用于生产包装单元的包装设备的制作方法
1.本实用新型涉及一种用于生产包装单元的包装设备。
背景技术:
2.存在用于对例如饮料容器的物品的处理、组合、分组和包装的不同的包装类型,例如将物品或者容器整合成可携带的、相对容易掌控的包装单元或者合装件单元。以此,例如饮料容易通常借助于收缩膜整合与包装成四个、六个或者更多容器的合装件。生产合装件通常是必然的,因为它是pet塑料材质的饮料容器或者瓶子的销售单元的最常见的变型。为了运输,将合装件部分地再次整合和/或成层组合与码垛。
3.在生产已知的合装件类型时,专门的生产步骤是必需的,以便能够对通常使用的收缩膜进行加工。这些生产步骤必需的是相对高的能量投入。此外,所应用的膜造成了用于生产方面、供应方面、操作方面和之后的清除方面的成本,因为它在销售之后不再被需要。用于供应所谓膜包装模块和提供其它操作站的机器装备同样造成高投资成本。最后,提供所谓收缩通道同样必需相对高的资本投入,其中围绕合装件而包上的膜借助于施加热空气而围绕容器收缩。
4.基本能够免于使用收缩膜的变型是所谓的捆扎合装件。在此,借助于所谓的捆扎带将容器整合并且相互连接为合装件。在连续地或者周期式工作的捆扎机中,将容器、物品或者瓶子分组为编队,并且随后借助捆扎组合机构,以一个带子或者多个带子进行捆扎。典型的编队可以是例如1x 2布置结构 (两个容器成一排)、2x 2布置结构(四个容器成正方形或菱形编队)、3x 2布置结构、4x 3排布或者基本同样可变的n x m布置结构。
技术实现要素:
5.本实用新型的任务在于,借助由纸或者纸板构成的外包装来生产包装单元,其中优选地能够完全免去含塑料的连接物。
6.上述任务通过包装设备解决。
7.本实用新型涉及一种用于生产包装单元的包装设备。包装单元包括由至少两个物品构成的物品组合,通过至少一个外包装整合所述至少两个物品。尤其通过所述外包装将所述物品机械地集合在一起。
8.所述外包装优选由外包装材料构成,所述外包装材料至少部分地由纸材料或者纸板材料构成并且至少部分地包裹物品组合。所述外包装材料优选为不包含塑料组分的纯纸材料或者纯纸板材料,借此能够以特别环保的方式生产包装单元。
9.而包装设备同样能够用于处理由具有塑料组分的塑料、复合材料或者其它材料构成的外包装材料,以便例如处理具有塑料涂层的纸材料或者纸板材料、纸—塑料复合材料或者类似材料。
10.根据优选的实施方案规定,所述外包装涉及捆扎带,优选地涉及纸质束带或者由柔韧的、例如薄的纸板材料构成的束带。
11.所述物品例如涉及或者优选地涉及饮料容器,尤其涉及由pet或者其它合适塑料制成的瓶子,以及涉及由塑料和/或铝或类似材料制成的罐子。
12.而包装设备也适于将其它合适的物品作为包装单元或者合装件整合在相应的外包装中。至少两个相同构造的物品优选在分隔模块或者类似模块中组合作为物品组,并且借助外包装整合为销售单元或者包装单元。通过组合不同构造的物品,能够产生所谓的混合合装件。
13.所述包装设备包括用于在物品组合上施加外包装材料的应用装置,此外还包括用于在外包装材料的至少两个相互至少部分重叠的层之间构造接合连接的超声波接合设备。
14.所述超声波接合设备包括至少一个砧座工具(ambosswerkzeug)和一个超声波发生器,其中,所述砧座工具构造用于,至少部分地引入和设置在物品组合的至少两个由外包装材料部分包裹的物品之间,以及其中,为了构造与外包装材料的至少两个至少部分重叠的层的接合连接,所述超声波发生器构造用于和至少一个至少部分地设置在物品之间的砧座工具共同作用。
15.特别优选的是,所述包装单元包括至少两个饮料容器、尤其是优选由至少一个纯纸材料构造的捆扎物整合的瓶子或者罐子。通过构造为捆扎装置或者捆扎模块的应用装置,将所述捆扎带施加在物品组合上,所述物品组合在分隔模块或者类似模块中提前以期望的方式组合。
16.在此,优选地借助合适的张紧装置,捆扎物在张紧作用下围绕物品的指向向外的外表面张紧。在此,尤其是在从边侧配属给物品组合的两个相邻接的物品的接触区域的区域中,捆扎物的自由的末端彼此至少部分重叠地布置。随后,捆扎带的相互重叠的自由的末端区域相互固定,其中,保持捆扎带的提前产生的预张紧。因此通过外包装实现物品的机械的集合。
17.捆扎带的重叠的自由的末端区域尤其在接合连接的构造下相互固定,其中,为此应用超声波焊法、尤其是超声波摩擦焊法。
18.为了构造接合连接,将超声波接合设备的砧座工具引入所述以外包装材料部分包裹的物品组合的至少两个物品之间,并且相邻于外包装材料的至少部分重叠的层设置。
19.此外,超声波接合设备的超声波发生器相邻于外包装材料的至少部分重叠的层设置,并且重叠的层通过超声波焊、尤其通过超声波摩擦焊而相互连接。
20.根据本实用新型的优选的实施方案,超声波接合设备的砧座工具构造为能够在高度上调节。所述砧座工具首先在某一区域中至少部分地置入或者插入两个相邻接的物品之间,其中,所述区域在外包装材料的位置的上方或者下方构成和/或设置,尤其是,所述区域在外包装材料的至少部分重叠的层的位置的上方或者下方构成和/或设置。
21.根据优选的实施方案,砧座工具首先引入捆扎带的相互重叠的自由的末端区域的位置的上方或者下方的区域中,和/或能够在那里设置或被设置。
22.随后,砧座工具通过向下或者向上移动而布置在物品和外包装材料之间、例如布置在物品和捆扎带之间,其中,砧座工具的参与接合过程的面朝向外包装材料的方向定向,并且尤其配属于外包装材料的至少部分重叠的层、例如配属于捆扎带的相互重叠的自由的末端区域。
23.此外可规定,砧座工具的至少一个轮廓适配于两个物品的至少一个物品的至少一
个轮廓,所述砧座工具能够引入和设置在所述物品之间。
24.砧座工具的第一轮廓优选配属于物品组合的第一物品,并且砧座工具的第二轮廓优选配属于物品组合的第二物品。
25.为了构造接合连接,砧座工具尤其至少部分地设置在物品组合的第一物品和第二物品之间。
26.所述至少一个适配地构造的轮廓因此构造于砧座工具的不参与构造接合连接的区域中。构造所述轮廓的形状,使得砧座工具能够以有利的方式至少部分地在物品组合的两个物品之间定位,以便在外包装材料的自由的末端区域之间相应地构造接合连接。
27.如果所述物品具有例如圆柱形的基础形状,那么规定,配属给各物品的轮廓区域具有相应凹形构造的拱曲。
28.砧座工具可备选地具有例如至少一个三角形的横截面区域,该横截面区域能够有利地至少部分地引入和设置在中间区域中,所述中间区域位于具有圆柱形的基础形状或者类似形状的两个相邻地彼此邻接的物品之间。
29.可额外规定,砧座工具至少在轮廓的区域中具有至少部分结构化的表面。所述表面例如可具有粗糙的结构、呈波浪状地构造或者具有隆起和/或凹陷等等。
30.根据一种实施方案,超声波接合设备的超声波发生器在边侧可移动地构造,从而能够借助在边侧的进给运动将所述超声波发生器定位在以外包装材料部分地包裹的物品组合上。在此尤其将所述超声波发生器配属给砧座工具,所述砧座工具部分地在两个物品之间以及外包装材料的重叠的层的区域中定位。在此,所述超声波发生器尤其设置在外包装材料的自由的末端区域的重叠的布置结构的边侧。外包装材料的自由的末端区域的所述布置结构在此夹在砧座工具和超声波发生器之间。
31.可额外规定,在砧座工具和超声波发生器之间产生压力,砧座工具和超声波发生器例如彼此挤压,以便支持超焊过程。
32.此外可规定,将加湿装置配属给超声波接合设备,起码在至少部分重叠的两个层的区域的外包装材料借助所述加湿装置以水或者水蒸气湿润,以便进一步有益于接合过程。
33.超声波发生器备选地或者额外地构造和/或设置为能够在高度上调节,从而所述超声波发生器可借助高度调节设置在以外包装材料部分地包裹的物品组上的合适的位置中。
34.因此可借助根据本实用新型的包装设备和能够以该包装设备实施的方法来生产具有外包装的包装单元,其中所述外包装完全由纸或者纸板构成,并且为了构成接合连接,不必应用其它包含塑料组分的固定物。尤其可免予应用用于外包装材料的自由的末端区域的连接的粘合剂。由于没有胶合,该包装设备明显更加清洁。
附图说明
35.下面各实施例将借助附图进一步阐述本实用新型及其优点。图中各个元件彼此的尺寸比例并不总是符合真实的尺寸比例,因为对数个形状进行了简化,并且为了更好地说明而将其它形状相较于其它元件进行了放大展示。
36.图1至图3分别示出包装设备的实施方案的示意性示图和能够以所述包装设备实
施的用于生产包装单元的方法。
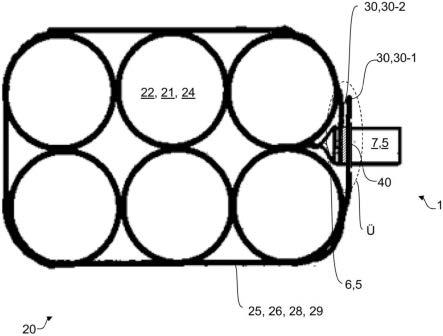
37.图4以俯视图示出根据图3的布置结构。
38.图5和图6分别示出砧座工具的不同的实施方案。
39.相同的附图标记应用于本实用新型的相同或作用相同的元件。此外,为方便总览,在各图中仅示出对于各图描述的必要的所述附图标记。示出的实施方案仅仅展示如下示例,即根据本实用新型的包装设备或者能够以所述包装设备实施的用于生产包装单元的方法能够如何构造,而并不表示最终的限制。
具体实施方式
40.图1至图3分别示出包装设备1的实施方案的示意性示图和能够以所述包装设备1实施的用于生产包装单元20的方法。图4以俯视图示出根据图3 的布置结构。此外,图5以放大的示图示出图4中的重叠区域
ü
。
41.包装单元20包括外包装25中至少两个物品22组成的物品组合21。所述外包装25优选由外包装材料26构成,所述外包装材料将所述物品组合21 至少部分地包裹并且尤其机械地集合在一起。
42.所述外包装材料26优选为纸或者纸板构成的外包装材料26,尤其是不包含塑料组分的纯纸材料或者纯纸板材料。
43.然而,所述包装设备1同样可用于处理具有塑料组分的外包装材料26,以便例如处理具有塑料涂层的纸材料或者纸板材料、纸—塑料复合材料或者类似材料。
44.所述外包装25特别涉及捆扎带28,尤其是纸质束带29。
45.所述物品22优选地涉及饮料容器,尤其涉及由pet或者其它合适塑料制成的瓶子,或者涉及由塑料和/或铝或类似材料制成的罐子。
46.而所述包装设备1也适于将其它合适的物品22作为包装单元20或者合装件整合在相应的外包装25中。为了生产包装单元20,至少两个同类的或者至少两个相同构造的物品22作为物品组21制备。
47.通过组合不同构造的物品22,同样能够可选地生产所谓的混合合装件。
48.所述包装单元20尤其优选地包括至少两个饮料容器、尤其是优选包括由至少一个纯纸材料构成的捆扎物或者捆扎带28整合的瓶子或者罐子24。
49.根据示出的实施例,所述物品22构造为罐子24,并且六个罐子24借助纸质束带29整合在包装单元20中,其中,所述罐子24分别布置成两个平行的由三个罐子组成的排(尤其参见图4中的俯视图)。所述纸质束带29 在张紧作用下围绕所述罐子24的指向向外的外表面张紧,并且以此方式将所述罐子24机械地集合在一起。
50.相关于所述捆扎物,所述纸质束带29的自由的末端30至少部分重叠地设置。自由的所述末端30尤其设置在重叠区域
ü
中,所述重叠区域配属于一个区域,在该区域中,两个相邻的物品22相互接触。所述两个物品22尤其并排地或者相邻地或者相互邻接地布置在所述区域中。在所述重叠区域
ü
中,所述纸质束带29的自由的末端30在接合连接40的构造下相互接合,其中,这尤其借助根据本实用新型的包装设备1和/或根据能够以所述包装设备实施的方法进行。
51.通过应用装置8将外包装材料26设置于例如在分隔模块(未示出)中组合的物品组
合21上。根据此处示出的实施方案的所述应用装置8尤其通过捆扎模块9构造,所述捆扎模块用于在所述物品组合21上施加所述外包装材料26、尤其用于施加纸质束带29,所述纸质束带在张紧作用下围绕所述罐子24的外表面张紧。为了形成必要的张紧,所述捆扎模块9可包括由现有技术已知的相应的张紧装置。
52.为了将所述纸质束带29的自由的末端30固定,所述包装设备1配备有用于构造接合连接40的超声波接合设备5。为此,所述超声波接合设备5 包括至少一个砧座工具6和至少一个超声波发生器7。
53.如图1至图4中以示意方式示出的那样,所述砧座工具6在此至少部分地引入和设置在所述物品组合21的罐子24之间,所述砧座工具6尤其在位于捆扎区域的下方的区域中至少部分地插入所述罐子24之间。
54.捆扎区域在此是指,在该区域中,所述纸质束带29布置在所述物品组合21上。所述砧座工具6尤其在边侧配属于所述重叠区域
ü
,在所述重叠区域
ü
中,纸质束带29的两个自由的所述末端30、30-1、30-2彼此重叠地设置。
55.在此例如在所述外包装材料26尚未施加在所述物品组合21上的时间点,将所述砧座工具6设置在所述罐子24之间。然而同样可以在以所述纸质束带29将所述物品组合21合围的同时来设置所述砧座工具6。所述纸质束带 29同样可备选地首先围绕所述物品22张紧,并在随后,所述砧座工具6在捆扎区域的下方或者上方设置在所述罐子24之间。
56.所述砧座工具6构造为能够在高度上调节。通过使所述砧座工具6向上移动,将所述砧座工具布置在所述纸质束带29的高度上,并且在此尤其相邻于围绕所述物品22张紧的纸质束带29的重叠的自由的末端30设置。
57.可备选地规定,将所述砧座工具6设置在所述纸质束带29的位置的上方的第一高度上,并且通过向下移动而配属于所述重叠区域
ü
,其中,将所述砧座工具6尤其布置在所述物品22和所述捆扎带28的彼此至少部分重叠的自由的末端区域30之间。
58.图3中此外示出所述超声波接合设备5的超声波发生器7。该超声波发生器设置在所述砧座工具6和所述两个自由的末端30、30-1、30-2的重叠区域
ü
的边侧,从而所述纸质束带29的两个自由的末端30、30-1、30-2优选地夹在所述砧座工具6和超声波发生器7之间,所述砧座工具6至少部分地布置在所述罐子24之间。
59.根据一种实施方案规定,所述超声波发生器7在边侧可移动地构造,从而所述超声波发生器7能够在边侧朝向所述砧座工具6和朝向具有纸质束带 29的重叠的自由的末端30的重叠区域
ü
进给。
60.可额外地或者备选地规定,所述超声波发生器7构造为能够在高度上调节,以便通过简单和快速的方式适配于高度,从而所述超声波接合设备5能够应用于不同的产品,所述纸质束带29在所述高度上设置在所述物品组合 21上。
61.借由对重叠的自由的末端30施以超声波振荡,通过所谓的超声波焊法、尤其通过所谓的超声波摩擦焊法来进行对重叠的自由的所述末端30的接合与连接。
62.为了支持超焊过程,可额外地将所述砧座工具6和超声波发生器7向彼此挤压。
63.此外可规定,加湿装置(未示出)配属于所述超声波接合设备5,至少在所述两个自由的末端30-1、30-2的重叠区域中的外包装材料26借助所述加湿装置例如以水或者水蒸气湿润,以便进一步有益于接合过程。
64.在所述接合过程结束后,通过向下的移动以及随后的从已备好的包装单元20的边侧的移动,将所述砧座工具6抽出。现在可将所述包装单元20运送给另一操作设备、例如码垛设备或者类似设备。
65.图5和图6分别示出砧座工具6的不同的实施方案。规定所述砧座工具 6的至少一个轮廓10适配于所述物品组合21的物品22。
66.如图5中所述重叠区域
ü
的放大示图中可明显认出的是,所述砧座工具 6的第一轮廓10-1尤其配属于所述物品组合21的第一物品22-1,并且所述砧座工具6的第二轮廓10-2配属于所述物品组合21的第二物品22-2。
67.与现有技术相反,所述砧座工具6的适配地构造的轮廓10因此通过所述砧座工具6的不参与构造所述接合连接40的区域构造。所述轮廓10的形状尤其构造为,使得所述砧座工具6能够以有利的方式至少部分地在所述物品22之间定位,以便能够在所述纸质束带29的自由的末端30之间相应地构造接合连接40。
68.如果所述物品22具有例如圆柱形的基础形状,那么例如规定,所述轮廓10具有对应构造的凹形的拱曲。尤其是,所述第一轮廓区域10-1设有凹形的第一拱曲,并且所述第二轮廓区域10-2设有凹形的第二拱曲(图6)。
69.所述砧座工具6可备选地具有例如至少一个三角形的横截面区域11,该横截面区域能够有利地至少部分地引入和设置在中间区域z中,该中间区域位于两个相邻地彼此邻接的物品22之间(图5)。
70.可额外规定,所述砧座工具6至少在所述轮廓10的区域中具有至少部分结构化的表面。所述表面例如可具有粗糙的结构、呈波浪状地构造或者具有隆起和/或凹陷等等。
71.前文的段落的实施方案、示例和变形方案或者接下来的描述以及附图、包括其不同的视图或者各自独特的特征,可相互独立地或者以任意组合形式应用。只要各特征不是相互排斥的,那么结合某一实施方案所描述的特征可应用于所有的实施方案。
72.尽管结合附图一般提到“示意性”的描述和视图,可对此绝不表明关于本实用新型的公开内容的附图展示及其附图说明应具有次要意义。本领域技术人员完全能够从示意性的并且抽象绘制的示图中提取足够的信息,所述信息便于技术人员对本实用新型的理解,而不会例如由于物品和/或包装设备的部件或者其它绘制出的元件的绘制的并且可能不精准按照比例的尺寸比例而以任何方式被妨碍到理解。因此,附图允许作为读者的技术人员借助根据本实用新型的设备的更加详细阐述的运行方式得出对一般的和/或抽象表述的发明点的普通的说明书部分的更好的理解。
73.附图标记列表
74.1 包装设备
75.5 超声波接合设备
76.6 砧座工具
77.7 超声波发生器
78.8 应用装置
79.9 捆扎模块
80.10 轮廓
81.10-1 第一轮廓,第一轮廓区域
82.10-2 第二轮廓,第二轮廓区域
83.11 三角形的横截面区域
84.20 包装单元
85.21 物品组合
86.22 物品
87.24 罐子
88.25 外包装
89.26 外包装材料
90.28 捆扎带
91.29 纸质束带
92.30,30-1,30-2 自由的末端
93.40 接合连接
94.ü
重叠区域
95.z 中间区域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1