一种双体棉壳包装机的制作方法
1.本实用新型涉及一种包装机,具体是涉及一种双体棉壳包装机。
背景技术:
2.现在的单体棉壳包装机在使用时,操作人员完成固定包装袋的动作后,有较长的等待时间,导致单位时间内的打包量较少。同时,由于包装袋袋口在缝口前的形状不同,导致缝口效果不一致,并且容易出现缝口不美观、不牢固的情况,单体棉壳包装的输送装置的输送距离往往较短,操作人员没有时间提前对包装袋袋口进行手动整形。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种双体棉壳包装机,使其能够提升打包效率,同时能够使操作人员在包装袋缝口前有时间对包装袋袋口进行手动整形。
4.为解决上述技术问题,本实用新型的一种双体棉壳包装机,包括能够完成送料、出料、压包和称重的出料称重装置组、承重架、能够传输物料的输送装置组、能够对包装袋袋口缝口的缝口机和控制器;出料称重装置组与承重架上部固定连接,输送装置组的一端设置在出料称重装置组下方,输送装置组的另一端上方设置有缝口机,缝口机与安装架上端固定连接;出料称重装置组由结构相同的第一出料称重装置和第二出料称重装置组成,输送装置组由相同的第一输送装置和第二输送装置组成,第二输送装置设置在第一出料称重装置和第二出料称重装置下方,第二输送装置的端部和第一输送装置的端部紧密设置,第一输送装置和第二输送装置运行方向相同;控制器分别与第一出料称重装置、第二出料称重装置、第一输送装置、第二输送装置和缝口机电连接。
5.优选的,第一出料称重装置包括直筒料仓、压包机构、给料机构和夹袋称重机构,直筒料仓内部下端水平设置有给料机构,给料机构一端与直筒料仓固定连接,给料机构另一端设置有压包机构,压包机构与直筒料仓连通,直筒料仓、压包机构分别与承重架顶部上侧固定连接,压包机构用于压紧蓬松物料,夹袋称重机构上端与承重架顶部下侧固定连接,夹袋称重机构用于固定包装袋并进行称重,给料机构用于传送物料,给料机构、夹袋称重机构分别与控制器电连接。
6.优选的,夹袋称重机构包括安装板、夹袋机构和称重机构,安装板通过若干称重机构与承重架上端固定连接,夹袋机构与安装板固定连接,夹袋机构、称重机构分别与控制器电连接。
7.优选的,夹袋机构由气缸驱动,气缸与控制器电连接,气缸能够控制夹袋机构的开合。
8.优选的,称重机构为测力传感器。
9.优选的,给料机构包括给料绞龙和第一电机,给料绞龙由第一电机驱动,第一电机与控制器电连接。
10.优选的,第一输送装置包括第二电机和由第二电机驱动的皮带输送机,第二电机
与控制器电连接。
11.本实用新型的有益效果在于:
12.1.通过设置由第一出料称重装置和第二出料称重装置组成的出料称重装置组,提升打包效率。
13.2.通过设置由第一输送装置和第二输送装置组成的输送装置,使操作人员有时间在装完料的包装袋到达缝口机前,对包装袋进行整形,从而保证一致的缝口效果,使缝口更加牢固美观。
附图说明
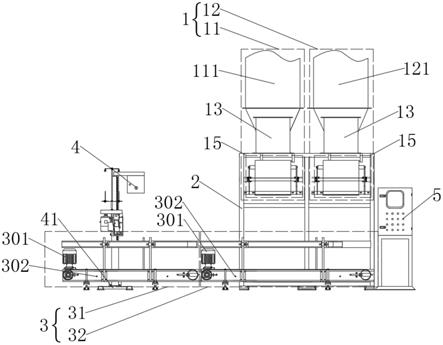
14.图1为本实用新型的结构示意图之一。
15.图2为本实用新型的结构示意图之二。
具体实施方式
16.以下结合实施例和附图对本实用新型做进一步描述。
17.如图1和图2所示,本实用新型的一种双体棉壳包装机,包括能够完成送料、出料、压包和称重的出料称重装置组1、承重架2、能够传输物料的输送装置组3、能够对包装袋袋口缝口的缝口机4和控制器5;出料称重装置组1与承重架2上部固定连接,输送装置组3的一端设置在出料称重装置组1下方,输送装置组3的另一端上方设置有缝口机4,缝口机4与安装架41上端固定连接;出料称重装置组1由结构相同的第一出料称重装置11和第二出料称重装置12组成,输送装置组3由相同的第一输送装置31和第二输送装置32组成,第二输送装置32设置在第一出料称重装置11和第二出料称重装置12下方,第二输送装置32的端部和第一输送装置31的端部紧密设置,第一输送装置31和第二输送装置32运行方向相同;控制器5分别与第一出料称重装置11、第二出料称重装置12、第一输送装置31、第二输送装置32和缝口机4电连接。
18.具体的,第一出料称重装置11包括直筒料仓111、压包机构13、给料机构14和夹袋称重机构15,直筒料仓111内部下端水平设置有给料机构14,给料机构14一端与直筒料仓111固定连接,给料机构14另一端设置有压包机构13,压包机构13与直筒料仓111连通,直筒料仓111、压包机构13分别与承重架2顶部上侧固定连接,压包机构13用于压紧蓬松物料,夹袋称重机构15上端与承重架2顶部下侧固定连接,夹袋称重机构15用于固定包装袋并进行称重,给料机构14用于传送物料,给料机构14、夹袋称重机构15分别与控制器5电连接。
19.具体的,夹袋称重机构15包括安装板151、夹袋机构152和称重机构153,安装板151通过若干称重机构153与承重架2上端固定连接,夹袋机构152与安装板151固定连接,夹袋机构152、称重机构153分别与控制器5电连接。
20.具体的,夹袋机构152由气缸驱动,气缸与控制器5电连接,气缸能够控制夹袋机构152的开合。
21.具体的,称重机构153为测力传感器。
22.具体的,给料机构14包括给料绞龙16和第一电机17,给料绞龙16由第一电机17驱动,第一电机17与控制器5电连接。
23.具体的,第一输送装置31包括第二电机301和由第二电机301驱动的皮带输送机
302,第二电机301与控制器5电连接。
24.工作方式:在第一直筒料仓111中加入物料,随后第一出料称重装置11进入第一运行环节,第一运行环节为通过控制器5将包装袋安装在第一出料称重装置11的夹袋机构152上,再通过控制器5使第一出料称重装置11的压包机构13、给料机构14开始工作。
25.在等待第一出料称重装置11的包装袋装满的过程中,在第二直筒料仓121中加入物料,随后第二出料称重装置12进入第二运行环节,第二运行环节为通过控制器5将包装袋安装在第二出料称重装置12的夹袋机构152上,再通过控制器5使第二出料称重装置12的压包机构13、给料机构14开始工作。
26.在等待第二出料称重装置12的包装袋装满的过程中,第一出料称重装置11的包装袋完成装料,称重机构153将重量信息反馈给控制器5后,夹袋机构152自动松开,第一出料称重装置11的包装袋掉落至输送装置组3上。
27.由于输送装置组3由第一输送装置31和第二输送装置32组成,因此操作人员有更多的时间对包装袋袋口进行整形,在完成第一出料称重装置11的包装袋袋口的整形后,通过缝口机4对第一出料称重装置11的包装袋袋口进行缝口处理,在缝口的同时,重复第一运行环节。
28.第二出料称重装置12的包装袋装满后的参照第一出料称重装置11进行掉落、输送、袋口整形和缝口,在缝口的同时,重复第二运行环节。
29.上述工作方式的工作原理是充分利用等待时间,在操作人员能够接受的工作强度下,提高装袋效率。出料称重装置组1由第一出料称重装置11和第二出料称重装置12组成使操作人员的工作强度在合理范围,若设置过多的出料称重装置,操作人员的工作强度大,容易疲劳,反而降低工作效率。输送装置组3由第一输送装置31和第二输送装置32组成,使操作人员有足够的时间对包装袋袋口进行整形。现有的单体的包装机为了提高工作效率,输送装置的行程往往较短,本实用新型在现有的单体的包装机的基础上进行改进升级,只需将行程较短的第一输送装置31和第二输送装置32进行组合,就能够使输送装置组3的行程在合适的范围内,不仅方便操作,而且升级成本低,若换成单个行程更长的输送装置,则成本过高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1