一种贴标工具头的制作方法
1.本技术涉及贴标机领域,尤其涉及一种贴标工具头,应用于贴标工具头,适用于凹面贴标系统。
背景技术:
2.传统的钢卷出厂贴标签由人工进行粘贴,再用手压平压实粘贴牢固。但这种方法无法准确将标签贴到钢卷的指定位置,经常出现贴歪,标签内容因手工触碰出现刮痕的情况,且给刚生产出来的高温钢卷内表面贴标签,既不安全,效率也很低,消耗人力物力较大。行业内的卷钢贴标采取外卷面喷码或贴标的方式,在卷钢吊运、物流运输过程中会摩擦而丢失标签信息,而钢卷内曲面的自动贴标系统,既能克服人工贴标的生产安全风险,又能克服卷钢运输过程的标签破损导致的信息丢失。因此为了满足钢卷生产的需要,响应国家智能制造设备的要求,需要研制出钢卷内曲面自动贴标系统。
3.为实现研制出钢卷内曲面自动贴标系统,需要研发适配于钢卷内曲面的贴标工具头;而为了开发出适合的钢卷内曲面的贴标工具头,首先要研发适于内曲面的、贴合稳定可靠的贴标机构。
4.以“贴标头and曲面”检索:
5.cn212530389u圆瓶贴标机是非标自动化行业常见的一种设备,是一种利用贴标头取标,再将标签贴到产品上的设备。由于圆瓶类产品其侧面为曲面,传统工艺是人工用手撕取标签,再贴到圆瓶的瓶身上,人工贴标贴时会贴的歪斜褶皱,降低了产品标识的美观度,作业效率低,人工成本高。
6.cn212530389u实用新型通过设置轮辐机构和轮辐挡板机构,代替人工贴标签,提高了生产效率,提高了张贴标识的美观度,通过设置轮辐挡板机构和轮盘的配合可以调节轮辐挡板机构和轮辐机构之间的距离,通过设置挡板和调节杆与旋钮的配合,可以调节挡板之间的距离,可以对不同直径的圆瓶进行贴标,该实用新型,结构简单,使用方便,提高作业效率,降低人工成本,提高了张贴标识的美观度。
7.对cn212530389u的评析:通过设置轮辐挡板机构和轮盘的配合,精度有限,且只适用于“凸”曲面,无法应对“凹”曲面。
技术实现要素:
8.本技术的目的在于,克服现有技术的不足,提供一种安全、可靠的一种贴标工具头,专适用于对内曲面完成贴标作业任务。举例而非限定,本技术机构适用于钢卷内曲面的贴标作业。本实用新型可提高贴标的平整度、紧实度。
9.本技术采用如下技术方案来实现:
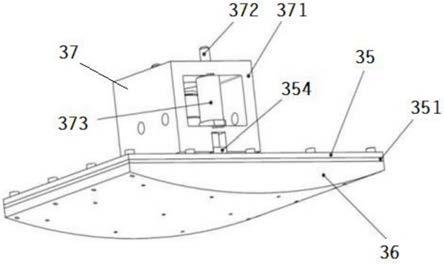
10.一种贴标工具头,其特征在于,包括贴标头盖板35、曲面贴标头36,所述贴标头盖板35和曲面贴标头36组成具有密闭空间的贴标头,曲面贴标头36作为接触面均布吹吸气孔,与外部气路系统(不是本技术方案的组成部分)连接后用于吸合/释放标签。
11.所述一种贴标工具头,其特征在于,还包括柔性调节机构:所述柔性调节机构为贴标头浮动机构37,用于连接贴标头和外部的机械手;所述柔性调节机构包括滑块354、弹簧373、上下两个导柱372、框架371;所述滑块354固定于贴标头盖板35上方;所述框架371底部两侧设置有凹槽3711,其宽度与滑块354相匹配,安装到位时,滑块354嵌入凹槽3711,框架371沿滑块354上下滑动;凹槽3711上方开有通孔3712;上部的导柱372通过细段固定于框架371上部,通过粗段限位于所述弹簧373内;下部的导柱372穿过框架371底部通孔3712与滑块354固定,通过粗段也限位于所述弹簧373内;上下两个导柱372、弹簧373、滑块354四者在同一条垂直线上。
12.所述一种贴标工具头,其特征在于,“滑块354、弹簧373、上下两个导柱372”同时设置多组,以增强第三柔性调节机构的强度。
13.所述一种贴标工具头,其特征在于,所述曲面贴标头吸取标签贴标头接触面为圆弧曲面。
14.进一步,曲面贴标头吸取标签贴标头接触面为圆弧曲面,与要应用的生产线上钢卷内曲面的曲率匹配,便于贴牢标签。
15.工作时,曲面贴标头上面均布吹吸气孔,用于吸附和吹落标签。
16.工作时,曲面贴标头吸取标签面为圆弧曲面,匹配钢卷内曲面,便于贴牢标签。
17.有益效果
18.本技术通过曲面贴标头,曲面可以保障“贴”的过程中贴标头与内卷面曲率一致,创造了贴标的平整度、紧实度条件,整体上提高了粘贴贴标效果。
附图说明
19.图1本技术实施例提供的贴标机构示意图
20.图2本技术实施例提供的贴标机构结构示意图
21.图3贴标头浮动机构运作示意图
22.标记说明
23.35贴标头盖板;
24.351密封垫片、354贴标头滑块;
25.36曲面贴标头、37贴标头浮动机构;
26.371框架、372导柱、373弹簧;凹槽3711
27.2机械手的连接杆
具体实施方式
28.下面将结合具体实施例及其附图对本技术提供的技术方案作进一步说明。结合下面说明,本技术的优点和特征将更加清楚。
29.如图:
30.一种贴标工具头,其特征在于,包括贴标头盖板35、曲面贴标头36,所述贴标头盖板35和曲面贴标头36组成具有密闭空间的贴标头,曲面贴标头36作为接触面均布吹吸气孔,与外部气路系统(不是本技术方案的组成部分)连接后用于吸合/释放标签。
31.贴标工具头还包括柔性调节机构:所述柔性调节机构为贴标头浮动机构37,用于
连接贴标头和外部的机械手;所述柔性调节机构包括滑块354、弹簧373、上下两个导柱372、框架371;所述滑块354固定于贴标头盖板35上方;所述框架371底部两侧设置有凹槽3711,其宽度与滑块354相匹配,安装到位时,滑块354嵌入凹槽3711,框架371沿滑块354上下滑动;凹槽3711上方开有通孔3712;上部的导柱372通过细段固定于框架371上部,通过粗段限位于所述弹簧373内;下部的导柱372穿过框架371底部通孔3712与滑块354固定,通过粗段也限位于所述弹簧373内;上下两个导柱372、弹簧373、滑块354四者在同一条垂直线上。“滑块354、弹簧373、上下两个导柱372”同时设置多组,以增强第三柔性调节机构的强度。框架371可沿垂直方向上下滑动,由弹簧373提供回复力,实现浮动的效果。
32.所述曲面贴标头吸取标签贴标头接触面为圆弧曲面。
33.当在外部气路系统、控制系统、机械手支持配合工作时,本技术贴标工具头可以安装于外部的机械手,通过机械手移动至标签处,在外部气路系统作用下,由吹吸机构的曲面贴标头36吸取目标标签;再通过机械手移动至目标钢卷处并伸进钢卷的内侧目标位置,曲面接触后粘贴,由吹吸机构的曲面贴标头36吹气释放;再通过机械手移动退回一定距离,通过贴合工序(可以由人工参与,或者系统增加其它机构配套进来)再对标签进行第二轮压实以巩固贴合质量。
34.上述外部气路系统、控制系统、机械手乃至系统供电系统等,都不是本技术技术方案的组成部分,具体在实施应用时根据现场、产品流水线等做相应构建。整个工作业务过程控制系统进行流程式管理。控制系统可以采用控制技术领域的常规技术实现即可,不用依赖创造劳动开发。
35.进一步,曲面贴标头吸取标签贴标头接触面为圆弧曲面,与要应用的生产线上钢卷内曲面的曲率匹配,便于贴牢标签。
36.应用例,本技术提供的贴标工具头的贴标动作执行方式如下:
37.在贴标工具头被系统移动到标签打印机出口处合适位置后,通过气路系统的气动控制阀控制贴标曲面头吸气,同时在标签打印机系统(外部系统)打印出标签。标签吸附后,贴标头移动到钢卷待贴标签位置正上方的圆心轴线位置后,通过气动控制阀控制贴标曲面头吹气,将标签吹落并安置于钢卷内曲面上,由于柔性调节机构发挥作用,接触过程安全可靠。
38.上述描述仅是对本技术贴标动作较佳实施例的描述,并非是对本技术范围的任何限定。任何熟悉该领域的普通技术人员根据上述揭示的技术内容做出的任何变更或修饰均应当视为等同的有效实施例,均属于本技术技术方案保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1