一种用于运送聚苯乙烯保温板的输送装置的制作方法
1.本技术涉及聚苯乙烯保温板生产技术的领域,尤其是涉及一种用于运送聚苯乙烯保温板的输送装置。
背景技术:
2.聚苯乙烯保温板是由含有挥发性液体发泡剂的可发性聚苯乙烯珠粒,经加热预发后在模具中加热成型的白色物体,其具有微细闭孔的结构特点,主要用于建筑墙体、屋面保温、复合板的保温,冷库、车辆的保温隔热。
3.在聚苯乙烯保温板的生产过程中,原料经过预发、熟化、成型后,需要将成型的聚苯乙烯大板块送入养护室进行养护。将聚苯乙烯大板放置在输送小车上,操作人员将输送小车推动至养护室内进行放置。
4.针对上述中的相关技术,发明人认为通过操作人员手动将输送下车推动至养护室内,操作人员的劳动强度较大。
技术实现要素:
5.为了减轻操作人员的劳动强度,本技术提供一种运送聚苯乙烯保温板的输送装置。
6.本技术提供的一种运送聚苯乙烯保温板的输送装置采用如下的技术方案:
7.一种运送聚苯乙烯保温板的输送装置,包括输送小车、第一轨道以及滑动设置在第一轨道上的输送台,所述输送台上设置有供输送小车移动的第二轨道,所述输送台上还设置有固定组件以及驱动组件,所述固定组件用于将输送小车固定在输送台上,所述驱动组件用于驱动输送台沿第一轨道的长度方向进行移动,所述第一轨道的一侧设置有卸料组件,所述卸料组件用于将输送台上输送小车移动出输送台。
8.通过采取上述技术方案,操作人员驱动输送小车沿第二轨道移动至输送台上,利用固定组件将输送小车固定在输送台上,通过驱动组件驱动输送台沿第一轨道的长度方向移动至养护室内;再驱动固定组件将输送小车松开,利用卸料组件将输料小车移动出输送台并移动至养护室内;从而不需要操作人员手动将输送小车推送至养护室内,减轻了操作人员的劳动强度。
9.可选的,所述输送台的底部设置有多个滚轮,多个所述滚轮与第一轨道滑动配合,所述驱动组件与滚轮相连接且用于驱动滚轮沿第一轨道移动。
10.通过采取上述技术方案,驱动组件驱动滚轮在第一轨道上进行滚动,从而驱动输送台沿第一轨道的长度方向进行移动,达到便于驱动输送台在第一轨道上进行移动的效果。
11.可选的,所述驱动组件包括驱动电机、主动锥齿轮以及从动锥齿轮,多个所述滚轮两两相对设置,且相对的两个所述滚轮之间连接设置有转轴,所述转轴转动设置在输送台的底部,所述驱动电机设置在输送台上,所述主动锥齿轮同轴线固定连接在驱动电机的输
出轴上,所述从动锥齿轮同轴线设置在转轴上,所述主动锥齿轮与从动锥齿轮相啮合。
12.通过采取上述技术方案,启动驱动电机,驱动电机的输出轴带动主动锥齿轮进行转动,从而带动与主动锥齿轮相啮合的从动锥齿轮进行转动,进而带垫片能够滚轮进行转动,达到便于驱动滚轮进行转动的效果。
13.可选的,所述固定组件包括第一气缸以及夹持部,所述夹持部设置在输送台的上板面上,所述输送小车的下板面上设置有横梁,所述第一气缸的活塞杆与夹持部相连,所述第一气缸用于驱动夹持部对横梁进行固定。
14.通过采取上述技术方案,启动第一气缸,第一气缸的活塞杆伸出或收回,从而带动夹持部打开或关闭,达到便于对输送小车进行固定的效果。
15.可选的,所述夹持部包括安装块、第一夹板以及第二夹板,所述第一夹板与第二夹板均转动设置在安装块上,所述第一夹板的一端设置有双耳铰接座,所述第二夹板的一端设置有铰接块,所述铰接块位于双耳铰接座之间且铰接座上开设有腰形孔,所述双耳铰接座之间设置有连接杆,所述连接杆穿过腰形孔,所述第一气缸的活塞杆与第一夹板相连接。
16.通过采取上述技术方案,第一气缸驱动第一夹板在安装块上转动,第一夹板转动时,连接杆在腰形孔内移动并带动第二夹板转动,从而驱动第一夹板与第二夹板相对转动,从而便于对输送小车上的横梁进行夹持固定。
17.可选的,所述卸料组件包括第二气缸,所述第二气缸的活塞杆朝向第一轨道延伸。
18.通过采取上述技术方案,当输送台移动至目的位置后,启动第二气缸,第二气缸的活塞杆伸出,推动输送小车移动至输送台以外,从而达到便于将输送小车从输送台上卸下的效果。
19.可选的,所述输送台的一侧设置有接近开关,所述接近开关与驱动电机电连接。
20.通过采取上述技术方案,当输送小车完全移动至输送台上时,接近开关启动驱动电机,带动输送台进行移动,只有当输送小车完全移动至输送台上后,输送台才进行移动。
21.可选的,所述输送台的一侧设置有光电传感器与控制器,所述光电传感器与控制器电连接,所述控制器与驱动电机电连接。
22.通过采取上述技术方案,光电传感器用于采集输送台上聚苯乙烯板的光电信号并传输至控制器,当输送台上有聚苯乙烯板时,控制器启动驱动电机,驱动电机驱动输送台朝向养护室内移动;当输送台上没有聚苯乙烯板时,控制器启动驱动电机,驱动电机驱动输送台离开养护室;从而达到便于驱动输送台进行移动的效果。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.操作人员只需将输送小车沿第二轨道移动至输送台上,利用固定组件将输送小车固定在输送台上,通过驱动组件驱动输送台沿第一轨道的长度方向移动至养护室内;再驱动固定组件将输送小车松开,利用卸料组件将输料小车移动出输送台并移动至养护室内;从而不需要操作人员手动将输送小车推送至养护室内,减轻了操作人员的劳动强度;
25.2.在输送台的上板面上设置有第一气缸与夹持部,第一气缸驱动夹持部对输送小车进行固定,从而便于将输送小车固定在输送台上。
附图说明
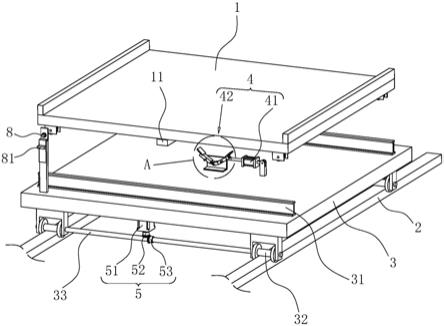
26.图1是本技术实施例的结构示意图。
27.图2是用于展示本技术实施例中输送台的爆炸图。
28.图3是图2中a部放大图。
29.附图标记说明:
30.1、输送小车;11、横梁;2、第一轨道;3、输送台;31、第二轨道;32、滚轮;33、转轴;4、固定组件;41、第一气缸;42、夹持部;421、安装块;4211、安装槽;422、第一夹板;4221、双耳铰接座;4222、连接杆;423、第二夹板;4231、铰接块;4232、腰形孔;5、驱动组件;51、驱动电机;52、主动锥齿轮;53、从动锥齿轮;6、卸料组件;61、第二气缸;7、接近开关;8、光电传感器;81、控制器。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种运送聚苯乙烯保温板的输送装置,参照图1和图2,一种运送聚苯乙烯保温板的输送装置包括输送小车1、第一轨道2以及滑动安装在第一轨道2上的输送台3,在养护室的地面上开设有槽体,第一轨道2沿槽体的长度方向安装在槽体的底部,在输送台3上垂直于第一轨道2的长度方向安装有第二轨道31,第二轨道31用于供输送小车1移动。在输送台3的上表面安装有固定组件4与驱动组件5,固定组件4用于将输送小车1固定在输送台3上,驱动组件5用于驱动输送台3沿第一轨道2的长度方向进行移动,第一轨道2延伸至养护室内,在养护室内且位于第一轨道2的一侧安装有多个卸料组件6。
33.驱动输送小车1沿输送台3上的第二轨道31进入输送台3上,利用固定组件4将输送小车1固定在输送台3上,通过驱动组件5驱动输送台3沿第一轨道2的长度方向进行移动,输送台3移动至养护室内,通过卸料组件6将输送小车1移动至养护室内。
34.参照图1和图2,在输送台3的底部四角处均转动安装有滚轮32,滚轮32卡接在第一轨道2上且沿第一轨道2的长度方向进行滚动,两个相正对的滚轮32之间通过转轴33连接。驱动组件5包括驱动电机51、主动锥齿轮52以及从动锥齿轮53,驱动电机51通过螺栓安装在输送台3的下板面上,驱动电机51的输出轴朝向转轴33延伸,主动锥齿轮52同轴线安装在驱动电机51的输出轴上,从动锥齿轮53同轴线固定安装在转轴33上,主动锥齿轮52与从动锥齿轮53相啮合。
35.启动驱动电机51,驱动电机51的输出轴带动主动锥齿轮52进行转动,从而带动与主动锥齿轮52相啮合的从动锥齿轮53转动,进而带动转轴33进行转动,驱动滚轮32在第一轨道2上滚动,从而驱动输送台3沿第一轨道2的长度方向进行移动。
36.参照图2和图3,在输送小车1的下板面上固定连接有横梁11,固定组件4包括第一气缸41以及夹持部42,夹持部42包括安装块421、第一夹板422以及第二夹板423,安装块421固定安装在输送台3的上板面上,在安装块421上沿安装块421的长度方向开设有安装槽4211,第一夹板422与第二夹板423相对转动安装在安装块421上,且第一夹板422与第二夹板423均部分位于安装槽4211内;第一夹板422位于安装槽4211内的一端固定安装有双耳铰接座4221,第二夹板423位于安装槽4211内的一端固定安装有铰接块4231,铰接块4231上沿铰接块4231的长度方向开设有腰形孔4232,铰接块4231位于双耳铰接座4221之间,在双耳铰接座4221之间连接安装有连接杆4222,连接杆4222穿过腰形孔4232。第一气缸41的缸体与输送台3的上表面相铰接,第一气缸41的活塞杆末端与第一夹板422位于安装槽4211外的
一端相铰接。
37.对输送小车1底部的横梁11进行夹紧时,启动第一气缸41,第一气缸41的活塞杆伸出,驱动第一夹板422进行转动,第一夹板422转动时连接杆4222在腰形孔4232内进行移动并带动第二夹板423转动,此时第一夹板422与第二夹板423相对转动靠近,从而对输送小车1上的横梁11进行夹持固定;当松开输送小车1时,启动第一气缸41,第一气缸41的活塞杆收回,驱动第一夹板422转动,第二夹板423也随之进行转动,此时第一夹板422与第二夹板423相互转动并远离,从而开输送小车1上的横梁11。
38.参照图1,卸料组件6包括第二气缸61,第二气缸61的长度方向垂直于第一轨道2的长度方向且第二气缸61的活塞杆朝向第一轨道2进行延伸,在第二气缸61的活塞杆的末端固定连接有垫片。
39.参照图1,在输送台3的一侧安装有接近开关7,接近开关7与驱动电机51电连接,接近开关7位于输送小车1所在水平面;在输送台3上与接近开关7相对的一侧安装有光电传感器8与控制器81,光电传感器8与控制器81电连接,控制器81与驱动电机51电连接。根据输送小车1的长度调试接近开关7的感应距离与感应范围,当输送小车1完全进入输送台3上后,接近开关7启动驱动电机51,驱动电机51带动输送台3沿第一轨道2的长度方向进行移动;光电传感器8用于采集输送台3上聚苯乙烯板的光学信号,并将光学信号传输至控制器81,控制器81控制驱动电机51正反转;当光电传感器8采集到输送台3上的聚苯乙烯板的光学信号时,控制器81启动驱动电机51,驱动输送台3朝向养护室内进行移动;当光电传感器8未采集到输送台3上的聚苯乙烯板的光学信号时,控制器81启动驱动电机51,驱动输送台3移动出养护室,对后续需移动至养护室内的输送小车1进行装载。
40.本技术实施例一种运送聚苯乙烯保温板的输送装置的实施原理为:将输送小车1沿第二轨道31移动至输送台3上,启动第一气缸41,第一气缸41驱动第一夹板422与第二夹板423相对转动并将输送小车1底部的横梁11夹紧固定,启动驱动电机51,驱动电机51驱动输送台3沿第一轨道2的长度方向进行移动,输送台3移动至养护室内后,启动第二气缸61,第二气缸61的活塞杆伸出并驱动输送小车1移动至养护室内。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1