送料装置及电芯超声波预焊系统的制作方法
1.本实用新型涉及电池制备的焊接装置技术领域,特别涉及一种送料装置及电芯超声波预焊设备。
背景技术:
2.当在极耳超声波焊接时,需要进行焊接保护片时,为了满足产能要求,保护片送料机构通常会设置左右两套。现有技术中,单套机构的备料、送料节拍不能满足产能要求,所以在另一侧增加一套送料机构,从而满足设备对预焊工位的产能要求。而现有技术中的保护片送料结构设置在超声波焊机左右两边各布置一套,占用的设备空间大,而设置两套送料机构成本也比较高,另外两套保护片送料机构同时运行也降低了设备的可靠性。
技术实现要素:
3.本实用新型的目的在于提供一种送料装置及电芯超声波预焊设备,使得产能提升、降低成本、提高设备可靠性且减少占用空间。
4.为解决上述技术问题,本实用新型的实施方式提供了一种送料装置,用于电芯超声波预焊的保护片的送料,所述送料装置包括:
5.取片机构,所述取片机构包括基座和第一保护片抓取件,所述第一保护片抓取件可动地连接至所述基座并在抓取位置与释放位置之间可运动,在所述抓取位置,所述第一保护片抓取件从上一工序抓取所述保护片,在所述释放位置,所述第一保护片抓取件释放所述保护片;
6.移送机构,所述移送机构位于所述取片机构的下游并包括支架和移送平台,所述移送平台可平移地连接至所述支架并在上片位置与下片位置之间平移,在所述上片位置,所述移送平台从所述第一保护片抓取件接收所述保护片;以及
7.放料机构,所述放料机构位于所述移送机构下游,并包括第二保护片抓取件和底座,所述第二保护片抓取件可动地连接至所述底座并可在抓料位置与放料位置之间运动,在所述抓料位置,所述第二保护片抓取件从位于所述下片位置的所述移送平台抓取所述保护片,在所述放料位置,所述第二保护片抓取件将所述保护片释放至焊接工位。
8.本实用新型实施方式相对于现有技术而言,本实施例将送料装置分为取片机构、移送机构以及放料机构,将现有的一体化的送料装置分解为三部分:取片机构负责从上一工序抓取保护片并在将保护片释放给移送机构,移送机构负责接收由取片机构释放的保护片并传递给放料机构,而放料机构抓取到来自移送机构的保护片并释放至焊接工位。将原有的整个单链条的流程分解为三个流程节点,每个流程节点仅负责一项动作。并且现有技术中,保护片从上一工序中被抓取并且释放至焊接工位才可以继续抓取下一保护片,而本实施例取片机构从上一工序抓取保护片并释放至移送机构则可继续从上一工序中抓取下一保护片,移送机构从上片位置接收保护片并在下片位置递出保护片后则可继续返回上片位置接收下一保护片,放料机构从抓料位置抓取保护片并在焊接工位释放保护片后即可再
次从抓料位置抓取下一保护片,每个流程的距离缩短,则单个流程所耗费的时间变短,故整个送料装置的运行速度即可加快,满足预焊工位的产能要求,而无需再加设多个送料装置,使得成本降低,另外占用的空间也变小,而设备的可靠性也得到了提升。
9.在一个实施例中,所述第一保护片抓取件在所述抓取位置与所述释放位置之间绕竖直轴线可旋转和/或沿水平方向可平移。
10.在一个实施例中,所述第一保护片抓取件还在所述抓取位置与所述释放位置之间沿竖直方向可运动。
11.在一个实施例中,所述取片机构还包括第一动力件,所述第一动力件设于所述基座上并与所述第一保护片抓取件连接,并驱动所述第一保护片抓取件在所述抓取位置与所述释放位置之间运动。
12.在一个实施例中,所述第二保护片抓取件在所述抓料位置与所述放料位置之间绕竖直轴线可旋转和/或沿水平方向可平移。
13.在一个实施例中,所述第二保护片抓取件还在所述抓料位置与所述放料位置之间沿竖直方向可运动。
14.在一个实施例中,所述放料机构还包括第二动力件,所述第二动力件设于所述底座上并与所述第二保护片抓取件连接,并驱动所述第二保护片抓取件可在所述抓料位置与所述放料位置之间运动。
15.在一个实施例中,所述第一保护片抓取件和/或所述第二保护片抓取件为吸盘,所述吸盘的下表面设有与真空源连通的吸孔。
16.在一个实施例中,所述移送平台为吸盘,所述吸盘的上表面设有与真空源连通的吸孔。
17.本实用新型的实施方式还提供了一种电芯超声波预焊系统,包括上述中任一项所述的送料装置。
18.在一个实施例中,还包括备料装置以及超声波焊接装置,所述备料装置位于所述送料装置的上游,所述超声波焊接装置位于所述送料装置的下游,所述备料装置设有抓取对应部,所述第一保护片抓取件设置成处于所述抓取位置时能够从所述抓取对应部抓取所述保护片,所述超声波焊接装置设有所述焊接工位。
19.在一个实施例中,所述备料装置以及所述超声波焊接装置设于所述送料装置的同一侧。
附图说明
20.一个或多个实施例通过与之对应的附图中的图片进行示例性说明,这些示例性说明并不构成对实施例的限定,附图中具有相同参考数字标号的元件表示为类似的元件,除非有特别申明,附图中的图不构成比例限制。
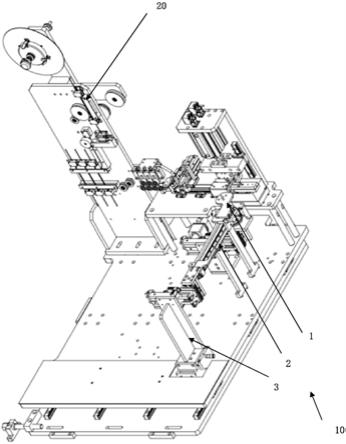
21.图1是本实用新型一个实施例的电芯超声波预焊系统的结构示意图;
22.图2是本实用新型一个实施例的隐藏超声波焊接装置的电芯超声波预焊系统的结构示意图;
23.图3是本实用新型一个实施例的取片机构的结构示意图;
24.图4是本实用新型一个实施例的移送机构的结构示意图;
25.图5是本实用新型一个实施例的放料机构的结构示意图。
26.附图标记:
27.10、送料装置;
28.1、取片机构;11、基座;12、第一保护片抓取件;13、旋转气缸;14、第一抬升气缸;15、第一送料气缸;
29.2、移送机构;21、支架;22、移送平台;
30.3、放料机构;31、第二保护片抓取件;32、底座;33、第二抬升气缸;34、第二送料气缸;
31.20、备料装置;
32.30、超声波焊接装置。
具体实施方式
33.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的各实施方式进行详细的阐述。然而,本领域的普通技术人员可以理解,在本实用新型各实施方式中,为了使读者更好地理解本技术而提出了许多技术细节。但是,即使没有这些技术细节和基于以下各实施方式的种种变化和修改,也可以实现本技术各权利要求所要求保护的技术方案。
34.除非语境有其它需要,在整个说明书和权利要求中,词语“包括”和其变型,诸如“包含”和“具有”应被理解为开放的、包含的含义,即应解释为“包括,但不限于”。
35.以下将结合附图对本实用新型的各实施例进行详细说明,以便更清楚理解本实用新型的目的、特点和优点。应理解的是,附图所示的实施例并不是对本实用新型范围的限制,而只是为了说明本实用新型技术方案的实质精神。
36.在整个说明书中对“一个实施例”或“一实施例”的提及表示结合实施例所描述的特定特点、结构或特征包括于至少一个实施例中。因此,在整个说明书的各个位置“在一个实施例中”或“在一实施例”中的出现无需全都指相同实施例。另外,特定特点、结构或特征可在一个或多个实施例中以任何方式组合。
37.如该说明书和所附权利要求中所用的单数形式“一”和“所述”包括复数指代物,除非文中清楚地另外规定。应当指出的是术语“或”通常以其包括“和/或”的含义使用,除非文中清楚地另外规定。
38.在以下描述中,为了清楚展示本实用新型的结构及工作方式,将借助诸多方向性词语进行描述,但是应当将“前”、“后”、“左”、“右”、“外”、“内”、“向外”、“向内”、“上”、“下”等词语理解为方便用语,而不应当理解为限定性词语。
39.下文参照附图描述本实用新型的实施例。
40.在极耳超声波预焊需要进行焊接保护片时,从上游至下游依次设置备料装置、送料装置以及超声波焊接装置,备料装置进行裁切备料完成后,由送料装置从备料装置获取保护片并将其送至超声波焊接装置的焊接工位上,在焊接工位上,保护片与电芯极耳被焊接在一起。
41.如图2、图3、图4以及图5所示,本实用新型一实施例提供一种送料装置10,用于电芯超声波预焊的保护片的送料,该送料装置10自上游向下游依次包括:取片机构1、移送机
构2以及放料机构3。
42.取片机构1包括基座11和第一保护片抓取件12,第一保护片抓取件12可动地连接至基座11并可在抓取位置与释放位置之间运动。在抓取位置,第一保护片抓取件12从上一工序抓取保护片;在释放位置,第一保护片抓取件12释放保护片。
43.移送机构2位于取片机构1的下游并包括支架21和移送平台22,移送平台22可平移地连接至支架21并在上片位置与下片位置之间平移。在上片位置,移送平台22从第一保护片抓取件12接收保护片。
44.放料机构3,放料机构3位于移送机构2下游,并包括第二保护片抓取件31和底座32,第二保护片抓取件31可动地连接至底座32并可在抓料位置与放料位置之间运动。在抓料位置,第二保护片抓取件31从位于下片位置的移送平台22抓取保护片;在放料位置,第二保护片抓取件31将保护片释放至焊接工位。
45.本实施例提供的送料装置10,分为取片机构1、移送机构2以及放料机构3,该三个机构相互配合,协同操作对下游的焊接工位供应保护片。其中取片机构1用于从上一工序抓取保护片并在将保护片释放给移送机构2,移送机构2用于接收由取片机构1释放的保护片并传递给放料机构3,而放料机构3则用于抓取到来自移送机构2的保护片并释放至焊接工位。在原有的送料装置中,抓取装置从上一工序抓取保护片后,沿传送路径传送至焊接工位并释放保护片,之后返回到上一工序抓取下一保护片,如此循环往复。而在本发明中,将原有的送料过程分成三个阶段,分别由三个机构同时操作并相互配合,从而显著提高了送料过程的效率,能够在单位时间内向焊接工位提供更多的保护片。具体地,本发明的取片机构1从上一工序抓取保护片并释放至移送机构2之后可返回并继续从上一工序中抓取下一保护片,移送机构2从上片位置接收保护片并在下片位置被移出保护片后则可继续返回上片位置接收下一保护片,放料机构3从抓料位置抓取保护片并在焊接工位释放保护片后即可再次返回以从抓料位置抓取下一保护片,每个流程的距离缩短,则单个流程所耗费的时间变短,故整个送料装置10的运行速度即可加快,满足预焊工位的产能要求,而无需再加设多个送料装置10,使得成本降低,另外占用的空间也变小,而设备的可靠性也得到了提升。
46.进一步地,第一保护片抓取件12可在抓取位置与释放位置之间绕竖直轴线旋转和/或沿水平方向平移。抓取位置与释放位置不处于同一水平位置,为使保护片从上一工序被第一保护片抓取件12抓取到释放位置释放给移送机构2,当抓取位置与释放位置处于同一水平面时,需要通过第一保护片抓取件12做绕竖直轴线旋转从抓取位置旋转至释放位置,或者通过第一保护片抓取件12从抓取位置沿水平方向平移至释放位置。优选地,需要第一保护片抓取件12既能绕竖直轴线旋转又能沿水平方向平移,则第一保护片抓取件12可在所处平面上对其位置进行调整,本领域技术人员可以根据实际需要来进行设置。
47.进一步地,第一保护片抓取件12还可在抓取位置与释放位置之间沿竖直方向运动。当抓取位置与释放位置不处于同一水平面时,可以通过竖直方向的运动调整第一保护片抓取件12的位置。本领域技术人员可以根据实际需要来进行设置。
48.另外,如图3所示,取片机构1还包括第一动力件,第一动力件设于基座11上并与第一保护片抓取件12连接,并驱动第一保护片抓取件12在抓取位置与释放位置之间运动。图中,第一动力件包括旋转气缸13、第一抬升气缸14以及第一送料气缸15,该旋转气缸13可使第一保护片抓取件12绕旋转气缸13的竖直轴线运动,第一抬升气缸14可使第一保护片抓取
件12沿竖直方向运动,而第一送料气缸15可使第一保护片抓取件12沿水平方向平移,通过旋转气缸13、第一抬升气缸14以及第一送料气缸15,可以驱动第一保护片抓取件12在抓取位置与释放位置之间运动。本领域技术人员可以根据实际需要来进行设置。
49.而第二保护片抓取件31可在抓料位置与放料位置之间绕竖直轴线旋转和/或沿水平方向平移。抓料位置与放料位置不处于同一水平位置,则为使保护片从抓料位置被第二保护片抓取件31抓取到放料位置释放给放料机构3,则当抓料位置与放料位置处于同一水平面时,需要通过第二保护片抓取件31做绕竖直轴线旋转从抓料位置旋转至放料位置,或者通过第二保护片抓取件31从抓料位置沿水平方向平移至放料位置。优选地,需要第二保护片抓取件31既能绕竖直轴线旋转又能沿水平方向平移,则第二保护片抓取件31可在其所处平面上对其位置进行调整,本领域技术人员可以根据实际需要来进行设置。
50.进一步地,第二保护片抓取件31还可在抓料位置与放料位置之间沿竖直方向运动。当抓取位置与释放位置不处于同一水平面时,可以通过竖直方向的运动调整第一保护片抓取件12的位置。本领域技术人员可以根据实际需要来进行设置。
51.另外,如图5所示,放料机构3还包括第二动力件,第二动力件设于底座32上并与第二保护片抓取件31连接,并驱动第二保护片抓取件31可在抓料位置与放料位置之间运动。图中所示第二动力件为第二抬升气缸33及递料第二送料气缸34,第二抬升气缸33可驱使第二保护片抓取件31沿竖直方向运动,而第二送料气缸34可驱使第二保护片抓取件31沿水平方向平移。可选地,第二动力件还可使用电机、液压缸等其他方式,另外还可以选用旋转气缸13来满足第二保护片抓取件31绕竖直轴线旋转的需求。本领域技术人员可以根据实际需要来进行设置。
52.而第一保护片抓取件12和/或第二保护片抓取件31可设置为吸盘,该吸盘的下表面设有与真空源连通的吸孔。当第一保护片抓取件12和/或第二保护片抓取件31需要吸取保护片时,利用与真空源连通的通孔为吸盘以及保护片之间营造真空环境,而在大气压的作用下,保护片则被第一保护片抓取件12和/或第二保护片抓取件31吸取,当需要将保护片递交给下一工序时,切断与真空源的连通,则保护片会掉落至下一工序。
53.而也可以将移送平台22设置为吸盘,所述吸盘的上表面设有与真空源连通的吸孔。当取片机构1在释放位置释放保护片,将保护片置于移送平台22上,利用与真空源连通的通孔保护片被移送平台22吸取,保护片被移送平台22在上片位置移送至下片位置时,保护片不至于在移送过程中掉落,而当保护片到达下片位置时,切断与真空源的连通,而允许放料机构3可以在抓料位置从位于下片位置的移送平台22抓取保护片。本领域技术人员可以根据实际需要来进行设置。
54.如图1及图2所示,本实用新型的另一实施例还提供一种电芯超声波预焊系统,包括送料装置10,用于电芯超声波预焊的保护片的送料,该送料装置10包括:取片机构1、移送机构2以及放料机构3。
55.取片机构1包括基座11和第一保护片抓取件12,第一保护片抓取件12可动地连接至基座11并可在抓取位置与释放位置之间运动。在抓取位置,第一保护片抓取件12从上一工序抓取保护片;在释放位置,第一保护片抓取件12释放保护片。
56.移送机构2位于取片机构1的下游并包括支架21和移送平台22,移送平台22可平移地连接至支架21并在上片位置与下片位置之间平移。在上片位置,移送平台22从第一保护
片抓取件12接收保护片。
57.放料机构3,放料机构3位于移送机构2下游,并包括第二保护片抓取件31和底座32,第二保护片抓取件31可动地连接至底座32并可在抓料位置与放料位置之间运动。在抓料位置,第二保护片抓取件31从位于下片位置的移送平台22抓取保护片;在放料位置,第二保护片抓取件31将保护片释放至焊接工位。
58.进一步地,如图1所示,电芯超声波预焊系统,还包括备料装置20以及超声波焊接装置30,备料装置20位于送料装置10的上游,超声波焊接装置30位于送料装置10的下游,备料装置20设有抓取对应部,第一保护片抓取件12设置成处于抓取位置时能够从抓取对应部抓取保护片,超声波焊接装置30设有焊接工位。当需要焊接保护片时,备料装置20会将保护片送至抓取对应部,而取片机构1会驱使第一保护片抓取件12到达抓取位置从抓取对应部抓取保护片并在释放位置释放保护片,而移送平台22在上片位置接收保护片并平移至下片位置递出保护片,放料机构3的第二保护片抓取件31则到达抓料位置从位于下片位置的移送平台22抓取保护片并运动至放料位置将保护片释放至焊接工位,保护片被放置在电芯极耳上,超声波焊接装置30对其进行焊接。
59.优选地,如图1所示,备料装置20以及超声波焊接装置30设于送料装置10的同一侧,而由于为了节省空间,而备料装置20以及超声波焊接装置30不能过于靠近而产生干涉。故设置移送机构2使得送料装置10从上一工序抓取保护片的位置到为超声波焊接装置30释放保护片的位置足够远,此时备料装置20以及超声波焊接装置30不会产生干涉。将备料装置20以及超声波焊接装置30设于送料装置10的同一侧可以节约电芯超声波预焊系统占用的空间。本领域技术人员可以根据实际需要来进行设置。
60.以上已详细描述了本实用新型的较佳实施例,但应理解到,若需要,能修改实施例的方面来采用各种专利、申请和出版物的方面、特征和构思来提供另外的实施例。
61.考虑到上文的详细描述,能对实施例做出这些和其它变化。一般而言,在权利要求中,所用的术语不应被认为限制在说明书和权利要求中公开的具体实施例,而是应被理解为包括所有可能的实施例连同这些权利要求所享有的全部等同范围。
62.以上实施例仅示例性说明本实用新型的优选的方案,而并非用于限制本实用新型。
63.以上已详细描述了本实用新型的较佳实施例,但应理解到,在阅读了本实用新型的上述讲授内容之后,本领域技术人员可以对本实用新型作各种改动或修改。这些等价形式同样落于本技术所附权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1