口,且所述第三皮带运输机设于所述排料口下方且位于所述第一皮带运输机的上方,所述软材料仓的下料通道与所述排料口对应的侧壁上设有可转动的连接板,通过所述连接板连通所述第三皮带运输机与所述下料机构,以使所述下料机构上的木质原料落入所述第三皮带运输机。
16.作为优选,所述硬材料仓内设有两组推料机构,两组所述推料机构呈直线式设置,所述硬材料仓位于两组所述推料机构的连接处上方设有三角形的挡料结构,所述挡料结构沿着所述硬材料仓的长度方向设置,所述硬材料仓的出料口位于所述挡料结构的下方,所述硬材料仓的出料通道设于所述挡料结构的下方。
17.综上所述,本实用新型具有以下有益效果:
18.利用下料通道以及下料机构在第一行走机构驱动下,第一皮带运输机能够在料仓的下料口内前后移动,随着第一皮带运输机的转动,使皮带上的木质原料能够均匀的落入料仓中,从而避免了木质原料堆积过高的情况;木质原料堆积在推料机构上,随着推料机构沿着料仓的长度方向的前后移动可以均分分布落下的木质原料,能够均匀的将木质原料分布在料仓内,利于木质原料的储存,避免能够木质原料木片之间堆叠搭桥的现象;推料机构的作用还在于实现了料仓内的木质原料的出料,经过控制系统的调节,利用水平式螺旋运输机将木质原料推出出料口,进而落入第二皮带运输机,实现出料的目的。
19.整体上,通过下料通道、下料机构、第一皮带运输机、第一行走机构、推料机构以及控制系统的配合,实现了木质原料均匀落入料仓实现存放的目的,提高木质原料存放的安全性,利于出料;配合推料机构、出料通道、第二皮带运输机以及控制系统的调节,实现木质原料的有序出料,能够较好的结合到生产线使用,提高生产效益。
附图说明
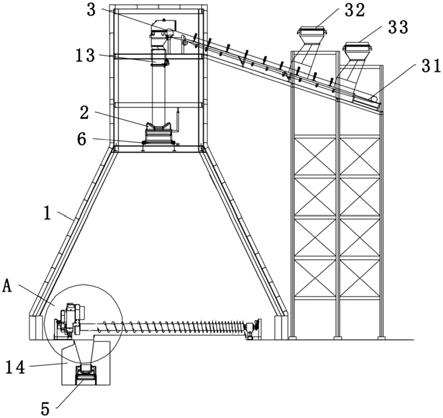
20.图1为本实用新型备料仓的结构示意图;
21.图2为图1中a区域的放大示意图;
22.图3为本实用新型备料仓的侧视图;
23.图4为图3中b区域的放大示意图;
24.图5为本实用新型备料系统的侧视图。
25.图6为本实用新型软材料仓下料通道的结构示意图;
26.图7为本实用新型硬材料仓的前视图。
27.附图标记:1、料仓;11、下料口;12、出料口;13、下料通道;14、出料通道;2、第一皮带运输机;3、下料机构;31、拉木机;32、软材输送带;33、硬材输送带;4、推料机构;41、水平式螺旋输送机;42、第二行走机构;421、移动轨道;422、移动支架;423、移动轮;424、移动驱动件;5、第二皮带运输机;6、第一行走机构;61、行走机架;62、行走轮;63、行走驱动件;7、软材料仓;71、连接板;8、硬材料仓;81、挡料结构;9、第三皮带运输机。
具体实施方式
28.以下结合附图对本实用新型作进一步详细说明。
29.如图1-图4所示,本技术的一种典型的实施例一,提供了一种高密度纤维板生产用备料仓 1结构,包括有料仓1、第一皮带运输机2、下料机构3、推料机构4以及第二皮带运输机5,第一皮带运输机2、下料机构3、推料机构4以及第二皮带运输机5均通过控制系统进行调节。料仓1为截面为等腰梯形的长方体,其内部用于存放木质原料,料仓1的仓体采用钢架结构搭接而成,料仓1的底部采用混凝土浇筑而成的混凝土结构,钢架结构固定在混凝土结构上,钢架结构的竖直截面为等腰梯形。料仓1位于其顶部沿其长度方向开设有下料口11,下料口11沿其长度方向的中部向上延伸设有下料通道13,料仓1的仓底开设有出料口12,木质原料通过下料口11落入料仓1,从出料口12排出。第一皮带运输机2设置在料仓1的下料口11内,用于输入原料,第二皮带运输机5设于出料口12下方,用于输出原料。
30.下料机构3设于下料通道13的上方,下料机构3用于将外部的木质原料输送至下料通道13,进而通过下料口11落入料仓1。具体的,下料机构3包括有拉木机31、软材输送机和硬材输送机,拉木机31通过钢架向上倾斜设置在料仓1外部,其较高的一端架设在下料通道13的上方,拉木机31的长度方向垂直于料仓1长度方向。软材输送带32和硬材输送带33均通过钢架分别设于拉木机31上方,软材输送带32和硬材输送带33均设置在拉木机31较低的一端,软材输送带 32和硬材输送带33均采用皮带运输机,软材输送带32和硬材输送带33的长度方向均与料仓1 的长度方向平行设置。在拉木机31上设置不同的输送带配合料仓1、控制系统,可以用于存放不同种类的材料。拉木机31上的木质原料经过下料通道13、下料口11落入第一皮带运输机2 构,经由第一皮带运输机2构将木质原料均匀分布在料仓1内。
31.具体的,第一皮带运输机2通过第一行走机构6设置在料仓1的下料口11,第一皮带运输机 2的整体长度为下料口11长度的一半,以保证第一皮带运输机2的皮带面对准下料通道13。第一行走机构6能够驱动第一皮带运输机2在料仓1的下料口11内活动。第一行走机构6包括有行走机架61、多组行走轮62以及第一行走驱动件63,行走机架61采用钢架结构,行走机架61为长方形的框架结构,第一皮带运输机2安装在行走机架61上,多组行走轮62间隔的设置在行走机架61的底部,第一行走驱动件63安装在行走机架61的端部,第一行走驱动件63采用步进电机和皮带传动结构,用以驱动行走轮62行走。当下料机构3下放木质原料落入第一皮带运输机 2上,再由第一皮带运输机2在下料口11的前后移动,使得木质原料均匀落入料仓1。其中,第一皮带运输机2采用正反转皮带运输机,利于均匀落料,具有较好的
灵活性。
32.推料机构4设置在料仓1的仓底,料仓1的出料口12对应开设推料机构4的端部开设,推料机构4能够在料仓1内移动,用以均匀分布从第一皮带运输机2落下的木质原料,也能够用以将料仓1内的木质员推出其出料口12,实现出料。具体而言,推料机构4包括水平式螺旋输送机 41以及第二行走机构42,第二行走机构42设于水平式螺旋输送机41的两端,水平式螺旋输送机41设于料仓1的底面上,在第二行走机构42的驱动下能够沿着料仓1的长度方向前后活动。其中,水平式螺旋输送机41由表面具有螺纹的螺旋轴和驱动电机组成,螺旋轴的一端与驱动电机的输出端连接,其另一端连接有轴座。第二行走机构42包括一对移动轨道421、一对移动支架422、移动轮423以及移动驱动件424,一对移动轨道421沿着料仓1的长度方向铺设,一对移动支架422分别对应水平式螺旋输送机41的两端设置,移动轮423设于移动支架422底部,移动轮423在移动轨道421内活动,移动驱动件424连接在移动支架422上,移动驱动件424的输出端与移动轮423连接。移动驱动件424采用步进电机,其配合皮带传动与移动轮423连接。
33.通过水平式螺旋输送机41配合第二行走机构42,木质原料堆积在水平式螺旋输送机41上,随着水平式螺旋输送机41的转动以及沿着料仓1的长度方向的前后移动下,可以均分分布落下的木质原料,能够均匀的将木质原料分布在料仓1内,利于木质原料的储存,避免能够木质原料木片之间堆叠搭桥的现象。此外,推料机构4的作用还在于实现了料仓1内的木质原料的出料,经过控制系统的调节,利用水平式螺旋运输机将木质原料推出出料口12,实现出料的目的。
34.其中,料仓1的一侧对应移动轨道421的下方设有出料通道14,出料通道14形成于混凝土结构内部,出料通道14的两端分别连通外部,出料通道14长度方向与料仓1的长度方向相同,出料通道14连通料仓1的出料口12。第二皮带运输机5设在出料通道14内,用以输送从出料口 12出来的木质原料。
35.需要说明的是,本实施例中涉及到的控制系统为现有技术,可以是plc可编程式控制系统,其与各个机器的连接方法以及控制方法均为现有技术,在此不赘述。
36.如图5-图7所示,本技术的一种典型的实施例二,提供了一种高密度纤维板生产用备料系统,其主要能够用于按照生产要求同时输送不同种类的原料,以满足生产需求。具体而言,备料系统包括有软材料仓71和硬材料仓81,软材料仓71和硬材料仓81均采用实施例一所述的备料仓1结构,软材料仓71的下料通道13与硬材料仓81的下料通道13之间通过第三皮带运输机 9连接,软材料仓71的下料通道13的侧方开设有排料口,第三皮带运输机9设于排料口下方且位于第一皮带运输机2的上方。通过控制系统的调节,根据生产要求控制软材料仓71和硬材料仓81的出料量,较好的结合的生产线,提高生产效率。
37.为了实现软材原料和硬材原料的入仓存放,软材料仓71的下料通道13与其排料口位置对应的侧壁上设有可转动的连接板71,连接板71与软材料仓71的下料通道13侧壁铰接,通过放下连接板71,能够连通第三皮带运输机9与下料机构3,以使下料机构3上的木质原料落入第三皮带输送机,进而输送到硬材料仓81。当连接板71收叠在软材料仓71的下料通道13内时,木质原料直接落入软材料仓71内的第一皮带运输机2上,以使木质原料输送到软材料仓71中。其中连接板71配置有驱动电机,通过驱动电机配合控制系统来控制连接板71的活动。
38.在一种优选的实施例中,硬材料仓81内设有推料机构4,两组推料机构4呈直线式设置,硬材料仓81位于两组推料机构4的连接处上方设有三角形的挡料结构81,挡料结构81采用钢板和钢架焊接而成,挡料结构81具有直角部,其直角部朝上设置。挡料结构81沿着硬材料仓81 的长度方向设置,挡料结构81正对于硬材料仓81的下料口11。硬材料仓81的出料口12开设在两组推料机构4之间,出料口12位于挡料结构81的下方,为了便于输出仓内原料,硬材料仓81 的出料通道14设于挡料结构81的下方,其出料通道14连通出料口12。
39.整体上,通过下料通道13、下料机构3、第一皮带运输机2、第一行走机构6、推料机构4 以及控制系统的配合,实现了木质原料均匀落入料仓1实现存放的目的,提高木质原料存放的安全性,利于出料;配合推料机构4、出料通道14、第二皮带运输机5以及控制系统的调节,实现木质原料的有序出料。结合软材料仓71和硬材料仓81,能够较好的结合到生产线使用,提高生产效益。
40.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1