一种斜坡口形式的纸袋的制作方法
1.本技术涉及食品与饮料纸袋包装技术领域,更具体地涉及用于食品与饮料包装的一次性使用斜坡口纸基复合包装材料纸袋。
背景技术:
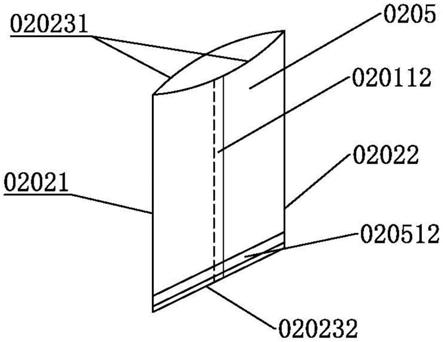
2.公共场所便民饮水区现有常用的一次性使用斜坡口纸基复合包装材料纸袋,从正视纸袋宽度和高度所构成的平面方向观察纸袋,当纸袋呈平状未撑开状态时,如图14所示,纸袋的上口边020231呈与纸袋宽度方向不平行的曲线,纸袋下底边020232依然保持和纸袋宽度方向一致的直线,上口边020231和下底边020232如图14所示所采用不相互平行的不同的线条形式,这种纸袋上口边020231与下底边020232在制作过程中需采取两种不同方向上不同方式的裁切,一种是制作纸袋上口边020231时采取和纸袋宽度方向不平行的曲线裁切,另一种是制作纸袋下底边020232时采取和纸袋宽度方向一致的直线裁切,同一纸袋的制作需采取两种不同方向上不同方式的裁切,尤其当采用纸袋自动化加工成型设备自动化批量制造纸袋时,增加了纸袋制造的工序复杂性和所需裁切装置的复杂性。
技术实现要素:
3.本实用新型目的在于解决上述背景技术中提到的一次性使用斜坡口纸基复合包装材料纸袋上口边020231和下底边020232不平行一致所导致的纸袋制造的工序复杂性和所需裁切装置的复杂性,而对纸袋进行针对性的简化设计从而达到简化纸袋制造的目的。
4.为了实现上述目的,本实用新型采用了如下技术方案:一种斜坡口形式的纸袋,所述纸袋采用具有热封粘结特性的纸基复合包装材料,纸袋内壁面为纸基复合包装材料的具有热封粘结特性的复合层面,所述纸袋成型后包括左边界、右边界、袋体、体封区、上口边、下底边及底封区。所述纸袋的上口边与下底边均采用与纸袋宽度方向不平行的斜向设计,当纸袋呈平状未撑开状态时,从正视纸袋宽度和高度所构成的平面方向观察纸袋,即从所述纸袋的外形正视图观察纸袋,上口边呈与纸袋宽度方向不平行的线条形式,下底边与上口边同呈为与纸袋宽度方向不平行的线条形式,且下底边与上口边平行。
5.优选的,所述纸袋成型所用的纸基复合包装材料为纸基单面具有复合层的纸基复合包装材料。
6.优选的,所述纸袋成型所用的纸基复合包装材料为具有多复合层的纸基复合包装材料或者纸基双面具有复合层的纸基复合包装材料。
7.优选的,当纸袋呈平状未撑开状态时,从正视纸袋宽度和高度所构成的平面方向观察纸袋,即从所述纸袋的外形正视图观察纸袋,上口边和左、右边界相交形成的两个交点假设相连所得虚拟构造直线和左边界或者右边界呈从95度至145度之间的钝角夹角或者从35度至85度之间的锐角夹角。
8.优选的,当纸袋呈平状未撑开状态时,从正视纸袋宽度和高度所构成的平面方向观察纸袋,即从所述纸袋的外形正视图观察纸袋,上口边呈与纸袋宽度方向不平行的斜直
线,纸袋的下底边与上口边平行,且下底边与上口边同呈为与纸袋宽度方向不平行的斜直线。
9.优选的,当纸袋呈平状未撑开状态时,从正视纸袋宽度和高度所构成的平面方向观察纸袋,即从所述纸袋的外形正视图观察纸袋,上口边呈与纸袋宽度方向不平行的曲线,纸袋的下底边与上口边平行,且下底边与上口边同呈为与纸袋宽度方向不平行的曲线。
10.优选的,所述纸袋上设置位置识别标记。
11.优选的,当纸袋呈平状未撑开状态时,从正视纸袋宽度和高度所构成的平面方向观察纸袋,即从所述纸袋的外形正视图观察纸袋,所述纸袋的下底边的部分或者全部和底封区的区域边界线重合。
12.优选的,当纸袋呈平状未撑开状态时,从正视纸袋宽度和高度所构成的平面方向观察纸袋,即从所述纸袋的外形正视图观察纸袋,上口边呈与纸袋宽度方向不平行的斜直线,上口边和左边界或者右边界呈从95度至145度之间的钝角夹角或者从35度至85度之间的锐角夹角,下底边与上口边同呈为与纸袋宽度方向不平行的斜直线,且下底边与上口边平行。
13.优选的,当纸袋呈平状未撑开状态时,从正视纸袋宽度和高度所构成的平面方向观察纸袋,即从所述纸袋的外形正视图观察纸袋,上口边呈与纸袋宽度方向不平行的曲线,上口边和左、右边界相交形成的两个交点假设相连所得虚拟构造直线和左边界或者右边界呈从95度至145 度之间的钝角夹角或者从35度至85度之间的锐角夹角,下底边与上口边同呈为与纸袋宽度方向不平行的曲线,下底边与上口边平行。
附图说明
14.图1为本技术的实施例一—一种斜坡口形式的pla淋膜纸纸袋,所述纸袋沿上口边被撑开时的外形示意图;
15.图2为图1所示的斜坡口形式的pla淋膜纸纸袋,所述纸袋呈平状未撑开状态时的外形正视图;
16.图3为图1所示的斜坡口形式的pla淋膜纸纸袋,所述纸袋在体封区热封粘合成型前,折边所呈现pla淋膜纸交叠的局部示意图;
17.图4为本技术的实施例二—一种斜坡口形式的pla淋膜纸纸袋,在体封区热封粘合成型前,折边所呈现pla淋膜纸重叠的局部示意图;
18.图5为图4所示的斜坡口形式的pla淋膜纸纸袋,其成型完毕后所展现的纸袋呈平状未撑开状态时的外形正视图;
19.图6为本技术的实施例三—一种带色标的斜坡口形式的pla淋膜纸纸袋,在体封区热封粘合成型前,所呈现pla淋膜纸的折边局部示意图;
20.图7为图6所示的带色标的斜坡口形式的pla淋膜纸纸袋,纸袋呈平状未撑开状态时的外形正视图;
21.图8为图6所示的带色标的斜坡口形式的pla淋膜纸纸袋,纸袋沿上口边被撑开时的外形示意图;
22.图9为本技术的实施例四—一种带色标的斜坡口形式的pla淋膜纸纸袋,其上口边与下底边采取s型曲线形式的纸袋呈平状未撑开状态时的外形正视图;
23.图10为本技术的实施例五—一种斜坡口形式的pp淋膜纸纸袋,所述纸袋沿上口边被撑开时的外形示意图;
24.图11为图10所示的斜坡口形式的pp淋膜纸纸袋,所述纸袋呈平状未撑开状态时的外形正视图;
25.图12为图10所示的斜坡口形式的pp淋膜纸纸袋,所述纸袋在热封粘合成型前,所呈现 pp淋膜纸的折边局部示意图;
26.图13为本技术的实施例六—一种斜坡口形式的pp淋膜纸纸袋,所述纸袋呈平状未撑开状态时的外形正视图;
27.图14为背景技术所述的常见斜坡口形式的纸基复合包装材料纸袋呈平状未撑开状态时的外形正视图。
具体实施方式:
28.下面将参考本说明书的所公开实施例和说明附图对本技术的具体实施方式进行描述。应该理解的是,虽然在本技术中使用表示方向的术语,诸如“前”、“后”、“上”、“下”、“左”、“右”、“顶”、“底”、“内”、“外”等用来描述本技术的各种示例结构部分,但是在此使用这些术语只是为了方便说明的目的,基于附图中显示的示例方位而确定的。
29.实施例一
30.图1为本技术的实施例一—一种斜坡口形式的pla淋膜纸纸袋,所述纸袋沿上口边020231 被撑开时的外形示意图,用于示出所述纸袋的整体结构。所述纸袋宽度为70mm,总高度150mm。所述纸袋采用具有热封特性的单面pla淋膜纸,淋膜纸厚度为0.1mm。所述纸袋包括左边界 02021、右边界02022、体封区020112、上口边020231、下底边020232、底封区020512及袋体0205。简要而言,如图1所示,所述纸袋内壁面为pla淋膜层面,左边界02021是所述纸袋由翻折折边线形成的左侧宽度边界,右边界02022是所述纸袋由翻折折边线形成的右侧宽度边界,底封区020512的长度从左边界02021延伸到右边界02022,底封区020512高度内的从左边界02021延伸到右边界02022的所述纸袋所有前后内壁面呈热封粘合密封闭合状态以实现一般纸袋袋底闭合功能,底封区020512将所述纸袋内的上下空间完全分开,所述纸袋在底封区020512之上方的部分为袋体0205,体封区020112呈热封粘合状,经体封区020112的热封粘合使袋体0205体表面呈密封闭合状,上口边020231为所述纸袋的最上端端口并作斜向设计,当上口边020231被撑开时呈开口闭环状的斜坡口,下底边020232为所述纸袋的最下端端口也作斜向设计,当所述纸袋呈平状未被撑开时下底边020232与上口边02023如图2所示同呈斜直线且相互平行,底封区020512靠近下底边020232设置,食物或者饮料可经被撑开的上口边 020231进入袋体0205内并得到暂时储存。下面结合各附图1、2、3对本实施例一所述纸袋所包括各部分进行进一步描述:
31.如图1所示,上口边020231被撑开时呈开口闭环状的斜坡口,一般纸袋为实现储物功能均会在纸袋袋底位置闭合,使放入纸袋的物体被储存在纸袋袋底之上空间内,本实施例中底封区020512的长度从左边界02021延伸到右边界02022,底封区020512高度内的从左边界02021 延伸到右边界02022的所述纸袋所有前后内壁面呈热封粘合密封闭合状态以实现一般纸袋袋底闭合功能,底封区020512将所述纸袋内的上下空间完全分开,所述纸袋在底封区020512 之上方的部分为袋体0205。食品或饮料可经被撑开的上口边020231进入袋
体0205内,因底封区020512的热封粘合密封闭合阻隔,使进入袋体0205的食品或饮料不会直接从下底边020232脱漏下来。底封区020512靠近下口边020232。底封区020512高度为5mm,长度从左边界02021延伸到右边界02022。如图1所示,体封区020112呈热封粘合状,经体封区020112 的热封粘合使袋体0205体表面呈密封闭合状。上口边020231被撑开时,袋体0205也随上口边020231一起被撑开并展现袋体0205内的可储存空间,当食物或者饮料从上口边020231进入纸袋0205内,因袋体0205体表面呈密封闭合,使进入袋体0205内的食品或者饮料不会从袋体0205体表面侧漏出来,体封区020112的具体成型将在图3介绍中进行描述。
32.图2为图1所示的斜坡口形式的pla淋膜纸纸袋,所述纸袋呈平状未被撑开时的外形正视图。左边界02021是所述纸袋由翻折折边线形成的左侧宽度边界,右边界02022是所述纸袋由翻折折边线形成的右侧宽度边界,如图2所示的纸袋外形正视图所见的左边界02021与右边界02022之间的左右方向为所述纸袋的宽度方向,当纸袋处平状未被撑开时,纸袋袋体0205 前后内壁面合拢贴合。如图2所示的外形正视图所见,上口边020231在呈平状未被撑开的情况下呈斜直线,和翻折折边线形成的左边界02021成一个向上倾斜的夹角角度,在本实施中具体左边界02021和上口边020231之间的夹角为116度,换算可得这时上口边020231和所述纸袋的宽度方向呈不平行的26度夹角关系。下底边020232如图2所示在平状状态时也合拢贴合呈斜直线,并与上口边020231平行。如图2所示,下底边020232在所述纸袋高度方向上和底封区020512距离3mm。具体在底封区020512实施热封粘合成型过程中,将底封区020512高度内从左边界02021延伸到右边界02022的所述纸袋所有前后内壁面作热封粘合密封闭合以实现一般纸袋袋底闭合功能,如图2所示,底封区020512热封粘合成型后的区域边界线呈平行四边形,底封区020512区域的上下边界线和上口边020231及下底边020232平行。
33.图3为图1所示的斜坡口形式的pla淋膜纸纸袋,所述纸袋在体封区热封粘合成型前,折边所呈现pla淋膜纸交叠的局部示意图,用于示出体封区020112的具体形成过程。所述纸袋的左边界02021和右边界02022间距为所述纸袋的宽度,具体为70mm。如图3所示,单面pla淋膜纸具有左端02041和右端02042,其面向观察者的一侧为pla淋膜层面,该面最终形成所述纸袋的内壁面,设置左端02041和左边界02021的间距大于5mm,设置右端02042 和右边界02022的间距大于5mm,展开宽度为145mm的pla淋膜纸沿左边界02021和右边界 02022分别朝向观察者的方向翻折,待翻折平整使左端02041和右端02042之间形成5mm宽度的pla淋膜纸交叠区域,在该5mm宽度的pla淋膜纸交叠区域内热封粘合形成体封区 020112,经体封区020112的热封粘合使袋体0205体表面呈密封闭合状,并在袋体0205内形成可储存空间。需要说明是这里pla淋膜纸交叠区域宽度为5mm,但体封区020112的热封粘合宽度可以小于等于5mm,只要经体封区020112的热封粘合使袋体0205体表面呈密封闭合状即可,并不限于整个pla淋膜纸交叠区域宽度都热封粘合。
34.本技术的发明人注意到,如背景技术中所介绍的公共场所便民饮水区现有常用的一次性使用斜坡口纸基复合包装材料纸袋,从正视纸袋宽度和高度所构成的平面方向观察纸袋,当纸袋呈平状未撑开状态时,如图14所示,纸袋的上口边020231呈与纸袋宽度方向不平行的曲线,纸袋下底边020232依然保持和纸袋宽度方向一致的直线,上口边020231和下底边020232如图14所示所采用不相互平行的不同的线条形式,这种纸袋上口边020231与下
底边020232在制作过程中需采取两种不同方向上不同方式的裁切,一种是制作纸袋上口边020231时采取和纸袋宽度方向不平行的曲线裁切,另一种是制作纸袋下底边020232时采取和纸袋宽度方向一致的直线裁切,同一纸袋的制作需采取两种不同方向上不同方式的裁切,尤其当采用纸袋自动化加工成型设备自动化批量制造纸袋时,增加了纸袋制造的工序复杂性和所需裁切装置的复杂性。而本技术的所述纸袋的有益效果:如图1所示,当上口边020231被撑开时呈开口闭环状的斜坡口,暂时储存在袋体内的食物或饮料经斜坡口进入人们口中,仍方便人们将其作为一次性使用纸袋来使用。同时如图2的外形正视图所示,当所述纸袋处平状未被撑开时,上口边 020231和翻折折边线形成的左边界02021成一个向上倾斜夹角角度关系的情况下,设置下底边020232与上口边020231彼此平行。这种下底边020232与上口边020231如图2所示的同时倾斜和彼此平行的设计可以使纸袋在制造成型下底边020232和上口边020231时,仅需采用同一个方向同一种裁切方式,无需再采取如背景技术中所提到的两种不同方向上不同方式的裁切,达到了简化生产线生产工序和简化了裁切装置的效果,尤其是当用纸袋卷作为生产纸袋的直接材料直接通过裁切加工形成纸袋时,对裁切装置的简化效果更加明显。同时如图2外形正视图所示,当所述纸袋处平状未被撑开时,所述纸袋底封区020512区域的上下边界线和上口边020231及下底边020232均平行,减少底封区020512和下底边02023之间的范围,增加了所述纸袋的底封区020512之上袋体0205的可储存空间。
35.当然,本领域技术人员应该知道,本实施例一设置底封区020512目的是使底封区020512 内从左边界02021延伸到右边界02022的所述纸袋所有前后内壁面作热封粘合密封闭合以实现一般纸袋袋底闭合功能,使所述纸袋内的上下空间被底封区020512完全分开。故底封区020512 并不局限于如图2所示的底封区020512热封粘合成型后的区域边界线呈平行四边形的情形,也并不局限于如图2所示的底封区020512区域的上下边界线和所述纸袋的上口边020231平行的情形。
36.同时本领域技术人员应该知道,下底边020232也不局限于图示2所示的和底封区020512 有距离的情形,下底边020232的部分或者全部和底封区020512区域的下边界线重合亦可。
37.本实施例一所述纸袋的成型过程中的翻折设置为基于左端02041和左边界02021的间距大于5mm,右端02042和右边界02022的间距大于5mm的情况。当左端02041和左边界02021 的间距等于5mm,或者右端02042和右边界02022的间距等于5mm时,可参考图6,7,8所示的实施例三。本领域技术人员应该知道的另外一个情形,就是当左端02041和左边界02021 的间距小于5mm,或者右端02042和右边界02022的间距小于5mm的情形,具体举例如右端 02042和右边界02022的间距等于3mm,此时pla淋膜纸如图3方式翻折成型后左端02041 会处在右边界02022之外,这种情况依然可以在pla淋膜纸翻折成型形成的3mm交叠区内沿纸袋的高度方向热封粘合密封形成体封区020112,经体封区020112的热封粘合使袋体0205 体表面呈密封闭合状,并在袋体0205内形成可储存空间。
38.此外本领域技术人员应该知道,本实施中左边界02021和上口边020231设置夹角的目的使上口边020231做和所述纸袋宽度不平行的斜向设计,以便纸袋沿上口边020231被撑开时的时候形成斜坡口来方便人们使用,从图2外形正视图观察,左边界02021和上口边020231之间的夹角也不限于本实施一中的116度,可以为95度至145度之间的任意钝角夹
角,或者为从35度至85度之间的任意锐角夹角。
39.实施例二
40.图4为本技术的实施例二—一种斜坡口形式的pla淋膜纸纸袋,在体封区020113热封粘合成型前,折边所呈现pla淋膜纸重叠的局部示意图。图5为图4所示的斜坡口形式的pla 淋膜纸纸袋,其成型完毕后所展现的纸袋呈平状未撑开状态时的外形正视图。实施例二与实施例一的区别之处在于采用了不同的折边方式。具体为体封区020113热封粘合成型前,参照图 4,面向观察者的一侧为pla淋膜纸的淋膜层面,沿左边界02021和右边界02022朝向观察者的方向翻折pla淋膜纸后,在靠近右端02042处设置与右边界02022平行的折边线02043,折边线02043与右端02042之间的距离为2.5mm,沿折边线02043再次向外翻折右端的pla 淋膜纸,使得折边线02043与右端02042之间的pla淋膜层面朝向观察者,并且在此状态下将pla淋膜纸压平时,折边线02043与右端02042之间的pla淋膜层面与左端02041附近的 pla淋膜层面相对贴合并形成2.5mm宽度的pla淋膜纸重叠区,最后在上述2.5mm宽度pla 淋膜纸重叠区内采用热封粘合形成体封区020113,经体封区020113的热封粘合使袋体0206 体表面呈密封闭合状,并在袋体0206内形成可储存空间。
41.当然本领域技术人员应当知道,本实施例所述纸袋的体封区020113通过在实施例一的基础上增加一道折边线02043设置而形成,本技术的纸袋的体封区也可通过增加一道以上的折边线设置而形成。
42.实施例三
43.图6为本技术的实施例三—一种带色标的斜坡口形式的pla淋膜纸纸袋,在体封区020114 热封粘合成型前,所呈现pla淋膜纸的折边局部示意图。图7为图6所示的带色标的斜坡口形式的pla淋膜纸纸袋,纸袋呈平状未撑开状态时的外形正视图。图8为图6所示的带色标的斜坡口形式的pla淋膜纸纸袋,所述纸袋沿上口边020231被撑开时的外形示意图。实施例三与实施例一的区别之处在于采用了不同的折边方式。具体体封区020114热封粘合成型前,参照图6,沿左边界02021和右边界02022朝向观察者的方向翻折pla淋膜纸,使得pla淋膜纸的右端02042与左边界02021对齐,随后左边界02021与左端02041之间的pla淋膜纸再沿左边界02021向内翻折并压在右端02042附近pla淋膜纸形成pla淋膜纸交叠区域,然后在该pla淋膜纸交叠区域内采用热封粘合以形成体封区020114,经体封区020114的热封粘合使袋体0207体表面呈密封闭合状,并在袋体0207内形成可储存空间。此外,实施例三还在纸袋上设置了位置识别标志。具体地,参照图7,在本实施例中,位置识别标志为色标02081,其设置在袋体0207的外表面,即非pla淋膜层面上。色标02081能够被纸袋自动化加工成型设备上安装的色标传感器可识别,便于自动化加工过程中,可以通过色标02081在底封区 020512和/或下底边020232等加工成型的时候可辅助确定底封区020512和/或下底边020232 等的加工成型位置。在本实施例中,pla淋膜纸纸袋的宽度为70mm,左边界02021与左端 02041之间的距离为5mm,色标02081大小为10mm
×
3mm,色标颜色为黑色。
44.本实施例三和实施例一所不同的有益效果:就是在袋体0207的外表面设置了色标02081,色标02081能够被纸袋自动化加工成型设备上安装的色标传感器可识别,便于自动化加工过程中可以通过色标02081在底封区020512和/或下底边020232等加工成型的时候可辅助确定底封区020512和/或下底边020232等的加工成型位置。
45.当然本领域技术人员应当知道,所述纸袋的翻折顺序,也可允许和实施例三稍不
同,可选择先将左边界02021与左端02041之间的pla淋膜纸沿左边界02021朝向观察者的方向翻折,随后再沿右边界02022朝向观察者的方向翻折右侧pla淋膜纸直至右端02042与左边界02021对齐,使右端02042附近的pla淋膜纸压在前道翻折的左边界02021与左端02041之间的pla淋膜纸面上形成pla淋膜纸材料交叠区,然后在该pla淋膜纸交叠区域内采用热封粘合以也可以形成体封区020114,经体封区020114的热封粘合使袋体0207体表面呈密封闭合状,并在袋体0207内形成可储存空间。
46.实施例四
47.图9为本技术的实施例四—一种带色标的斜坡口形式的pla淋膜纸纸袋,其上口边与下底边采取s型曲线形式的纸袋呈平状未撑开状态时的外形正视图。实施例四与实施例一的区别在于实施例四中的上口边020231和下底边020232为倾斜布置的s型曲线,且上口边020231 和下底边020232相互平行。在本实施例中,上口边020231与下底边020232同为两段半径为95.72mm的圆弧连接而成的s型曲线。左边界02021、右边界02022和实施例一相同均由翻折折边线形成。上口边020231与左边界02021、右边界02022相交形成的两个交点假设相连所得虚拟构造直线和左边界02021之间的夹角为116度。此外,实施例四还在纸袋上设置了位置识别标志,具体地,参照图9,在本实施例中,位置识别标志为色标02081,其设置在袋体0205 的外表面,即非pla淋膜层面上。色标02081能够被纸袋自动化加工成型设备上安装的色标传感器可识别,便于自动化加工过程中,可以通过色标02081在底封区020512和/或下底边 020232等加工成型的时候可辅助确定底封区020512和/或下底边020232等的加工成型位置,色标02081大小为10mm
×
3mm,色标颜色为黑色。
48.本实施例四和实施例一所不同的有益效果:如图9所示,上口边020231和下底边020232 采取倾斜和相互平行的s型曲线,使所述纸袋的外形更美观。此外在袋体0205的外表面设置了色标02081,色标02081能够被纸袋自动化加工成型设备上安装的色标传感器可识别,便于自动化加工过程中可以通过色标02081在底封区020512和/或下底边020232等加工成型的时候可辅助确定底封区020512和/或下底边020232等的加工成型位置。
49.此外,本领域技术人员应该知道,当所述纸袋呈平状未撑开状态时,从正视纸袋宽度和高度所构成的平面方向观察纸袋,即从所述纸袋的外形正视图观察纸袋,上口边020231与下底边020232的设置采用具体斜向设置的线条形式,主要是出于美观考虑,并不限于如图9外形正视图所示的s型曲线。
50.此外,本领域技术人员应该知道,当所述纸袋呈平状未撑开状态时,从正视纸袋宽度和高度所构成的平面方向观察纸袋,即从所述纸袋的外形正视图观察纸袋,如图9所示的上口边020231与下底边020232倾斜且相互平行的s型曲线时,如图9所示的上口边020231与左边界02021、右边界02022相交形成的两个交点假设相连所得虚拟构造直线和左边界02021之间的夹角也并不限于116度。上口边020231与左边界02021、右边界02022相交形成的两个交点假设相连所得虚拟构造直线和左边界02021之间的夹角可以设置为95度至145度之间的任意角度,或者可以为35度至85度之间的任意角度。
51.实施例五
52.图10为本技术的实施例五—一种斜坡口形式的pp淋膜纸纸袋,所述纸袋沿上口边030231 被撑开时的外形示意图,用于示出pp淋膜纸纸袋的整体结构。所述纸袋宽度为70mm,总高度 150mm。所述纸袋采用具有热封特性的单面pp淋膜纸,淋膜纸厚度为0.1mm,所
述纸袋的内壁面为pp淋膜层面。所述纸袋包括左边界03021、右边界03022、体封区030112、上口边030231、下底边030232、底封区030512及袋体0305。
53.如图10所示,当上口边030231被撑开时呈开口闭环状的斜坡口,本实施例中底封区 030512的长度从左边界03021延伸到右边界03022,底封区030512高度内的从左边界03021 延伸到右边界03022的所述纸袋所有前后内壁面呈热封粘合密封闭合状态以实现一般纸袋袋底闭合功能,底封区030512将所述纸袋内的上下空间完全分开,所述纸袋在底封区030512 之上方的部分为袋体0305。食品或饮料可经被撑开上口边030231进入袋体0305内,因底封区030512的热封粘合密封闭合阻隔,使进入袋体0305的食品或饮料不会直接从下底边030232 脱漏下来。底封区030512靠近下口边030232设置。底封区030512高度为5mm,长度从左边界03021延伸至右边界03022。
54.如图10所示,体封区030112呈热封粘合状,靠近左边界03021处,经体封区030112的热封粘合使袋体0305体表面呈密封闭合状。当纸袋沿上口边030231被撑开时,袋体0305也随上口边030231一起被撑开并展现袋体0305内可储存的空间。当食物或者饮料从上口边 030231放入纸袋0305内,袋体0305体表面呈密封闭合状,使食品或者饮料不从袋体0305体表面侧漏出来,体封区030112的具体成型将在图12介绍中进行描述。
55.图11为图10所示的斜坡口形式的pp淋膜纸纸袋,所述纸袋呈平状未被撑开时的外形正视图。如图11所示左边界03021与右边界03022之间的左右方向为所述纸袋的宽度方向。当纸袋呈平状未被撑开状态,纸袋袋体0305的前后内壁面合拢贴合。如图11所示的正视图所见,上口边030231在未呈被撑开平状的情况下呈斜直线,和翻折折边线形成的右边界03022呈一个向下倾斜的夹角角度,在本实施例中具体右边界03022和上口边030231之间的夹角为64 度,换算可得这时上口边030231和纸袋的宽度方向呈不平行的26度的夹角,下底边030232 如图11所示在平状状态时也呈斜直线,并与上口边030231平行。如图11所示,下底边030232 在纸袋高度方向上和底封区030512距离3mm。具体在底封区030512实施热封粘合成型过程中,将底封区030512高度内从左边界03021延伸到右边界03022的所述纸袋所有前后内壁面作热封粘合密封闭合以实现一般纸袋袋底闭合功能,如图11所示,底封区030512热封粘合成型后的区域边界线呈平行四边形,底封区030512区域的上下边界线和上口边030231及下底边 030232平行。
56.图12为图10所示的斜坡口形式的pp淋膜纸纸袋,所述纸袋在热封粘合成型前,所呈现 pp淋膜纸的折边局部示意图,用于示出体封区030112的具体形成过程。如图12所示,展开宽度为140mm的pp淋膜纸具有左端03041和右端03042。沿右边界03022翻折pp淋膜纸,使得左端03041和右端03042重合,在本实施例中,左端03041和右端03042重合后形成左边界03021,随后在靠近左端03041和右端03042重合后形成左边界03021附近的pp淋膜纸材料重叠的一段5mm宽度区域内采用热封粘合形成体封区030112,经体封区030112的热封粘合使袋体0305体表面呈密封闭合状,并在袋体0305内形成可储存空间。
57.本实施例五和实施例一所不同的有益效果:本实施例五只在右边界03022处采用了翻折,左边界03021并不是由翻折折边线形成,左边界03021和体封区030112可经同一工序热封粘合而成型,相比实施例一的纸袋制造工序更简单。
58.当然,本领域技术人员应当知道,从图11中所见,本实施例五中,体封区030112和底封区030512在纸袋左下角存在一个交集区。若体封区030112成型时在该交集区内进行热
封粘合密封,则底封区030512成型时允许底封区030512热封粘合密封的实际长度起点不一定必须在左边界03021处,实际长度起点也可从该交集区内体封区030112成型时实施热封粘合密封的地方开始。
59.同时本领域技术人员也应该知道,如图12沿右边界03022翻折pp淋膜纸时,可接受左端03041和右端03042发生错开不重合情况,比如翻折后左端03041和右端03042错开1mm, 仍可在靠近左端03041和右端03042的翻折后形成的pp淋膜纸材料重叠的一段5mm区间内采取热封粘合形成体封区030112,经体封区030112的热封粘合使袋体0305体表面呈密封闭合状,并在袋体0305内形成可储存空间。
60.实施例六
61.图13为本技术的实施例六—一种斜坡口形式的pp淋膜纸纸袋,所述纸袋呈平状未撑开状态时的外形正视图。实施例六与实施例五的区别之处在实施例六具有两个体封区。具体而言,参照图13,将两片宽度相同的pp淋膜纸的pp淋膜层面相对并贴合,两片pp淋膜纸在左右两侧均重叠对齐形成左边界04021和右边界04022。然后在分别邻靠左边界04021和右边界04022 一段5mm重叠区域内采用热封粘合形成两个体封区040112,经左右两侧体封区040112的热封粘合使袋体0306体表面呈密封闭合状,并在袋体0306内形成可储存空间。在本实施例中, pla淋膜纸纸袋的宽度为70mm,体封区040112的宽度为5mm。
62.尽管参考附图中出示的具体实施方式对本技术了进行描述,但是应当理解,在不背离本技术教导的精神和范围和背景下,本技术的纸袋可以有许多变化形式,并不限于本技术参考附图和所举例的实施例所介绍的情形。比如本领域技术人员也应该知道,本技术的纸袋所采用纸基复合包装材料厚度并不限于实施例所介绍的纸基复合包装材料厚度,又比如采用单面pe淋膜纸代替上述实例中淋膜纸材料;采用麦可门公司的单面coat 95涂层这种具有热封粘合特性的单面涂层纸代替上述实例中淋膜纸材料;采用具有热封粘合特性的多复合层的纸基复合包装材料或纸基双面具有复合层的纸基复合包装材料代替实例中的单面淋膜纸材料等。又比如采用具有热封粘合特性的并利用胶黏剂将纸基和一种或者一种以上其他材料经过一次或者多次复合而成的纸基复合包装材料等等。又比如本实施例六介绍了一种在靠近纸袋左右边界处设置两个体封区,但本领域技术人员也应该知道本技术的纸袋也可包含采用两个以上的体封区,且两个或两个以上的体封区可以设置在纸袋的其他位置,并不限于靠近纸袋左右边界。又比如实施例一的左、右边界线分别通过一次翻折产生的折边线形成,本领域技术人员也应该知道,本技术的纸袋所包含的左、右边界也可以分别为一次以上翻折折边形式。又比如,当本技术的纸袋的左右边界不是由翻折折边线直接形成的,如实施例五的左边界,和实施例六的左边界和右边界,此种情况下的左边界和右边界也不限于本技术中的直线形,其也可以是弧形等形式。又比如本技术的纸袋的左右边界也可以彼此不平行设置等等。又比如实施例一到六所介绍的上口边和下底边的加工成型均采用直接裁切的方式,实际本技术的纸袋的上口边和下底边的加工成型也可先采取在上口边和下底边位置加工形成易撕线,然后沿上口边和下底边所形成的易撕线撕开而产生上口边和下底边等等。本领域技术普通技术人员还将意识到有不同的方式来改变本技术所公开的实施例中的结构细节,均落入本技术和权利要求的精神和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1