一种用于收板机面式吸盘自动切换机构的制作方法
1.本实用新型涉及pcb自动投收装置技术领域,尤其涉及一种用于收板机面式吸盘自动切换机构。
背景技术:
2.pcb自动投收板机是一种将pcb板从载具上放到pcb生产线上或从pcb生产线上收到载具上的设备,依收板机为例,pcb自动收板机将生产线上的pcb板输送后由机械手吸盘机构真空吸附按照定位位置放到载具上。
3.生产线对收板的要求要保证pcb板放到载具上时稳定快速,不可掉板,在pcb板已成型的制程,pcb板重量增加,并且板面存在大量孔位,镂空,普通真空吸盘掉板率大增,将不再适用,此时需要选用风机面式吸盘,增强吸附力。
4.现有的自动收板机的面式吸盘机构一般采用一根吸盘组导轨固定两根型材,每根型材上装有两个圆形面式吸盘,四个面式吸盘组成吸盘组吸附pcb板,在实际使用中,pcb板尺寸多样,需要手动调节移动端吸盘位置,使四个面式吸盘完全吸附pcb板面,手动调节已无法满足多样化的pcb生产,每批次人工手动调节影响作业效率。并且四个面式吸盘只能一端固定定位,另一端需要调整位置,所以不能两端定位吸板,一般在搭配暂存工位时还需要增加旋转机构,成本较高,所以我们提出一种用于收板机面式吸盘自动切换机构,用以解决上述所提到的问题。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中存在在实际使用中, pcb板尺寸多样,需要手动调节移动端吸盘位置,使四个面式吸盘完全吸附pcb板面,手动调节已无法满足多样化的pcb生产,每批次人工手动调节影响作业效率。并且四个面式吸盘只能一端固定定位,另一端需要调整位置,所以不能两端定位吸板,一般在搭配暂存工位时还需要增加旋转机构,成本较高的缺点,而提出的一种用于收板机面式吸盘自动切换机构。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.一种用于收板机面式吸盘自动切换机构,包括固定板,所述固定板的底部固定连接有第一滑道、第二滑道和第三滑道,且第一滑道、第二滑道和第三滑道内活动连接有第一滑块、第二滑块和第三滑块,所述第一滑道的上表面设有两个第一面式吸盘,且两个第一面式吸盘分别位于固定板的两侧,所述第二滑道的上表面设有两个第二面式吸盘,且两个第二面式吸盘分别位于固定板的两侧,所述第三滑道的上表面设有两个第三面式吸盘,且两个第三面式吸盘分别位于固定板的两侧,所述第一滑道和第三滑道的一侧均设有感应机构,所述固定板的上表面设有三维机械手机构,所述三维机械手机构包括机械臂,机械臂的底部设有第一风门气缸和第二风门气缸,第一风门气缸和第二风门气缸的一侧均设有同一个分气盒,分气盒分别和第一面式吸盘、第二面式吸盘、第三面式吸盘通过管道连接,所述分气盒通过第一风门气缸控制第一面式吸盘和第三面式吸盘气路的通断,所述第二风门气
缸控制第二面式吸盘气路的通断,分气盒的一侧设有控制机,控制机的底部与固定板活动连接。
8.优选地,所述第一面式吸盘包括第一吸盘和第一固定螺栓,第一吸盘的顶部固定连接有相连通的第一l形管道,且第一风门气缸控制第一l形管道的通断,第一l形管道的圆周外壁固定连接有第一滑动板,所述第一滑动板的底部与第一吸盘上表面之间固定安装有第一弹簧,且第一弹簧套设在第一l形管道的圆周外侧,所述第一滑动板的上表面开设有多个第一滑动孔,所述第一固定螺栓穿过第一滑动孔并与第一滑块贯穿螺纹连接,且第一固定螺栓底部与第一滑道的底部内壁相接触,所述第一l形管道的圆周外壁设有第一喉箍。
9.优选地,所述第二面式吸盘包括第二吸盘和第二固定螺栓,第二吸盘的顶部固定连接有相连通的t形管道,且第二风门气缸控制t 形管道的通断,t形管道的圆周外壁固定连接有第二滑动板,所述第二滑动板的底部与第二吸盘的上表面之间固定安装有第二弹簧,且第二弹簧套设在t形管道的圆周外侧,所述第二滑动板的上表面开设有多个第二滑动孔,所述第二固定螺栓穿过第二滑动孔并与第二滑块贯穿螺纹连接,且第二固定螺栓的底部与第二滑道的底部内壁相接触,所述t形管道的圆周外壁设有两个第二喉箍。
10.优选地,所述第三面式吸盘包括第三吸盘和第三固定螺栓,第三吸盘的顶部固定连接有相连通的第二l形管道,且第一风门气缸控制第二l形管道的通断,第二l形管道的圆周外壁固定连接有第三滑动板,所述第三滑动板的底部与第三吸盘的上表面之间固定安装有第三弹簧,且第三弹簧套设在第二l形管道的圆周外侧,所述第三滑动板的上表面开设有多个第三滑动孔,所述第三固定螺栓穿过第三滑动孔并与第三滑块贯穿螺纹连接,且第三固定螺栓的底部与第三滑道的底部内壁相接触,所述第二l形管道的圆周外壁设有第三喉箍。
11.优选地,所述感应机构包括弹性垫块,弹性垫块的顶部固定连接有固定杆,固定杆的圆周外壁固定连接有固定块和感应圈,且感应圈位于固定块的上方,所述固定块的四周固定连接有固定框,且固定框的一侧开设有滑动槽,滑动槽内活动连接有感应器,且两个固定框的一侧分别与第一滑道和第三滑道的一侧固定连接。
12.优选地,所述第一滑道、第二滑道和第三滑道的长度相同。
13.与现有技术相比,本实用新型的有益效果是:
14.1、本实用新型中,通过第一风门气缸和第二风门气缸的配合,吸附大尺寸pcb板时,第一风门气缸控制第一面式吸盘和第二面式吸盘,第二风门气缸控制第三面式吸盘,在吸附小尺寸pcb板时只开启第一风门气缸,因为面式吸盘需要完全吸附板面,否则大量漏气破真空后吸附力度将大幅度衰减,提高装置的实用性;
15.2、本实用新型中,通过三维机械手机构的设置,当使用第一风门气缸和第二风门气缸作为分气盒切换动力,当不同批次pcb板进入设备时,设备依据输送段感应机构确认pcb板尺寸数据,自动判断吸盘组开启数量,依据不同收板工位自动切换定位边,避免了常规手动调节需要对设备进行停机,暂存工位需要旋转定位边达到吸板目的等问题,提高了作业效率;
16.3、本实用新型中,通过第一滑道、第二滑道和第三滑道的设置,在装置使用过程中,能调节第一面式吸盘、第二面式吸盘和第三面式吸盘的位置,之后通过第一固定螺栓、第二固定螺栓和第三固定螺栓对其进行固定,提高装置本体的灵活性。
17.本实用新型结构简单,第一面式吸盘、第二面式吸盘和第三面式吸盘吸附不同大小的pcb板,三维机械手机构依据不同收板工位自动切换定位边,避免了常规手动调节需要对设备进行停机,暂存工位需要旋转定位边达到吸板目的等问题,提高了作业效率,第一滑道、第二滑道和第三滑道对第一面式吸盘、第二面式吸盘和第三面式吸盘进行调节固定。
附图说明
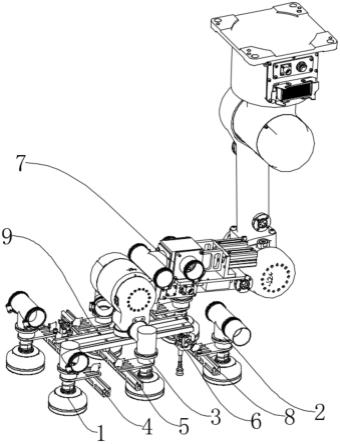
18.图1为本实用新型提出的一种用于收板机面式吸盘自动切换机构的主体结构示意图;
19.图2为本实用新型提出的一种用于收板机面式吸盘自动切换机构的第一面式吸盘结构示意图;
20.图3为本实用新型提出的一种用于收板机面式吸盘自动切换机构的第二面式吸盘结构示意图;
21.图4为本实用新型提出的一种用于收板机面式吸盘自动切换机构的第三面式吸盘结构示意图;
22.图5为本实用新型提出的一种用于收板机面式吸盘自动切换机构的三维机械手机构结构示意图;
23.图6为本实用新型提出的一种用于收板机面式吸盘自动切换机构的感应机构结构示意图。
24.图中:1、第一面式吸盘;101、第一吸盘;102、第一弹簧;103、第一l形管道;104、第一滑动板;105、第一固定螺栓;106、第一喉箍;2、第二面式吸盘;201、第二吸盘;202、第二弹簧;203、第二滑动板;204、t形管道;205、第二喉箍;206、第二固定螺栓;3、第三面式吸盘;301、第三吸盘;302、第三弹簧;303、第二l形管道;304、第三滑动板;305、第三固定螺栓;306、第三喉箍;4、第一滑道;5、第二滑道;6、感应机构;601、弹性垫块;602、固定杆; 603、固定框;604、感应器;605、感应圈;606、固定块;7、三维机械手机构;701、机械臂;702、控制机;703、分气盒;704、第一风门气缸;705、第二风门气缸;8、第三滑道;9、固定板。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
26.实施例一
27.参照图1-图6,一种用于收板机面式吸盘自动切换机构,包括固定板9,固定板9的底部通过螺栓固定有第一滑道4、第二滑道5和第三滑道8,且第一滑道4、第二滑道5和第三滑道8内活动连接有第一滑块、第二滑块和第三滑块,第一滑道4的上表面设有两个第一面式吸盘1,且两个第一面式吸盘1分别位于固定板9的两侧,第二滑道5的上表面设有两个第二面式吸盘2,且两个第二面式吸盘2分别位于固定板9的两侧,第三滑道8的上表面设有两个第三面式吸盘 3,且两个第三面式吸盘3分别位于固定板9的两侧,第一滑道4和第三滑道8的一侧均设有感应机构6,固定板9的上表面设有三维机械手机构7,三维机械手机构7包括机械臂701,机械臂701的底部设有第一风门气缸704和第二风门气缸705,第一风门气缸704
和第二风门气缸705的一侧均设有同一个分气盒703,分气盒703分别和第一面式吸盘1、第二面式吸盘2、第三面式吸盘3通过管道连接,所述分气盒703通过第一风门气缸704控制第一面式吸盘1和第三面式吸盘3气路的通断,所述第二风门气缸705控制第二面式吸盘2气路的通断,分气盒703的一侧设有控制机702,控制机702的底部与固定板9转动连接。
28.实施例二
29.参照图1-图6,本实用新型提供一种新的技术方案:一种用于收板机面式吸盘自动切换机构,包括固定板9,固定板9的底部通过螺栓固定有第一滑道4、第二滑道5和第三滑道8,且第一滑道4、第二滑道5和第三滑道8内活动连接有第一滑块、第二滑块和第三滑块,第一滑道4的上表面设有两个第一面式吸盘1,且两个第一面式吸盘 1分别位于固定板9的两侧,第一面式吸盘1包括第一吸盘101和第一固定螺栓,第一吸盘101的顶部通过螺栓固定有相连通的第一l形管道103,且第一风门气缸704控制第一l形管道103的通断,第一 l形管道103的圆周外壁通过螺栓固定有第一滑动板104,第一滑动板104的底部与第一吸盘101上表面之间固定安装有第一弹簧102,且第一弹簧102套设在第一l形管道103的圆周外侧,第一滑动板 104的上表面开设有多个第一滑动孔,第一固定螺栓105穿过第一滑动孔并与第一滑块贯穿螺纹连接,且第一固定螺栓105底部与第一滑道4的底部内壁相接触,第一l形管道103的圆周外壁设有第一喉箍 106,第二滑道5的上表面设有两个第二面式吸盘2,且两个第二面式吸盘2分别位于固定板9的两侧,第二面式吸盘2包括第二吸盘 201和第二固定螺栓206,第二吸盘201的顶部通过螺栓固定有相连通的t形管道204,且第二风门气缸705控制t形管道204的通断, t形管道204的圆周外壁通过螺栓固定有第二滑动板203,第二滑动板203的底部与第二吸盘201的上表面之间固定安装有第二弹簧202,且第二弹簧202套设在t形管道204的圆周外侧,第二滑动板203 的上表面开设有多个第二滑动孔,第二固定螺栓206穿过第二滑动孔并与第二滑块贯穿螺纹连接,且第二固定螺栓206的底部与第二滑道 5的底部内壁相接触,t形管道204的圆周外壁设有两个第二喉箍 205,第三滑道8的上表面设有两个第三面式吸盘3,且两个第三面式吸盘3分别位于固定板9的两侧,第三面式吸盘3包括第三吸盘 301和第三固定螺栓305,第三吸盘301的顶部通过螺栓固定有相连通的第二l形管道303,且第一风门气缸704控制第二l形管道303 的通断,第二l形管道303的圆周外壁通过螺栓固定有第三滑动板 304,第三滑动板304的底部与第三吸盘301的上表面之间固定安装有第三弹簧302,且第三弹簧302套设在第二l形管道303的圆周外侧,第三滑动板304的上表面开设有多个第三滑动孔,第三固定螺栓305穿过第三滑动孔并与第三滑块贯穿螺纹连接,且第三固定螺栓 305的底部与第三滑道8的底部内壁相接触,第二l形管道303的圆周外壁设有第三喉箍306,通过第一风门气缸704和第二风门气缸705 的配合,吸附大尺寸pcb板时,第一风门气缸704控制第一面式吸盘1和第二面式吸盘2,第二风门气缸705控制第三面式吸盘3,在吸附小尺寸pcb板时只开启第一风门气缸704,因为面式吸盘需要完全吸附板面,否则大量漏气破真空后吸附力度将大幅度衰减,提高装置的实用性,第一滑道4和第三滑道8的一侧均设有感应机构6,感应机构6包括弹性垫块601,弹性垫块601的顶部通过螺栓固定有固定杆602,固定杆602的圆周外壁通过螺栓固定有固定块606和感应圈605,且感应圈605位于固定块606的上方,固定块606的四周通过螺栓固定有固定框603,且固定框603的一侧开设有滑动槽,滑动槽内滑动连接有感应器604,且两个固定框603的一侧分别与第一滑道4和第三滑道8的一侧通过螺栓固定,固定板9的上表面设有三维机械手机构7,三维机
械手机构7包括机械臂701,机械臂701的底部设有第一风门气缸704和第二风门气缸705,第一风门气缸704和第二风门气缸705的一侧均设有同一个分气盒703,分气盒703分别和第一面式吸盘1、第二面式吸盘2、第三面式吸盘3通过管道连接,所述分气盒703通过第一风门气缸704控制第一面式吸盘1和第二面式吸盘2气路的通断,所述第二风门气缸705控制第三面式吸盘3气路的通断,分气盒703的一侧设有控制机702,控制机702的底部与固定板9转动连接,通过三维机械手机构7的设置,当使用第一风门气缸704和第二风门气缸705作为分气盒703切换动力,第一风门气缸704连接两扇风门,每一扇风门控制一排两个面式吸盘的开闭,当不同批次pcb板进入设备时,设备依据输送段感应机构6确认pcb 板尺寸数据,自动判断吸盘组开启数量,依据不同收板工位自动切换定位边,避免了常规手动调节需要对设备进行停机,暂存工位需要旋转定位边达到吸板目的等问题,提高了作业效率,通过第一滑道4、第二滑道5和第三滑道8的设置,在装置使用过程中,能调节第一面式吸盘1、第二面式吸盘2和第三面式吸盘3的位置,之后通过第一固定螺栓105、第二固定螺栓206和第三固定螺栓305对其进行固定,提高装置本体的灵活性,第一滑道4、第二滑道5和第三滑道8的长度相同。
30.工作原理:
31.一、第一种使用情况:通过拧紧第一固定螺栓105、第二固定螺栓206和第三固定螺栓305调整固定第一面式吸盘1、第二面式吸盘 2和第三面式吸盘3,使用装置是大尺寸pcb板进入设备,此时第一风门气缸704和第二风门气缸705打开,第一面式吸盘1、第二面式吸盘2和第三面式吸盘3全部开启,只需要选择靠前端第一面式吸盘 1定位板架位收板或者靠后端定位收暂存位;
32.二、第二种使用情况:小尺寸pcb板进入设备,需要收于板架工位,此时第一风门气缸704气缸打开,其中第二风门气缸705关闭,吸盘组只有第一面式吸盘1,第三面式吸盘3两组接气,靠前端定位收于板架工位即可;
33.三、第三种使用情况:小尺寸pcb板进入设备,需要收于暂存工位,第二风门气缸705气缸打开,另外第一风门气缸704关闭,吸盘组此时只有第二面式吸盘2接气,靠后端定位收于暂存工位即可,关于前端与后端定位释义:三维机械手机构7只能在xz轴平面运动,板架工位需要对接台车所以设置于设备前端,故暂存工位只能设置于设备后端,因为板架与暂存工位放板都需要固定一条底边放置,而两个工位定位边相反,所以需要各自设置定位。
34.然而,如本领域技术人员所熟知的,三维机械手机构7、控制机 702、第一风门气缸704、第二风门气缸705的工作原理和接线方法是司空见惯的,其均属于常规手段或者公知常识,在此就不再赘述,本领域技术人员可以根据其需要或者便利进行任意的选配。
35.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1