一种解决圆锥轴承磨装连线产能不匹配的缓存装置的制作方法
1.本实用新型涉及圆锥轴承生产的领域,具体涉及一种解决圆锥轴承磨装连线产能不匹配的缓存装置。
背景技术:
2.为满足客户要求,我司建立智能化车间,实现轴承磨加工和装配连线化生产,其中,磨加工产能为装配产能的一半。目前采用的解决办法为:磨加工生产线二班制,单班可生产产品700只,装配生产线单班制,单班可生产产品1400只。磨加工保持二班制,装配采用单班制,磨加工夜班生产的产品放置到产品斗内,在白班生产时采用人工补料到装配线中,与磨加工白班的料一起满足装配生产线1400只的生产能力。
3.但是采用夜班生产的产品人工放在产品斗内,再在白班由人工把产品放置到装配产线线头的方式,还是存在以下问题:
4.1、增加了人工成本;
5.2、人工上下产品导致二次磕碰伤问题;
6.3、无法保证产品的可追溯性;
7.4、对现场定置管理带来较多问题。
技术实现要素:
8.本实用新型的目的在于克服现有技术存在的不足,而提供一种解决圆锥轴承磨装连线产能不匹配的缓存装置,解决了磨加工生产线2班与装配生产线1班生产之间的产能不匹配问题,填补了国内外行业空白。
9.本实用新型的目的是通过如下技术方案来完成的:这种解决圆锥轴承磨装连线产能不匹配的缓存装置,包括储料车、设置在该储料车一侧的推料机构和设于该储料车另一侧的送料皮带机构;
10.所述储料车的左右两侧敞开,储料车内沿竖直方向等间隔设置若干层储料隔板用于存放圆锥轴承;
11.所述推料机构包括推料机架,推料机架内沿其竖直方向设置推料竖直升降组件,在该推料竖直升降组件上固定安装推料水平移动组件,推料水平移动组件在推料竖直升降组件驱动下沿推料机架的竖直方向升降运动,推料水平移动组件沿推料机架的水平方向平移运动,推料水平移动组件的自由端朝向储料车的一侧布置,用于推动或抵住储料隔板内的圆锥轴承;
12.所述送料皮带机构包括送料机架,送料机架内沿其竖直方向设置送料竖直升降组件,在该送料竖直升降组件上固定安装送料水平移动组件和送料皮带总成,送料皮带总成设置在送料水平移动组件的自由端与储料车的另一侧之间;送料水平移动组件和送料皮带总成在送料竖直升降组件驱动下沿送料机架的竖直方向升降运动,送料水平移动组件沿送料机架的水平方向平移运动,送料水平移动组件的自由端朝向储料车的另一侧布置,用于
推动或挡住送料皮带总成上的圆锥轴承。
13.作为进一步的技术方案,所述推料竖直升降组件包括推料上支撑板、推料下支撑板、推料电机、推料丝杆和推料导杆,所述推料电机固定在推料上支撑板上用于连接驱动推料丝杆,所述推料导杆的两端分别固定在推料上支撑板和推料下支撑板上。
14.作为进一步的技术方案,推料水平移动组件包括推料层板,所述推料层板通过丝杆螺母与推料丝杆活动连接,且推料导杆贯穿推料层板,在推料电机的驱动下,推料层板沿推料丝杆和推料导杆上下升降运动;所述推料层板上对称设置二个推料平移支撑块,每一推料平移支撑块内贯穿设置一根推料平移导杆,二根推料平移导杆远离推料平移支撑块的一端均通过连接板固定连接,二根推料平移导杆靠近推料平移支撑块的一端均通过推料机构平推板固定连接;设置在推料层板上的平移电机组通过同步带连接带动连接板,使推料机构平推板伸入储料车的储料隔板之间,用于推动存放在储料隔板上的圆锥轴承。
15.作为进一步的技术方案,所述推料层板上沿水平方向开设导向槽,所述连接板底部固装有导轮,导轮卡入导向槽内实现推料机构平推板做平移运动时的导向。
16.作为进一步的技术方案,所述储料车底部设有滚轮,储料车的侧壁上设置把手。
17.作为进一步的技术方案,所述送料竖直升降组件包括送料上支撑板、送料下支撑板、送料电机、送料丝杆和送料导杆,所述送料电机固定在送料上支撑板上用于连接驱动送料丝杆,所述送料导杆的两端分别固定在送料上支撑板和送料下支撑板上。
18.作为进一步的技术方案,送料水平移动组件包括送料层板,所述送料层板通过丝杆螺母与送料丝杆活动连接,且送料导杆贯穿送料层板,在送料电机的驱动下,送料层板沿送料丝杆和送料导杆上下升降运动;所述送料层板上对称设置二个送料平移支撑块,每一送料平移支撑块内贯穿设置一根送料平移导杆,二根送料平移导杆靠近送料平移支撑块的一端均通过送料机构平推板固定连接,送料机构平推板位于送料皮带总成的上方;设置在送料层板上的平移气缸连接带动送料机构平推板,使送料机构平推板沿送料皮带总成上方的水平方向做平移运动,用于推动送料皮带总成上的圆锥轴承。
19.作为进一步的技术方案,所述送料皮带总成靠近储料车的一侧安装有延伸板;送料皮带总成的两端分别设置进料口和出料口,用于连接生产线,实现圆锥轴承的进、出料。
20.作为进一步的技术方案,所述进料口和出料口位置处均设有计数装置,用于感应从生产线进入送料皮带总成上的圆锥轴承数量和从送料皮带总成进入生产线的圆锥轴承数量。
21.采用上述缓存装置的连线化生产工艺:包括磨加工、中间缓存和装配,其中,中间缓存包括夜班动作工艺和白班动作工艺,
22.本实用新型的有益效果为:
23.1、减少二次搬运,降低了产品磕碰伤风险;
24.2、采用自动储料装置代替人工二次搬运,减少人工1人,每年节约8-10万元,设备投资7万元,当年收回投资成本;
25.3、考虑该装置能实现有序上料,确保产品的追溯性;
26.4、进一步提升现场管理;
27.5、能应用于类似产品的连线化储存,为国内相关连线化生产产能不匹配的问题,提供了解决方案。
附图说明
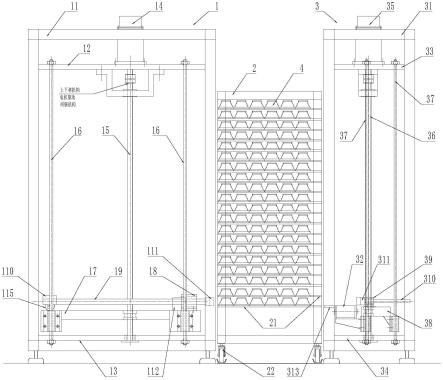
28.图1为本实用新型的结构主视图。
29.图2为本实用新型的结构俯视图。
30.附图标记说明:推料机构1、推料机架11、推料上支撑板12、推料下支撑板13、推料电机 14、推料丝杆15、推料导杆16、推料层板17、推料平移支撑块18、推料平移导杆19、连接板110、固定连接、推料机构平推板111、平移电机组112、同步带113、导向槽114、导轮 115、储料车2、储料隔板21、滚轮22、把手23、送料皮带机构3、送料机架31、送料皮带总成32、送料上支撑板33、送料下支撑板34、送料电机35、送料丝杆36、送料导杆37、送料层板38、平移支撑块39、平移导杆310、送料机构平推板311、平移气缸312、延伸板313、进料口314、出料口315、圆锥轴承4。
具体实施方式
31.下面将结合附图对本实用新型做详细的介绍:
32.实施例:如附图1、2所示,一种解决圆锥轴承磨装连线产能不匹配的缓存装置,包括储料车2、设置在该储料车2左侧的推料机构1和设于该储料车2右侧的送料皮带机构3;所述储料车2的左右两侧敞开,储料车2内沿竖直方向等间隔设置若干层储料隔板21用于存放圆锥轴承4。优选地,本实施例中储料隔板21层数为二十层,每层储料隔板21可存放六列、每列十一只圆锥轴承4;储料车2底部设有滚轮22,储料车2的侧壁上设置把手23。
33.所述推料机构1包括推料机架11,推料机架11内沿其竖直方向设置推料竖直升降组件,所述推料竖直升降组件包括推料上支撑板12、推料下支撑板13、推料电机14、推料丝杆15 和推料导杆16,所述推料电机14固定在推料上支撑板12上用于连接驱动推料丝杆15,所述推料导杆16的两端分别固定在推料上支撑板12和推料下支撑板13上。在该推料竖直升降组件上固定安装推料水平移动组件,推料水平移动组件包括推料层板17,所述推料层板17通过丝杆螺母与推料丝杆15活动连接,且推料导杆16贯穿推料层板17,在推料电机14的驱动下,推料层板17沿推料丝杆15和推料导杆16上下升降运动;所述推料层板17上对称设置二个推料平移支撑块18,每一推料平移支撑块18内贯穿设置一根推料平移导杆19,二根推料平移导杆19远离推料平移支撑块18的一端均通过连接板110固定连接,二根推料平移导杆19靠近推料平移支撑块18的一端均通过推料机构平推板111固定连接;设置在推料层板17上的平移电机组112通过同步带113连接带动连接板110,使推料机构平推板111伸入储料车2的储料隔板21之间,用于推动存放在储料隔板21上的圆锥轴承4。优选地,所述推料层板17上沿水平方向开设导向槽114,所述连接板110底部固装有导轮115,导轮115 卡入导向槽114内实现推料机构平推板111做平移运动时的导向。推料水平移动组件在推料竖直升降组件驱动下沿推料机架11的竖直方向升降运动,推料水平移动组件沿推料机架11 的水平方向平移运动,推料水平移动组件的自由端(即推料机构平推板111)朝向储料车2 的左侧布置,用于推动或抵住储料隔板21内的圆锥轴承4。
34.所述送料皮带机构3包括送料机架31,送料机架31内沿其竖直方向设置送料竖直升降组件,所述送料竖直升降组件包括送料上支撑板33、送料下支撑板34、送料电机35、送料丝杆36和送料导杆37,所述送料电机35固定在送料上支撑板33上用于连接驱动送料丝杆 36,所述送料导杆37的两端分别固定在送料上支撑板33和送料下支撑板34上。在该送料竖
直升降组件上固定安装送料水平移动组件和送料皮带总成32。送料水平移动组件包括送料层板38,所述送料层板38通过丝杆螺母与送料丝杆36活动连接,且送料导杆37贯穿送料层板38,在送料电机35的驱动下,送料层板38沿送料丝杆36和送料导杆37上下升降运动;所述送料层板38上对称设置二个送料平移支撑块39,每一送料平移支撑块39内贯穿设置一根送料平移导杆310,二根送料平移导杆310靠近送料平移支撑块39的一端均通过送料机构平推板311固定连接,送料机构平推板311位于送料皮带总成32的上方;设置在送料层板 38上的平移气缸312连接带动送料机构平推板311,使送料机构平推板311沿送料皮带总成 32上方的水平方向做平移运动,用于推动送料皮带总成32上的圆锥轴承4。送料皮带总成 32设置在送料水平移动组件的自由端(即送料机构平推板311)与储料车2的右侧之间;送料水平移动组件和送料皮带总成32在送料竖直升降组件驱动下沿送料机架31的竖直方向升降运动,送料水平移动组件沿送料机架31的水平方向平移运动,送料水平移动组件的自由端朝向储料车2的另一侧布置,用于推动或挡住送料皮带总成32上的圆锥轴承4。优选地,所述送料皮带总成32靠近储料车2的一侧安装有延伸板313;送料皮带总成32的两端分别设置进料口314和出料口315,用于连接生产线,实现圆锥轴承4的进、出料。所述进料口314 和出料口315位置处均设有计数装置,用于感应从生产线进入送料皮带总成32上的圆锥轴承 4数量和从送料皮带总成32进入生产线的圆锥轴承4数量。
35.采用上述缓存装置的连线化生产工艺:包括磨加工、中间缓存和装配,其中,中间缓存包括夜班动作工艺和白班动作工艺,
36.所述夜班动作工艺(存放圆锥轴承4)包括以下步骤:
37.a.磨加工生产线将圆锥轴承4输送至进料口314,启动送料皮带总成32使圆锥轴承4移动至皮带上,当进料口314处的计数装置检测到进入的圆锥轴承4数量达到设定数量(即储料隔板21上能存放的一列圆锥轴承4的数量)时,关闭送料皮带总成32;
38.b.启动送料电机35驱动送料层板38和送料皮带总成32上升或下降,使延伸板313对准储料车2内一层空余的储料隔板21;
39.c.启动平移气缸312推动送料皮带总成32上的圆锥轴承4,直至圆锥轴承4进入储料隔板21,然后平移气缸312复位;当储料隔板21内存在圆锥轴承4时,后一列圆锥轴承4推动前一列圆锥轴承4移动一个外径的行程;优选地,推料机构平推板111在推料电机14的驱动下同时移动至相同层数的储料隔板21出,用于抵住该层储料隔板21内的圆锥轴承4;
40.d.重复步骤a~步骤c,直至该层储料隔板21存满圆锥轴承4;
41.e.在送料层板38和送料皮带总成32升降时,选择另一层空余的储料隔板21,重复步骤 a~步骤d,直至储料车2内所有的储料隔板21上均存满圆锥轴承4;此时,发出报警通知操作人员,人工更换储料车2。
42.所述白班动作工艺(取出圆锥轴承4)包括以下步骤:
43.f.启动推料电机14驱动推料层板17上升或下降,使推料机构平推板111对准储料车2 内一层满载的储料隔板21;
44.g.启动送料电机35驱动送料层板38和送料皮带总成32上升或下降,使延伸板313对准储料车2内与所述步骤f相对应的一层储料隔板21;
45.h.启动平移电机组112带动推料机构平推板111,使推料机构平推板111推动储料隔板 21上的圆锥轴承4,直至一列圆锥轴承4进入送料皮带总成32;
46.i.启动送料皮带总成32使圆锥轴承4从出料口315送出至装配生产线,当出料口315处的计数装置检测到进入的圆锥轴承4数量达到设定数量时,关闭送料皮带总成32;
47.j.重复步骤h~步骤i,直至该层储料隔板21排空;
48.k.在推料层板17、送料层板38和送料皮带总成32升降时,选择另一层满载的储料隔板 21,重复步骤f~步骤j,直至储料车2内所有的储料隔板21上均排空圆锥轴承4;此时,发出报警通知操作人员。
49.本实用新型为降低劳动强度和人工成本,提高产品质量,而在磨加工生产线和装配生产线间安装一套缓存装置,采用夜班磨加工产品在该装置内储存轴承零件,白班实现存放零件自动有序补充到装配线,最终实现装配线白班1400套满负荷生产,提高生产效率。
50.可以理解的是,对本领域技术人员来说,对本实用新型的技术方案及实用新型构思加以等同替换或改变都应属于本实用新型所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1