一种板材堆放装置的制作方法
1.本实用新型涉及材料加工设备技术领域,特别是涉及一种板材堆放装置。
背景技术:
2.金属复合板板材是由中间的夹层及位于夹层上下两个侧面上的金属板组成。由于其具有很好的力学特性,因此经常被用作屋面板、墙面板和其它装饰板等。
3.现有的金属复合板生产流水线都是带有裁切装置,可以直接裁切成一张张设定规格尺寸的复合板。流水线最后一道工序就是将相同规格尺寸的成品板下料并归集堆放成托,便于后续包装运输。
4.目前,金属复合板的常规堆放方式有两种,一种是人工搬运堆放,缺点是搬运效率低下,耗费人工成本,且人工摆放参差不齐;另一种是采用自动化搬运设备,将成品板从流水线上一一卸下,并堆放在栈板上。但由于成品板是在流水线上由辊道输送至自动化搬运工位的,所以位置总会存在一定误差,造成自动化搬运设备在将成品板从流水线上卸下,并堆放在栈板上时会产生堆放误差,且同样会发生摆放参差不齐的问题。按照现有的下料及堆放方式,一般板与板之间的摆放整齐度误差在1mm~3mm,整托板边缘平行度、垂直度误差将超过3mm累积误差,既不美观,又造成客户后续自动化精加工时还需增加对每张板重新定位的工序。
技术实现要素:
5.本实用新型的目的是为了克服现有技术的不足,提供一种板材堆放装置。
6.本实用新型实现上述目的的一种技术方案是:
7.一种板材堆放装置,包括:
8.导引机构,用于对由上方以水平状态落下的板材的四个角部进行水平方向上的逐渐限制,使板材保持水平状态沿所述导引机构下落;
9.限制机构,相连位于所述导引机构下方,用于对沿所述导引机构下落的板材的水平方向位移进行限制,使板材在受限状态下,保持水平状态沿所述限制机构继续下落;
10.堆放平台,相连位于所述限制机构下方,用于承接沿所述限制机构落下的板材以堆放。
11.进一步地,所述限制机构包括垂直分设于矩形堆放平台的四个角上的限位挡槽,所述导引机构包括分设于所述限位挡槽的上端上,且与所述限位挡槽的上端形成平滑过渡连接的导引槽。
12.进一步地,每个所述限位挡槽包括一个用于限制板材纵向水平移动的第一挡板,和一个用于限制板材横向水平移动的第二挡板,所述第一挡板和所述第二挡板相接成直角。
13.进一步地,所述导引槽包括一个与所述第一挡板的上端形成平滑过渡连接且向外侧逐渐扩张的第一导板,和一个与所述第二挡板的上端形成平滑过渡连接且向外侧逐渐扩
张的第二导板,所述第一导板和所述第二导板相接,且所述第一导板和所述第二导板之间的导板接线与所述第一挡板和所述第二挡板之间的挡板接线在同一平面上平滑相接。
14.进一步地,所述第一导板和所述第二导板为弧形。
15.进一步地,所述第一导板的上端宽度大于所述第一导板的下端宽度,所述第二导板的上端宽度大于所述第二导板的下端宽度,所述第一导板和所述第二导板之间以内侧相接,形成由下向上逐渐外倾且扩大的所述导引槽结构。
16.进一步地,所述第一导板和所述第二导板具有弹性。
17.进一步地,每个所述导引槽及其连接的一个所述限位挡槽以独立状态连接设于所述堆放平台的一个角上。
18.进一步地,所述堆放平台为矩形框架结构,所述框架的内侧上设有平面网格状支架,所述框架的下端上设有支撑结构,使所述框架悬空于地面。
19.进一步地,还包括:起吊台,所述起吊台上设有起落架,所述起落架被配置为能够自所述网格状支架下方上穿,以将板材从其堆放的所述堆放平台上升起脱离。
20.相比现有技术,本实用新型具有以下优点:
21.(1)采用具有外扩的弧形结构的导引槽与竖直的限位挡槽配合,形成对矩形板材四个角部的良好导引,板材自由下落时的位置误差,可通过导引槽和限位挡槽自动收缩误差,能够完全达到客户后续自动化精加工定位的误差要求。
22.(2)采用具有向外侧逐渐扩张的导引槽结构,可以扩大对板材的导向空间,即使板材在下料移动过程中产生一定偏移,也可以通过导引槽加以纠正,确保了堆放时的准确安全作业。
23.(3)将导引槽和对应相连的限位挡槽全都以独立状态安装在堆放平台的角上,不再与其他任何结构相连,使得导引槽因上端处于自由状态而具有一定弹性,并使得限位挡槽也因此具有了微小的弹性摆动能力,从而对下落时的板材的四个角部能够起到自动收缩误差的作用,使每张板材在下落至位于限位挡槽下端的产品堆放平台上时,获得与之前下落的其他板材边缘相齐整的堆放效果。
24.(4)在堆放平台的下端上设置支撑结构,使堆放平台悬空于地面,便于使用叉车对堆放有板材的堆放平台进行整体搬运。
25.(5)通过将带有平面网格状支架的框架结构堆放平台与设有起落架的起吊台配合,可以将板材从其堆放的堆放平台上升起,使吊运变得十分方便。
附图说明
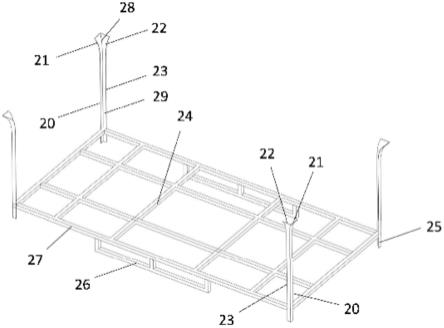
26.图1为本实用新型一较佳实施例的一种板材堆放装置的结构示意图。
具体实施方式
27.为了能更好地对本实用新型的技术方案进行理解,下面通过具体的实施例进行详细的说明。
28.本实用新型的一种板材堆放装置,包括:导引机构,限制机构,以及堆放平台等主要结构组成部分。
29.其中,导引机构用于对由上方以水平状态落下的单张板材(例如金属复合板板材
等)的四个角部进行水平方向上的逐渐限制,使板材保持水平状态沿导引机构下落。
30.在一较佳实施例中,可利用一个带有真空吸盘的机械手组成自动化吸板机,来控制对板材的吸取、释放和移动。例如,自动化吸板机可采用plc自动控制系统,无需人工操作,从而可减少劳动力。通过采用高精度伺服电机对机械手进行精准驱动,并采用无油真空泵、阀等配件用于真空吸盘的管路设计。
31.机械手可受控带动真空吸盘升降及平移,将板材从下料工位转移至堆放平台上方,并将吸取的板材加以释放,使板材以水平状态自由落入导引机构中,并在导引机构引导下滑落到堆放平台上。
32.限制机构相连位于导引机构下方,用于对沿导引机构下落的板材的水平方向位移进行限制,使板材在受限状态下,保持水平状态沿限制机构继续下落至堆放平台上。
33.堆放平台相连位于限制机构下方,用于承接沿限制机构落下的板材加以堆放。
34.请参阅图1。在一较佳实施例中,堆放平台可为矩形框架27结构。
35.在一较佳实施例中,限制机构可包括垂直分设于矩形堆放平台的四个角上的限位挡槽。导引机构可包括分设于限位挡槽的上端上,且与限位挡槽的上端形成平滑过渡连接的导引槽。
36.进一步地,每个限位挡槽可包括一个用于限制板材纵向水平移动的第一挡板20,和一个用于限制板材横向水平移动的第二挡板23,并且,第一挡板20和第二挡板23之间相接成直角。
37.在一较佳实施例中,导引槽可包括一个与第一挡板20的上端形成平滑过渡连接且向外侧延伸并逐渐扩张的弧形第一导板21,和一个与第二挡板23的上端形成平滑过渡且向外侧延伸并逐渐扩张的弧形第二导板22。即第一导板21的上端宽度大于第一导板21的下端宽度,第二导板22的上端宽度大于第二导板22的下端宽度,且第一导板21和第二导板22之间以内侧相接,形成由下向上逐渐外倾且扩大的导引槽结构。
38.并且,第一导板21和第二导板22之间的导板接线28与第一挡板20和第二挡板23之间的挡板接线29也平滑相接,并处于同一坐标平面上。
39.这样,当板材被释放,自上方的定位位置自由水平落下时,板材的四个角部可以对应地被约束在导引槽的上端中,并分别受到来自前后两端的两对第一导板21的纵向(x轴向)距离限制,和受到来自左右两侧的两对第二导板22的横向(y轴向)距离限制,并在第一导板21和第二导板22的适当弹性作用下,使板材的四个角部被逐渐引导至第一导板21和第二导板22之间的导板接线28处,并顺着第一导板21和第二导板22之间的导板接线28和第一挡板20和第二挡板23之间的挡板接线29向下以基本水平的状态滑落。
40.在一较佳实施例中,限位挡槽和导引槽可采用金属材料制作而成。
41.在一较佳实施例中,每个导引槽和对应相连的一个限位挡槽,以独立状态连接设于堆放平台的一个角上。即设于堆放平台上的任意一个导引槽及其连接的限位挡槽,都不再与其他任何结构相连。
42.这样,第一导板21和第二导板22将因上端处于自由状态而具有一定弹性。并且,第一挡板20和第二挡板23也因此具有了微小的弹性摆动能力。在板材下落过程中,第一挡板20和第二挡板23将受到第一导板21和第二导板22的弹性作用带动,而产生一定振动,从而对下落时的板材的四个角部起到自动收缩误差的作用,使每张板材在下落至位于限位挡槽
下端的产品堆放平台上时,获得与之前下落的其他板材边缘相齐整的堆放效果。
43.请参阅图1。在一较佳实施例中,堆放平台可为矩形框架27结构,且框架29上可设有平面网格状支架24。同时,在框架27的下端上设有支撑结构,使框架27悬空于地面。
44.在一较佳实施例中,支撑结构可包括分设于堆放平台四个角部下端上的撑脚25。
45.在一较佳实施例中,撑脚25下端上可设有调节螺栓。
46.在一较佳实施例中,在框架27左右两侧的下端上还可设有托架26。
47.在利用叉车搬运整托板材时,可以通过托架26的空间将堆放平台悬空的矩形框架27结构顺利叉起。
48.在一较佳实施例中,堆放平台可采用金属材料制作而成。
49.在一较佳实施例中,还包括设置一个起吊台,在起吊台上设有起落架。当将堆放平台连同板材一起叉起或吊起至起吊台上放下时,起吊台上地起落架能够从框架结构的堆放平台的网格状支架24的下方向上穿出,使得板材从其堆放的堆放平台上升起,并与堆放平台相脱离。这样,即可将板材与堆放平台分离加以捆包及吊运,使堆放平台得以回收循环利用。
50.在一较佳实施例中,由四个限位挡槽内周围成的矩形长宽尺寸标准,与板材尺寸标准之间的误差控制在0.5mm~+1.0mm范围内。
51.在一较佳实施例中,堆放平台的矩形框架27长宽尺寸标准,与板材尺寸标准之间的误差控制在0.0mm~+0.5mm范围内。
52.在一较佳实施例中,导引槽的弧形第一导板21和弧形第二导板22的圆弧长可为20mm,且向外侧延伸的角度可为25度~30度。
53.当真空电磁阀关断真空蓄能器对真空吸盘之间的连接,令例如金属复合板板材从真空吸盘上落到产品堆放平台上时,受自由落体重力影响和导引槽的圆弧向外设计,自动化吸板机每次吸板堆放时产生的金属复合板之间1mm~3mm位置误差,可由金属复合板沿导引槽圆弧向限位挡槽内侧自由落体自动收缩误差,从而使得相邻两张金属复合板之间的摆放整齐度误差,可以控制在0.5mm以内,整托板边缘平行度、垂直度累积误差可控制在1.0mm以内。整托板目测整齐平整,完全达到客户后续自动化精加工定位误差要求。
54.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本实用新型,而并非用作为对本实用新型的限定,只要在本实用新型的实质精神范围内,对以上实施例的变化、变型都将落在本实用新型的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1