片材翻转机的制作方法
1.本实用新型涉及一种车间输送设备,具体是片材翻转机。
背景技术:
2.自动翻转机是一种用于pvc\petg\pc等材料的翻转的装置,广泛应用于pvc\petg\pc等片材的连续性生产;目前的翻转机为双侧夹紧式翻转,产品需有纸箱或其他方式包装,并且适应重量低;当产品为非包装翻转时容易散落,并且不能够实现栈板的自动切换,需人工放置栈板,这样要求该岗位要有专门的人员、转运设备,造成了人员和设备的浪费,且容易操作失误,降低工作效率;目前设备由于没有辅助托付系统,翻转时容易造成产品散落,造成产品浪费,降低产品合格率;此外目前产品只适用于尺寸定性产品,当产品规格不恒定时,需人工调整,不能够灵活连续生产。
技术实现要素:
3.针对上述现有技术存在的问题,本实用新型提供片材翻转机,可以适应多种尺寸的片材并且无需人员值守的同时能够对接上下端生产线,能够无需装箱就进行翻转作业,并能够自动切换栈板的同时有效防止片材散落,可以有效地提高工作效率效率的同时提高产品合格率。
4.为了实现上述目的,本实用新型通过以下技术方案实现:片材翻转机,包括输出支架一号传感器、输出支架二号传感器、输出支架、高度上限检测器、高度下限检测器、片材翻转装置、翻转驱动机构、pe栈板、输入支架一号传感器、输入支架、输入支架二号传感器和控制柜,所述的翻转驱动机构通过环轨和支架安装片材翻转装置,片材翻转装置前后分别对接输出支架和输入支架,输出支架靠近片材翻转装置的一端安装输出支架一号传感器,输出支架远离片材翻转装置的一端安装输出支架二号传感器,输入支架靠近片材翻转装置的一端安装输入支架二号传感器,输入支架远离片材翻转装置的一端安装输入支架一号传感器,输入支架靠近片材翻转装置的一端通过支架安装高度上限检测器和高度下限检测器,翻转驱动机构的一侧设有控制柜;输入支架一号传感器感应到pe栈板装载的片材后,输入支架的运输辊开始运行,输入支架二号传感器感应到pe栈板后,高度上限检测器和高度下限检测器开始感应pe栈板及其装载的片材高度,如果高度不超过高度上限检测器,输入支架将pe栈板及其装载的片材送入片材翻转装置,如果高度超过高度上限检测器,则设备报警请求工作人员协助;输入片材翻转装置的pe栈板及其装载的片材在翻转驱动机构的驱动下进行翻转,完成后开始输出pe栈板装载的片材,输出支架一号传感器感应到pe栈板后,输出支架的运输辊启动带动pe栈板继续向下一个工序前进,输出支架二号传感器感应不到pe栈板后,输出支架停止工作;
5.所述的片材翻转装置包括真空吸盘、压紧传感器ⅰ、侧边压紧板、侧边压紧传感器、压紧传感器ⅱ、翻转支架二号传感器、辅助托驱动机构、辅助托到位传感器、辅助托复位传感器、压紧气缸、翻转支架一号传感器、翻转位置传感器、产品运输辊和片材翻转框架,片材
翻转框架内侧上下分别通过气缸连接的压紧板安装产品运输辊,产品运输辊之间设有通过伸缩支架安装的真空吸盘,片材翻转框架内侧上部通过气缸连接压紧板安装的产品运输辊配备压紧传感器ⅰ,片材翻转框架内侧下部通过气缸连接压紧板安装的产品运输辊配备压紧传感器ⅱ,片材翻转框架内侧两边分别通过压紧气缸连接侧边压紧板,侧边压紧板表面设有侧边压紧传感器;片材翻转框架靠近输出支架一边内侧设有翻转支架二号传感器,片材翻转框架靠近输入支架一边内侧设有翻转支架一号传感器;翻转驱动机构配备辅助托驱动机构,辅助托驱动机构配备辅助托到位传感器和辅助托复位传感器;翻转驱动机构的上部安装翻转位置传感器;翻转支架二号传感器检测到输入支架输送的pe栈板及其装载的片材时,产品运输辊开始运行,将pe栈板输送至片材翻转框架内部,翻转支架二号传感器检测到pe栈板时产品运输辊停止运行,片材翻转框架内侧上下的产品运输辊在气缸的作用下从上下同时压紧pe栈板装载的片材,压紧传感器ⅰ和压紧传感器ⅱ感应压力至预设值时产品运输辊锁定,压紧气缸驱动侧边压紧板将pe栈板装载的片材从两侧压紧,则辅助托驱动机构动作,直至辅助托到位传感器动作,具备翻转条件;片材翻转框架开始在翻转驱动机构的驱动下进行翻转,翻转驱动机构配备的翻转位置传感器感应到片材翻转框架翻转到位后,位于上方的真空吸盘下降吸住pe栈板并提起,用以为装载下一批次片材翻转做准备,位于下方的真空吸盘松开上一批次遗留的pe栈板,使pe栈板可以跟随已翻转的片材前往输出支架,侧边压紧板和产品运输辊复位松开片材,产品运输辊开始运行将pe栈板装载的片材运输至输出支架,由输出支架运输至下一工序。
6.为了使片材能够在pe栈板更好的进行输送,所述的输出支架、片材翻转装置和输入支架之间的距离为一到三厘米。
7.为了使输出支架、片材翻转装置和输入支架之间距离准确能够连成完整的生产线,所述的输出支架、片材翻转装置和输入支架之间配备定位柱。
8.为了使片材翻转装置能够进行翻转,所述的翻转驱动机构配备支撑片材翻转装置的环形轨道和支架。
9.为了使片材翻转装置能够准确的稳固的进行翻转,所述的翻转驱动机构配备两个以上的环形轨道,并在环形轨道之间的支架外侧安装翻转位置传感器。
10.借由上述方案,本实用新型至少具有以下优点:与常规翻转机相比,通过片材翻转框架以及翻转驱动机构的配合可以有效帮助片材进行翻转,同时通过片材翻转框架内侧安装的压紧板、真空吸盘、侧边压紧板以及其配属的感应器群,可以有效应对多种规格的板材和片材,使其可以在无人值守的情况下进行翻转有效防止片材散落;通过输出支架和输入支架所配备的感应器集群,可以适应多种尺寸的片材,并且无需人员值守的同时能够对接上下端生产线, 有效节省生产成本提升了生产效率,具有显著的经济效益。
附图说明
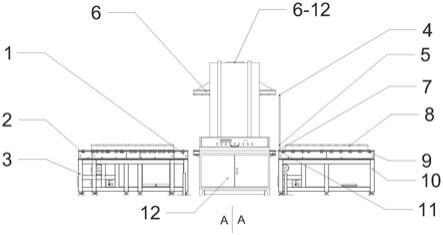
11.图1是片材翻转机的正视示意图;
12.图2是图1a线的剖面示意图;
13.图3是图1的俯视示意图;
14.图中:1、输出支架一号传感器,2、输出支架二号传感器,3、输出支架,4、高度上限检测器,5、高度下限检测器,6、片材翻转装置,6-1、真空吸盘,6-2、压紧传感器ⅰ,6-3、侧边
压紧板,6-4、侧边压紧传感器,6-5、压紧传感器ⅱ,6-6、翻转支架二号传感器,6-7、辅助托驱动机构,6-8、辅助托到位传感器,6-9、辅助托复位传感器,6-10、压紧气缸,6-11、翻转支架一号传感器,6-12、翻转位置传感器,6-13、产品运输辊,6-14、片材翻转框架,7、翻转驱动机构,8、pe栈板,9、输入支架一号传感器,10、输入支架,11、输入支架二号传感器12、控制柜。
具体实施方式
15.下面结合附图对本实用新型作进一步说明。
16.如图1至图3所示,本片材翻转机,包括输出支架一号传感器1、输出支架二号传感器2、输出支架3、高度上限检测器4、高度下限检测器5、片材翻转装置6、翻转驱动机构7、pe 栈板8、输入支架一号传感器9、输入支架10、输入支架二号传感器11和控制柜12,所述的翻转驱动机构7通过环轨和支架安装片材翻转装置6,片材翻转装置6前后分别对接输出支架3和输入支架10,输出支架3靠近片材翻转装置6的一端安装输出支架一号传感器1,输出支架3远离片材翻转装置6的一端安装输出支架二号传感器2,输入支架10靠近片材翻转装置6的一端安装输入支架二号传感器11,输入支架10远离片材翻转装置6的一端安装输入支架一号传感器9,输入支架10靠近片材翻转装置6的一端通过支架安装高度上限检测器 4和高度下限检测器5,翻转驱动机构7的一侧设有控制柜12;输入支架一号传感器9感应到pe栈板8装载的片材后,输入支架10的运输辊开始运行,输入支架二号传感器11感应到 pe栈板8后,高度上限检测器4和高度下限检测器5开始感应pe栈板8及其装载的片材高度,如果高度不超过高度上限检测器4,输入支架10将pe栈板8及其装载的片材送入片材翻转装置6,如果高度超过高度上限检测器4,则设备报警请求工作人员协助;输入片材翻转装置6的pe栈板8及其装载的片材在翻转驱动机构7的驱动下进行翻转,完成后开始输出 pe栈板8装载的片材,输出支架一号传感器1感应到pe栈板8后,输出支架3的运输辊启动带动pe栈板8继续向下一个工序前进,输出支架二号传感器2感应不到pe栈板8后,输出支架3停止工作;
17.所述的片材翻转装置6包括真空吸盘6-1、压紧传感器ⅰ6-2、侧边压紧板6-3、侧边压紧传感器6-4、压紧传感器ⅱ6-5、翻转支架二号传感器6-6、辅助托驱动机构6-7、辅助托到位传感器6-8、辅助托复位传感器6-9、压紧气缸6-10、翻转支架一号传感器6-11、翻转位置传感器6-12、产品运输辊6-13和片材翻转框架6-14,片材翻转框架6-14内侧上下分别通过气缸连接的压紧板安装产品运输辊6-13,产品运输辊6-13之间设有通过伸缩支架安装的真空吸盘6-1,片材翻转框架6-14内侧上部通过气缸连接压紧板安装的产品运输辊6-13 配备压紧传感器ⅰ6-2,片材翻转框架6-14内侧下部通过气缸连接压紧板安装的产品运输辊 6-13配备压紧传感器ⅱ6-5,片材翻转框架6-14内侧两边分别通过压紧气缸6-10连接侧边压紧板6-3,侧边压紧板6-3表面设有侧边压紧传感器6-4;片材翻转框架6-14靠近输出支架3一边内侧设有翻转支架二号传感器6-6,片材翻转框架6-14靠近输入支架10一边内侧设有翻转支架一号传感器6-11;翻转驱动机构7配备辅助托驱动机构6-7,辅助托驱动机构6-7配备辅助托到位传感器6-8和辅助托复位传感器6-9;翻转驱动机构7的上部安装翻转位置传感器6-12;翻转支架二号传感器6-6检测到输入支架10输送的pe栈板8及其装载的片材时,产品运输辊6-13开始运行,将pe栈板8输送至片材翻转框架6-14内部,翻转支架二号传感器6-6检测到pe栈板8时产品运输辊6-13停止运行,片材翻转框架6-14内侧上下的产品运输辊
6-13在气缸的作用下从上下同时压紧pe栈板8装载的片材,压紧传感器ⅰ6-2 和压紧传感器ⅱ6-5感应压力至预设值时产品运输辊6-13锁定,压紧气缸6-10驱动侧边压紧板6-3将pe栈板8装载的片材从两侧压紧,则辅助托驱动机构20动作,直至辅助托到位传感器21动作,具备翻转条件;片材翻转框架6-14开始在翻转驱动机构7的驱动下进行翻转,翻转驱动机构7配备的翻转位置传感器6-12感应到片材翻转框架6-14翻转到位后,侧边压紧板6-3和产品运输辊6-13复位松开片材,产品运输辊6-13开始运行将pe栈板8装载的片材运输至输出支架3,由输出支架3运输至下一工序。
18.为了使片材能够在pe栈板8更好的进行输送,所述的输出支架3、片材翻转装置6和输入支架10之间的距离为一到三厘米。
19.为了使输出支架3、片材翻转装置6和输入支架10之间距离准确能够连成完整的生产线,所述的输出支架3、片材翻转装置6和输入支架10之间配备定位柱。
20.为了使片材翻转装置6能够进行翻转,所述的翻转驱动机构7配备支撑片材翻转装置6 的环形轨道和支架。
21.为了使片材翻转装置6能够准确的稳固的进行翻转,所述的翻转驱动机构7配备两个以上的环形轨道,并在环形轨道之间的支架外侧安装翻转位置传感器6-12。
22.使用时将片材翻转机安装,连接相应线路和设备后即可投入使用。
23.有益效果:通过片材翻转装置6以及翻转驱动机构13的配合可以有效帮助片材进行翻转,同时通过片材翻转装置6内侧安装的压紧板、真空吸盘12、侧边压紧板16以及其配属的感应器群,可以有效应对多种规格的板材和片材,使其可以在无人值守的情况下进行翻转有效防止片材散落;通过输出支架3和输入支架10所配备的感应器集群,可以适应多种尺寸的片材,并且无需人员值守的同时能够对接上下端生产线,有效节省生产成本提升了生产效率,具有显著的经济效益。
24.本实用新型在使用时,具体工作如下:
25.输入支架一号传感器9感应到pe栈板8装载的片材后,输入支架10的运输辊开始运行,输入支架二号传感器11感应到pe栈板8后,高度上限检测器4和高度下限检测器5开始感应pe栈板8及其装载的片材高度,如果高度不超过高度上限检测器4,输入支架10将pe栈板8及其装载的片材送入片材翻转装置6,如果高度超过高度上限检测器4,则设备报警请求工作人员协助;翻转支架二号传感器6-6检测到输入支架10输送的pe栈板8及其装载的片材时,产品运输辊6-13开始运行,将pe栈板8输送至片材翻转框架6-14内部,翻转支架二号传感器6-6检测到pe栈板8时产品运输辊6-13停止运行,片材翻转框架6-14内侧上下的产品运输辊6-13在气缸的作用下从上下同时压紧pe栈板8装载的片材,压紧传感器ⅰ6-2 和压紧传感器ⅱ6-5感应压力至预设值时产品运输辊6-13锁定,压紧气缸6-10驱动侧边压紧板6-3将pe栈板8装载的片材从两侧压紧,则辅助托驱动机构20动作,直至辅助托到位传感器21动作,具备翻转条件;片材翻转框架6-14开始在翻转驱动机构7的驱动下进行翻转,翻转驱动机构7配备的翻转位置传感器6-12感应到片材翻转框架6-14翻转到位后,位于上方的真空吸盘6-1下降吸住pe栈板8并提起,用以为装载下一批次片材翻转做准备,位于下方的真空吸盘6-1松开上一批次遗留的pe栈板8,使pe栈板8可以跟随已翻转的片材前往输出支架3,侧边压紧板6-3和产品运输辊6-13复位松开片材,产品运输辊6-13开始运行将pe栈板8装载的片材运输至输出支架3,输出支架一号传感器1感应到pe栈板8后,输出支架3的运输辊启
动带动pe栈板8继续向下一个工序前进,输出支架二号传感器2感应不到pe栈板8后,输出支架3停止工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1