一种多种小包装物料混装入大包装的设备的制作方法
1.本实用新型涉及包装领域,具体涉及一种多种小包装物料混装入大包装的设备。
背景技术:
2.组合包装是一种将几种不同类型的品种组合装在一起的包装,它能使各种商品组合集中,便于消费者一次购买多种商品。
3.在组合包装时,由于需要将多个物料装入同一个包装袋中,操作繁琐,使得在组合包装的过程中容易出现物料装入包装袋中失败的情况,从而在成品中容易出现多装或漏装的情况,同时人工进行分拣包装效率低下。
4.申请号:201910898569.7的实用新型专利公开了一种颗粒零食自动包装机,包括供袋封装机构、计量机构以及衔接该计量机构和供袋封装机构的碗提投料机构,实现了计量后的物料由碗提投料机构至供袋封装,自动化生产;其中,供袋封装机构包括储袋装置、转移机械手、封口装置以及输送轨道,输送轨道的袋体输送座包括间距可调的两夹爪,以由夹爪夹持包装袋,最后由开袋装置和撑袋装置实现打开包装袋的开口部,且该过程中,确保了包装袋夹持牢固,顺利实现灌装零食;最后封口装置实现封装;解决了零食小袋包装无法自动化生产的问题。
5.申请号:201921073405.2的实用新型专利公开了一种喜糖自动分拣包装机,包括机箱,所述的机箱内部中空且周围包括一个底板、左右侧板和一个背板,所述的机箱内部底板上表面从前到后依次设有安装座、出料斗和控制箱体,所述的安装座上通过圆形安装凹槽安装有若干个储料斗,所述的出料斗入口宽出口窄,高度与储料斗相同且下方出口端延伸出机箱底板外部,所述的控制箱体固定在背板后方。
6.上述专利存在的缺陷:由于物料之间容易存在重量、体积以及材质等方面上的差异,将物料集中后进行装袋的方式容易出现堵塞的情况,从而导致装袋进程停止,甚至造成漏装或空转的情况。同时,以吸附的方式进行装袋的过程中,对于不同重量的物料其吸附强度也不相同,操作不方便且容易造成分拣的不准确性,从而影响装袋质量。
技术实现要素:
7.本实用新型的目的在于提供一种利于提高工作效率和质量的多种小包装物料混装入大包装的设备。
8.本实用新型解决上述问题所采用的技术方案是:
9.一种多种小包装物料混装入大包装的设备,包括供袋模块、供料模块、装包模块、输送模块以及检验封包模块,供袋模块、输送模块以及检验封包模块依次组合排列形成包装生产线的线体,输送模块用于在水平横向上间歇输送由供袋模块间歇输送出的若干在水平纵向上呈直线排列的包装袋,供料模块位于线体的单侧或双侧,装包模块横跨于线体的正上方,装包模块用于将供料模块输送出的物料装入包装袋内,装包模块包括若干出料单元,出料单元上设有若干呈直线依次排列并连通的出料仓,出料仓上开设有若干出料口,沿
输送模块的输送方向,各出料仓依次将物料从其出料口送入同一排中与出料口相对应的包装袋内。
10.作为上述技术方案的进一步改进,所述装包模块还包括用于将物料输送至各出料仓的输送装置,各出料口和输送装置之间均设有导向通道,出料仓内滑动设置有推块并安装有用于驱动推块移动的直线驱动装置,导向通道的进口位于推块的移动轨迹上。通过直线驱动装置驱动推块直线移动,从而将物料从输送装置上推入导向通道内,并经导向通道输送至出料口,操作方便且保障了装包模块的正常送料,避免了混装过程中出现由于出料仓内缺少物料而导致漏装的情况,利于保障设备的包装质量。
11.作为上述技术方案的进一步改进,所述出料口上设有朝线体竖直向下延伸的送料通道,送料通道的出口位于与其相对应的包装袋的开口的正上方,送料通道内转动设置有若干等间距排布的隔片,隔片通过电机或气缸实现转动,送料通道的中空空间通过隔片分隔成若干用于容纳物料的容纳室。通过隔板将送料通道的中空空间分隔成若干容纳室来容纳物料,使得物料在送料通道内独立存储,利于保障送料通道物料输出的连续性,提高工作效率。
12.作为上述技术方案的进一步改进,所述输送模块包括若干个条形的输送单元,输送单元包括支架以及固定在支架上且呈直线分布的套筒,套筒用于套装包装袋,若干个输送单元呈环绕布置于输送模块的传送机构例如链条传送机构、皮带传动机构上,实现循环移动,输送单元的支架两端安装有导向轮,导向轮滑动安装于定位轨道上,从而利于保证输送单元运动的稳定性。通过套筒的设置,使得包装袋能够被限制于套筒的空腔内,避免了包装袋在输送过程中出现移位的情况,利于保障后续装包模块送料的准确性,提高了设备的包装质量。
13.作为上述技术方案的进一步改进,所述检验封包模块包括称重装置和封包装置。
14.本实用新型与现有技术相比,具有以下优点和效果:
15.本实用新型通过供袋模块、供料模块、装包模块、输送模块以及检验封包模块实现小包装物料混装的流水线作业,利于提升产能,且便于产线升级和产品迭代。
16.同时,通过装包模块的设置,使得设备能够适应不同重量、不同包装材质、不同物料质地、一定尺寸范围内的任意小包装物料混装,利于保障混装的准确性,提高工作效率。
17.进一步的,由于装包模块分批次将同种物料装入同一排的包装袋内,避免了在装袋过程中出现大批量多装或漏装的情况出现,降低了返工作业的工作量,利于保障工作效率。
附图说明
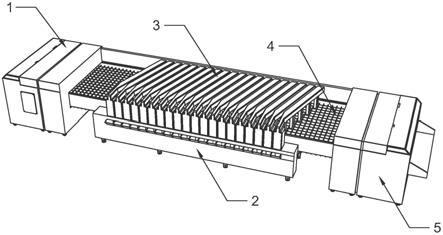
18.图1是本实用新型一种多种小包装物料混装入大包装的设备的结构示意图。
19.图2是本实用新型一种多种小包装物料混装入大包装的设备局部的结构示意图。
20.图3是图1中所示输送模块的结构示意俯视图。
21.图4是图3中所示装包模块局部一的结构示意图。
22.图5是图2中所示输送单元的结构示意图。
23.图6是图5中所示输送单元的结构示意侧视图。
24.图7是图3中所示装包模块局部二的结构示意图。
25.其中,供袋模块1,供料模块2,装包模块3,出料单元31,出料仓32,出料口33,送料通道34,隔片35,容纳室36,输送模块4,输送单元41,支架42,套筒43,导向轮44,检验封包模块5,输送装置61,导向通道62,推块63。
具体实施方式
26.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
27.参见图1-图3,本实施例提供了一种多种小包装物料混装入大包装的设备,包括供袋模块1、供料模块2、装包模块3、输送模块4以及检验封包模块5,供袋模块1、输送模块4以及检验封包模块5依次组合排列形成包装生产线的线体,输送模块4用于在水平横向上间歇输送由供袋模块1间歇输送出的若干在水平纵向上呈直线排列的包装袋,供料模块2位于线体的单侧或双侧,装包模块3横跨于线体的正上方,装包模块3用于将供料模块2输送出的物料装入包装袋内,装包模块3包括若干出料单元31,出料单元31上设有若干呈直线依次排列并连通的出料仓32,出料仓32上开设有若干出料口33,沿输送模块4的输送方向,各出料仓32依次将物料从其出料口33送入同一排中与出料口33相对应的包装袋内。
28.参见图4,所述装包模块3还包括用于将物料输送至各出料仓32的输送装置61,各出料口33和输送装置61之间均设有导向通道62,出料仓32内滑动设置有推块63并安装有用于驱动推块63移动的直线驱动装置,本实施例中,直线驱动装置为双杆气缸,导向通道62的进口位于推块63的移动轨迹上。
29.参见图2、图7,所述出料口33上设有朝线体竖直向下延伸的送料通道34,送料通道34的出口位于与其相对应的包装袋的开口的正上方,送料通道34内转动设置有若干等间距排布的隔片35,隔片35通过电机或气缸实现转动,送料通道34的中空空间通过隔片35分隔成若干用于容纳物料的容纳室36。
30.本实施例中,装包模块中物料的输出方式还可以是推出、夹持放入等。
31.参见图5、图6,所述输送模块4包括若干个条形的输送单元41,输送单元41包括支架42以及固定在支架42上且呈直线分布的套筒43,套筒43用于套装包装袋,若干个输送单元41呈环绕布置于输送模块4的传送机构上,例如链条传送机构、皮带传动机构等,实现循环移动,输送单元41的支架42两端安装有导向轮44,导向轮44滑动安装于定位轨道上。本实施例中,定位轨道固定于输送模块4的传送机构上。
32.本实施例中,所述检验封包模块5包括称重装置和封包装置。
33.综上所述,本实用新型使用方法如下:
34.步骤一:通过供袋模块间歇输出成排的包装袋至输送模块上;
35.步骤二:通过输送模块间歇输送成排的包装袋,且其上的挡板单元和限位架限制包装袋在输送带上的移动,使得包装袋在输送模块上有序排列;
36.步骤三:通过供料模块输出不同的物料至装包模块的对应的出料单元内,然后通过直线驱动装置驱动推块直线移动,使得物料被推块从输送装置上推至导向通道内,并经导向通道输送至出料口,随后通过电机或气缸驱动隔板转动,使得物料落入送料通道的容纳室内,隔板复位;
37.步骤四:通过各出料单元将其上同一种物料通过出料单元上的送料通道依次装入
经过送料通道的正下方的同一排的包装袋内;
38.步骤五:通过检验封包模块中的称重装置对从输送模块上下线的已装包完成的包装袋进行称重检验,检验达标的包装袋通过封包装置进行封包。
39.本说明书中所描述的以上内容仅仅是对本实用新型所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型说明书的内容或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1