一种环保塑料餐具包装机的挤压塑封成型装置的制作方法
1.本技术涉及餐具包装的技术领域,尤其是涉及一种环保塑料餐具包装机的挤压塑封成型装置。
背景技术:
2.环保餐具是所用材料对人体无害,无毒无味,易降解,生产制造、使用和销毁过程均无污染,产品质量完全符合国家食品卫生要求,产品用完后具有易回收、易处置或易消纳等特点的食品容器。环保餐具不等于降解餐具,降解餐具只是环保餐具中的一种类型。
3.现有的餐具在生产包装过程中通常需要多个装置之间进行相互配合,以实现对于包装带的制作,餐具的放置,包装带的封口等一系列操作,因此会导致装置的体积较大,占用较大的产房面积,同时多个装置之间的转运,增加了制作时间,降低了生产效率。因此,本领域技术人员提供了一种环保塑料餐具包装机的挤压塑封成型装置,以解决上述背景技术中提出的问题。
技术实现要素:
4.为了解决上述背景技术中提出的问题,本技术提供一种环保塑料餐具包装机的挤压塑封成型装置。
5.本技术提供的一种环保塑料餐具包装机的挤压塑封成型装置采用如下的技术方案:
6.一种环保塑料餐具包装机的挤压塑封成型装置,包括敞口段和收卷段,所述敞口段和收卷段之间固定连接,且收卷段的内部共轴设置有内芯,所述收卷段的一侧设置有导向辊,所述导向辊的上方设置有第一工位、第二工位和第三工位,所述第一工位、第二工位和第三工位之间呈环形阵列设置,且第一工位位于导向辊的正上方,所述第一工位、第二工位和第三工位位置分别设置有夹持部;
7.所述夹持部包括热封杆和夹持杆,所述热封杆位于夹持杆的下方,且热封杆和夹持杆均通过手指气缸驱动开合,所述热封杆的下方设置有切割刀,所述第三工位的正上方设置有上封口机构。
8.通过采用上述技术方案,导向辊将收卷好的薄膜向第一工位中输送,热封杆和切割刀实现薄膜底部的热封和切割操作,在第三工位实现顶部的热封,以此完成餐具的包装塑封成型操作。
9.优选的,所述第一工位、第二工位和第三工位的轴线位置处设置有转轴,且转轴的底部设置有用于其传动的驱动电机,所述手指气缸均固定连接于转轴的外壁上。
10.通过采用上述技术方案,驱动电机为夹持部提供动力,同时为手指气缸提供安装位置,以实现对于夹持部的便捷位置传动。
11.优选的,所述转轴的顶端位置固定连接有喷嘴,且喷嘴朝向第三工位的位置处设置,所述夹持杆的顶部均匀分布有若干个支撑框架。
12.通过采用上述技术方案,喷嘴用于对塑料带的输出,支撑框架用于对塑料薄膜的支撑,避免其位置发生倾倒。
13.优选的,所述导向辊的输出端一侧设置有第一导向条和第二导向条,所述第一导向条和第二导向条之间间隙配合,且第一导向条和第二导向条的正视面均呈l形结构。
14.通过采用上述技术方案,第一导向条和第二导向条用于对薄膜向上的导向,保证薄膜可以顺利的输送至第一工位位置处。
15.优选的,所述收卷段的间隙位置两侧均转动连接有热压辊,且两个热压辊之间相互配合间隙设置,两个所述热压辊的转动方向均朝向导向辊的一侧设置。
16.通过采用上述技术方案,热压辊实现对薄膜收卷后的压合操作。
17.综上所述,本技术包括以下有益技术效果:
18.通过敞口段和收卷段的作用,实现对平直薄膜的收卷操作,利用热压辊完成其卷筒的操作,利用导向辊实现对薄膜的转向传动,设置三个工位,分别对应底部热封、餐具承装和顶部热封的操作,以实现三位一体的封装操作,有效减小装置的体积,提升装置生产的效率。
附图说明
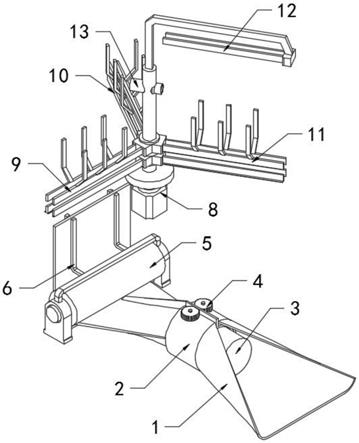
19.图1是本技术实施例中一种环保塑料餐具包装机的挤压塑封成型装置的正视等轴测结构示意图;
20.图2是本技术实施例中一种环保塑料餐具包装机的挤压塑封成型装置的背视等轴测结构示意图;
21.图3是本技术实施例中一种环保塑料餐具包装机的挤压塑封成型装置的切割机构结构示意图。
22.附图标记说明:1、敞口段;2、收卷段;3、内芯;4、热压辊;5、导向辊;6、第一导向条;7、第二导向条;8、驱动电机;9、第一工位;10、第二工位;11、第三工位;12、上封口机构;13、喷嘴;14、热封杆;15、夹持杆;16、支撑框架;17、切割刀;18、手指气缸。
具体实施方式
23.以下结合附图1-3对本技术作进一步详细说明。
24.本技术实施例公开一种环保塑料餐具包装机的挤压塑封成型装置。参照图1-3,一种环保塑料餐具包装机的挤压塑封成型装置,包括敞口段1和收卷段2,敞口段1和收卷段2之间固定连接,且收卷段2的内部共轴设置有内芯3,优选的敞口段1呈簸箕状结构,收卷段2呈圆管形结构,且收卷段2的顶端开设有缝隙,内芯3和收卷段2之间间隙配合,收卷段2的一侧设置有导向辊5,导向辊5的上方设置有第一工位9、第二工位10和第三工位11,第一工位9、第二工位10和第三工位11之间呈环形阵列设置,且第一工位9位于导向辊5的正上方,第一工位9、第二工位10和第三工位11位置分别设置有夹持部;
25.夹持部包括热封杆14和夹持杆15,热封杆14位于夹持杆15的下方,且热封杆14和夹持杆15均通过手指气缸18驱动开合,热封杆14的下方设置有切割刀17,第三工位11的正上方设置有上封口机构12,优选的上封口机构12同样设置有热封杆14,优选的切割刀17呈锯齿状结构,用于切割出锯齿状的边缘,便于餐具后期的便捷取用,同一手指气缸18上的夹
持杆15、热封杆14和切割刀17均呈两段式结构,分别与手指气缸18的两个输出端固定连接,第一工位9、第二工位10和第三工位11的轴线位置处设置有转轴,且转轴的底部设置有用于其传动的驱动电机8,手指气缸18均固定连接于转轴的外壁上,优选的手指气缸18的行程大于薄膜所张口的大小,为保证薄膜的向上的顺利运行,切割刀17距离导向条2-5cm,转轴的顶端位置固定连接有喷嘴13,且喷嘴13朝向第三工位11的位置处设置,夹持杆15的顶部均匀分布有若干个支撑框架16,优选的支撑框架16呈两段式结构,两段分别和夹持杆15的两段之间固定连接,且支撑框架16呈u形结构设置,导向辊5的输出端一侧设置有第一导向条6和第二导向条7,第一导向条6和第二导向条7之间间隙配合,且第一导向条6和第二导向条7的正视面均呈l形结构,优选的两组导向条之间的间隙略大于包装的折叠厚度,保证传送的顺利进行,第二导向条7位于导向辊5下方的一段呈弧形板状结构,且与导向辊5之间间距小于薄膜折叠厚度,以此保证导向辊5对薄膜具有足够的摩擦力,从而实现对于薄膜持续的向前方的拉扯,收卷段2的间隙位置两侧均转动连接有热压辊4,且两个热压辊4之间相互配合间隙设置,两个热压辊4的转动方向均朝向导向辊5的一侧设置,优选的热压辊4的内部设置有加热丝,利用对于薄膜的热熔,实现对于薄膜收卷折叠位置的粘连操作,两个热压辊4均设置有相互独立的驱动机构,以保证其适配薄膜的运动。
26.本技术实施例一种环保塑料餐具包装机的挤压塑封成型装置的实施原理为:平直的塑料薄膜在导向辊5的牵引作用下向前进行驱动,经过敞口段1和收卷段2的作用,将其卷呈圆筒状机构,同时利用收卷段2的缝隙将多余的塑料薄膜进行贴合夹持,该贴合位置在经过两个热压辊4之间时,被两者进行热封,完成热封后,塑料薄膜输出,在经过导向辊5的位置时,被其进行转向的压紧操作,折叠处两侧的棱角,随后薄膜沿第一导向条6和第二导向条7匀速向上运动,此时的薄膜呈竖直状设置,薄膜在第一工位9位置处穿过热封杆14和夹持杆15之间的缝隙后,继续向上运动,直至达到预设高度后,导向辊5停止运动,与此同时,两个手指气缸18同步传动夹持杆15和热封杆14进行夹持操作,热封杆14对薄膜的底部位置处进行挤压热封处理,同时位于其下方的切割刀17对薄膜进行截断,此时被截断的薄膜在夹持杆15的作用下,位于支撑框架16的内侧放置,驱动电机8传动装置将承载有薄膜的夹持部转动至第二工位10上,此时第二工位10向薄膜的内部进行餐具的添加,完成添加后,再将夹持部传动至第三工位11位置处,利用上封口机构12的实现对薄膜的封口操作,完成餐具的承装后,夹持杆15松开薄膜,喷嘴13中喷射出高压气体,将装有餐具的塑料带从夹持部上吹落,以此即便捷的完成餐具的挤压塑封操作,以此即实现餐具包装机构的小型化,提升装置的实用性。
27.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1