一种地砖生产搬运线的制作方法
1.本实用新型涉及地砖生产设备领域,具体涉及一种地砖生产搬运线。
背景技术:
2.在地砖生产中,需要对制备流程中的地砖进行搬运,目前通常采用人工搬运作业,导致人工成本高、劳动强度高、生产效率低下,同时极易发生因操作不当而导致的地砖成品破损,进一步增加了生产成本。现有的一些机械化搬运设备,结构复杂操作复杂,有一定的学习成本,同时也不能保证运输过程中地砖成品的安全性。
技术实现要素:
3.本实用新型针对上述背景技术中的问题,提出一种地砖生产搬运线,不需要人工搬运,降低操作者劳动强度,提高了生产效率,保证成品率。
4.一种地砖生产搬运线,包括地砖成型机和托架输送线;
5.所述生产搬运线还包括制品抓取臂、托板抓取臂、托架和托板,所述托架设置在托架输送线上,所述托板设置在托架上,所述地砖成型机设置在托架输送架的一侧,并与制品抓取臂和托板抓取臂连接,通过托板抓取臂将托板抓取搬运到地砖成型机的制品架上,地砖成型机压制成型地砖后,将地砖制品脱落在制品架的托板上,制品抓取臂将托板和制品一起抓起搬运至托架上。
6.进一步地,当托架上的制品放满时,托架输送线工作,将装有地砖制品的托架送出地砖成型机面前的工位,同时将空托架送入工位。
7.进一步地,所述制品抓取臂和托板抓取臂结构一致,包括安装架、抓取臂旋转机、抓盘升降机、抓盘旋转机、抓盘和抓盘抓取动作气缸,所述抓取臂旋转机一端与安装架连接,一端安装有抓盘升降机,所述抓盘通过抓盘旋转机安装在抓盘升降机的底部,所述抓盘抓取动作气缸安装在抓盘上,控制抓盘的勾爪进行动作。
8.进一步地,所述制品抓取臂和托板抓取臂通过信号线与托架输送线连接,给出信号给托架输送线以控制其工作状态。
9.进一步地,所述托架输送线包括进料区域和出料区域。
10.进一步地,当托架输送线上的托架到出料区域时,装有地砖制品的托架通过液压叉车搬出托架输送线。
11.进一步地,当托架输送线上的进料区域空出时,将装有空托板的托架通过液压叉车搬进托架输送线。
12.进一步地,生产搬运线的工作逻辑用plc控制,每个动作衔接使用控制点,给出相应的动作信号。
13.本实用新型达到的有益效果为:(1)不需要人工搬运,降低操作者劳动强度,提高了生产效率。(2)降低制品在人工搬运过程中的破损率。(3)减少操作者,降低人工成本,只需要一人即可操作。(4) 操作工艺流程简单,学习成本低。
附图说明
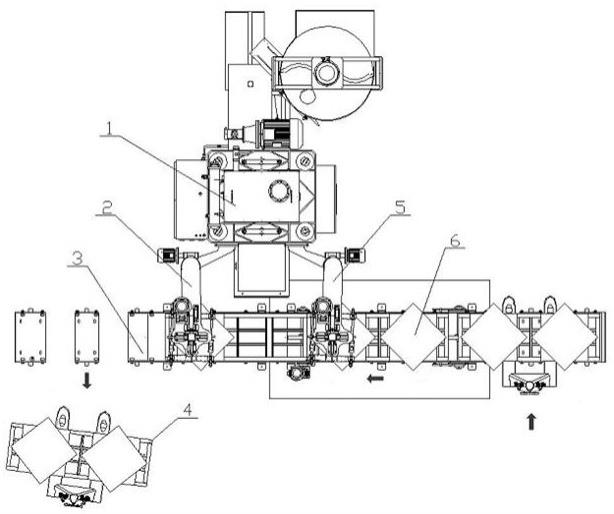
14.图1为本实用新型实施例中所述地砖生产搬运线的结构示意图。
15.图2为本实用新型实施例中所述地砖生产搬运线的立体示意图。
16.图3为本实用新型实施例中所述地砖生产搬运线的正视示意图。
17.图4为本实用新型实施例中所述制品抓取臂的结构示意图。
18.图中,1-地砖成型机,2-制品抓取臂,3-托架输送线,4-托架, 5-托板抓取臂,6-托板,201-安装架,202-抓取臂旋转机,203-抓盘升降机,204-抓盘旋转机,205-抓盘,206-抓盘抓取动作气缸。
具体实施方式
19.下面结合说明书附图对本实用新型的技术方案做进一步的详细说明。
20.一种地砖生产搬运线,参照图1,包括地砖成型机1、托架输送线3、制品抓取臂2、托板抓取臂5、托架4和托板6,托架4设置在托架输送线3上,托板6设置在托架4上,地砖成型机1设置在托架输送架3的一侧,并与制品抓取臂2和托板抓取臂5连接,通过托板抓取臂5将托板6抓取搬运到地砖成型机1的制品架上,地砖成型机 1压制成型地砖后,将地砖制品脱落在制品架的托板6上,制品抓取臂2将托板6和制品一起抓起搬运至托架4上。
21.地砖成型机1采用型号为zcw-v 500的缸径瓦机,采用液压柱塞缸原理,对于地砖的成型压力在196~235吨之间。
22.制品抓取臂和托板抓取臂的结构一致,参考图4,包括安装架201、抓取臂旋转机202、抓盘升降机203、抓盘旋转机204、抓盘205和抓盘抓取动作气缸206,安装架201与地砖成型机连接,抓取臂旋转机202一端与安装架201连接,一端安装有抓盘升降机203,抓盘205 通过抓盘旋转机204安装在抓盘升降机203的底部,抓盘抓取动作气缸206安装在抓盘205上,控制抓盘205的勾爪进行动作。
23.当托架4上的制品放满时,托架输送线3工作,将装有地砖制品的托架4送出地砖成型机1面前的工位,同时将空托架4送入工位。
24.制品抓取臂2和托板抓取臂5每次只抓取一件装有制品或空的托板,制品抓取臂2和托板抓取臂5具备四周旋转和上下升降动作,通过旋转角度实现抓取和摆放。抓取臂旋转机202负责抓取臂整体的旋转动作,实现抓取臂能够到达不同的工作位置。抓盘升降机203负责抓盘205的升降动作,实现抓盘205在不同工作位置的提升和下降。抓盘旋转机204负责抓盘205的旋转动作,实现抓盘205能够抓取不同角度的工件。抓盘抓取动作气缸206负责抓盘205的抓取和释放动作。制品抓取臂2和托板抓取臂5配合地砖成型机1和托架输送线3 进行逻辑连锁动作,来实现整套地砖生产线的自动生产工作。
25.当托架4上的制品放满时,托架输送线3就会工作,将装满制品的托架4送出工位,将空托架4送入工位。同时空托板6也输送到抓取工位。抓取臂会给出信号给托架输送线3,托架输送线3开始工作。
26.当托架输送线3上托架4到出料区域时,操作者将装满制品的托架4用液压叉车搬出托架输送线3。进一步地,输送线上会给出控制限号提示操作者将托架4移出输送线。
27.当托架输送线3上的进料区域空出时,操作者将装满空托板6的托架4用液压叉车搬进托架输送线3。进一步地,输送线上会给出控制限号提示操作者将托架4搬进输送线。
28.此套生产搬运线的工作逻辑用plc控制,每个动作衔接都用控制点,给出相应的动作信号,方便操作者操作和观察。
29.此套输送线适用于地砖生产,地砖的规格在400x400、450x450、 500x500、600x600。托架输送线3用于输送制品托架4,托板6输送工位满足抓取臂工作要求。地砖成型机1用于成型不同规格的地砖,采用液压成型方式,压力大、成型效果好。
30.参照图2和图3,当制品托架4上的制品放满时,托架输送线3 就会工作,将装满制品的制品托架4送出工位,将空的制品托架4送入工位。同时空托板6也输送到抓取工位。抓取臂会给出信号给托架输送线3,托架输送线开始工作。
31.当托架输送线3上制品托架4到出输送线区域时,操作者将装满制品的制品托架4用液压叉车搬出托架输送线3。托架输送线3上会给出控制限号提示操作者将托架移出托架输送线3。
32.当托架输送线3上进输送线区域空出时,操作者将装满空托盘6 的制品托架4用液压叉车搬进托架输送线3。
33.以上所述仅为本实用新型的较佳实施方式,本实用新型的保护范围并不以上述实施方式为限,但凡本领域普通技术人员根据本实用新型所揭示内容所作的等效修饰或变化,皆应纳入权利要求书中记载的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1