一种自动测长裁断一体机的制作方法
1.本实用新型属于输送带技术领域,具体为一种自动测长裁断一体机。
背景技术:
2.输送带生产制作过程中,需要进行裁切并收卷。现有技术中,大宽幅皮带裁切设备对输送带进行裁切时,将输送带放卷之后,通过计米器测量出大致长度,再进行手工裁切。对于较短长度的皮带,通过两名工人卷尺测试后,手工裁切。上述两种方式自动化程度非常低,效率低,人工裁切放卷速度慢,收卷更慢,测长精度差,手工裁切刀口不平整,收卷需要放出余量。
技术实现要素:
3.针对现有技术存在的上述问题,本实用新型的目的是提供一种自动测长裁断一体机,所述一体机通过自动化控制实现对输送带的自动测长和裁断,采用五轴数控系统,裁切收卷效率高,能适用于较大宽幅输送带的测长和裁断,可进行单卷收卷或者双卷收卷,收卷和放卷自动进行,单人即可实现对所述一体机的操控作业,节约人工成本,测长精度高,为
±
1%mm,裁切刀口平整,裁切时无须预留余量。
4.为了实现上述目的,本实用新型所采用的技术方案是:
5.一种自动测长裁断一体机,用于将输送带按设定的长度进行裁断,并将裁断的部分收卷,所述一体机包括底座和安装在底座的放卷组件、纠偏组件、测长计米器、裁切组件和收卷组件,放卷组件将收卷的待裁断的输送带进行放卷,纠偏组件对放卷出来的输送带进行纠偏,裁切组件包括压辊、裁切刀、压辊驱动装置和刀驱动装置,压辊驱动装置连接并驱动压辊上下移动,刀驱动装置连接并驱动裁切刀上下移动,收卷组件包括收卷辊和收卷电机,收卷辊包括大收卷辊和小收卷辊,大收卷辊和小收卷辊平行间隔布置,收卷电机连接并驱动大收卷辊和/或小收卷辊转动。
6.作为上述技术方案的进一步改进:
7.收卷电机设有两个,分别驱动大收卷辊和小收卷辊转动,小收卷辊的收卷电机安装在一安装座上,安装座滑动设置在底座上,一液压装置驱动所述安装座移动,带动小收卷辊和其收卷电机移动,实现大收卷辊和小收卷辊之间距离的调节。
8.放卷组件包括放卷电机和放卷辊,放卷辊可转动地安装在底座上,放卷电机连接并驱动放卷辊转动。
9.纠偏组件包括磁粉器、纠偏牵引辊一、纠偏牵引辊二和纠偏器,放卷辊、纠偏牵引辊一和纠偏牵引辊二三者依次平行间隔布置,纠偏牵引辊一、纠偏牵引辊二可转动地安装在底座上,磁粉器连接纠偏牵引辊一。
10.纠偏牵引辊一与地面的距离大于纠偏牵引辊二与地面的距离。
11.沿着放卷后的输送带的运行方向,放卷辊、纠偏牵引辊一、纠偏牵引辊二、测长计米器、压辊、裁切刀、收卷辊依次间隔布置。
12.所述一体机还包括多个牵引辊,所述裁切刀和收卷辊之间、裁切刀和压辊之间、压辊和纠偏牵引辊二之间均布置有牵引辊。
13.所述一体机还包括控制器,放卷电机、磁粉器、纠偏器、测长计米器、压辊驱动装置、所述刀驱动装置、收卷电机均和控制器电连接,测长计米器和纠偏器的纠偏感应器将检测的信息发送给控制器,控制器控制放卷电机、磁粉器、压辊驱动装置、刀驱动装置、收卷电机、纠偏器的驱动装置的动作。
14.裁切刀为直角切刀。
15.所述刀驱动装置为丝杆驱动装置。
16.本实用新型的有益效果是:所述一体机通过自动化控制实现对输送带的自动测长和裁断,裁切收卷效率高,能适用于较大宽幅输送带的测长和裁断,可进行单卷收卷或者双卷收卷,收卷和放卷自动进行,可以调节收卷张力,单人即可实现对所述一体机的操控作业,节约人工成本,测长精度高,为
±
1%mm,裁切刀口平整,裁切时无须预留余量。
附图说明
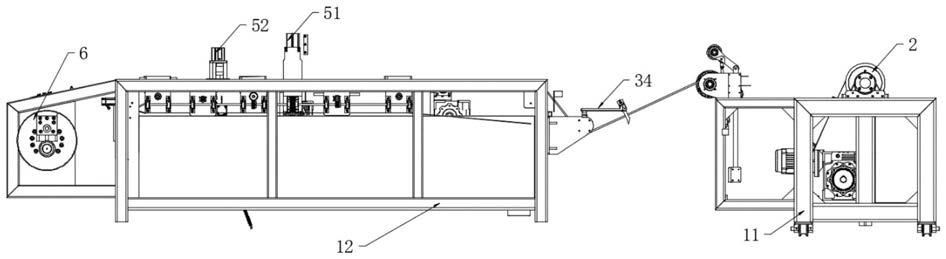
17.图1是本实用新型一个实施例的结构示意图。
18.图2是本实用新型一个实施例的另一视角结构示意图。
具体实施方式
19.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
20.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
21.一种自动测长裁断一体机,用于将输送带按设定的长度进行裁断,并将裁断的部分进行收卷,如图1和2所示,所述一体机包括底座和安装在底座的放卷组件2、纠偏组件、测长计米器4、裁切组件、收卷组件6、控制器和多个牵引辊7。
22.放卷组件2将收卷的待裁断的输送带进行放卷,纠偏组件对放卷出来的输送带进行纠偏,使放卷后的输送带按照预定的轨迹运行,测长计米器4对放卷后的输送带测量出设定长度,裁切组件将输送带裁断,裁断的部分的长度为测长计米器4测出的长度。收卷组件6将裁断后的输送带进行收卷。
23.放卷组件2包括放卷电机21和放卷辊22,放卷辊22可转动地安装在底座上,放卷电机21连接并驱动放卷辊22转动。待裁切的输送带收卷在放卷辊22上,放卷电机21驱动放卷辊22转动时,输送带可以放卷。
24.纠偏组件包括磁粉器31、纠偏牵引辊一32、纠偏牵引辊二33和纠偏器34。放卷辊
22、纠偏牵引辊一32和纠偏牵引辊二33三者依次平行间隔布置,纠偏牵引辊一32、纠偏牵引辊二33可转动地安装在底座上。磁粉器31连接纠偏牵引辊一32,磁粉器31传递设定值的扭矩至纠偏牵引辊一32,以控制纠偏牵引辊一32的速度和扭矩,使被纠偏牵引辊一32牵引的输送带的传输速度得到控制,输送带的传输速度更平稳、均匀。
25.纠偏牵引辊一32与地面的距离大于纠偏牵引辊二33与地面的距离,使位于纠偏牵引辊一32和纠偏牵引辊二33之间的输送带呈倾斜状态。
26.纠偏器34安装在底座上,当输送带的传输路径跑偏时,纠偏器34可以对输送带进行纠偏校正,使其恢复至设定路径运行。纠偏器34可以采用现有技术中已有的方案。
27.测长计米器4用于对经过它的输送带进行长度测量。对输送带宽度方向的两边同时计米,计量更精准。
28.裁切组件包括压辊51、裁切刀52和丝杆驱动装置,压辊51和裁切刀52安装在底座上。丝杆驱动装置连接并驱动裁切刀52上下运行以使裁切刀52离开输送带以不干涉输送带的运行,或者使裁切刀52接触并裁断输送带。压辊51用于压紧输送带,压辊51通过液压装置驱动上升和下降。当裁切刀52要裁断输送带时,先通过压辊51压紧输送带,以便于裁切刀52的精准裁切。当裁切刀52不需要裁断输送带时,压辊51上升,以不干扰输送带的运行。裁切刀52为直角切刀,配保护罩,可裁切不大于6mm厚度的皮带。
29.收卷组件6包括收卷辊和收卷电机63,收卷辊包括大收卷辊61和小收卷辊62,大收卷辊61和小收卷辊62可转动地安装在底座上,大收卷辊61和小收卷辊62平行间隔布置。收卷电机63连接并驱动大收卷辊61和/或小收卷辊62转动,即大收卷辊61和小收卷辊62可各自单独转动进行收卷或者同时转动进行收卷,即进行单卷收卷或双卷收卷。收卷采用液压控制收卷,即收卷电机63为液压电机,大收卷辊61和小收卷辊62通过液压电机控制转动,实现收卷功能。同时,小收卷辊62可以移动,小收卷辊62的移动方向和其长度方向垂直,实现大收卷辊61和小收卷辊62之间距离的调节,如此实现收卷张力的调节。小收卷辊62的移动方式可通过液压驱动,具体的,收卷电机63设有两个,分别驱动大收卷辊61和小收卷辊62,小收卷辊62的收卷电机63安装在一安装座上,安装座滑动设置在底座上,一液压装置驱动所述安装座移动,带动小收卷辊62和其收卷电机63移动,实现大收卷辊61和小收卷辊62之间距离的调节。
30.沿着放卷后的输送带的运行方向,放卷辊22、纠偏牵引辊一32、纠偏牵引辊二33、测长计米器4、压辊51、裁切刀52、收卷辊依次间隔布置。
31.所述裁切刀52和收卷辊之间、裁切刀52和压辊51之间、压辊51和纠偏牵引辊二33之间均布置有牵引辊7。较佳的,总共有六个牵引辊7,每两个牵引辊7为一组牵引辊组,每组牵引辊组的两个牵引辊7在一条直线上间隔布置。裁切刀52和收卷辊之间、裁切刀52和压辊51之间、压辊51和纠偏牵引辊二33之间各布置有一组牵引辊组。牵引辊7对输送带进行牵引,使输送带的运行更加平稳和稳定。
32.进一步的,底座包括底座一11和底座二12,底座一11和底座二12间隔布置。放卷组件2、磁粉器31和纠偏牵引辊一32安装在底座一11上,纠偏牵引辊二33、纠偏器34、测长计米器4、裁切组件、收卷组件6和多个牵引辊7安装在底座二12上。
33.放卷电机21、磁粉器31、纠偏器34、测长计米器4、丝杆驱动装置的电机、收卷电机63、压辊51的驱动装置均和控制器电连接,测长计米器4和纠偏器34的纠偏感应器将检测的
信息发送给控制器,控制器控制放卷电机21、磁粉器31、丝杆驱动装置的电机、收卷电机63、纠偏器34的驱动装置、压辊51的驱动装置的动作。通过所述控制器实现自动化控制。
34.本发明的工作过程为:人工将收卷在放卷辊22上的输送带的自由端拉出放卷,将所述自由端依次穿过纠偏牵引辊一32和纠偏牵引辊二33,然后通过所述控制器启动放卷电机21、磁粉器31、收卷电机63,并选定大收卷辊61和/或小收卷辊62进行收卷。输送带被传送,其自由端依次经过纠偏牵引辊二33和压辊51之间的牵引辊7、压辊51、压辊51和裁切刀52之间的牵引辊7、裁切刀52、裁切刀52和收卷辊之间的牵引辊7,最后收卷在选定的收卷辊上。输送带被传送过程中,纠偏器34随时对其进行纠偏,测长计米器4对经过其的输送带进行长度检测,并将检测到的信息发送给控制器,当测长计米器4检测到的长度等于设定值时,控制器控制压辊51下降压住输送带,裁切组件的丝杆驱动机构动作,使其带动裁切刀52下降至接触并裁断输送带,被裁断的部分继续被收卷。裁断后,丝杆驱动机构带动裁切刀52上升至离开输送带,压辊51上升。测长计米器4检测到输送带的长度等于设定值时归零重新检测下一段输送带的长度。收卷辊收卷输送带时,通过调节大收卷辊61和小收卷辊62之间的距离可以调节收卷张力。
35.最后有必要在此说明的是:以上实施例只用于对本实用新型的技术方案作进一步详细地说明,不能理解为对本实用新型保护范围的限制,本领域的技术人员根据本实用新型的上述内容作出的一些非本质的改进和调整均属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1