一种具有自动补料装置的连接器生产设备的制作方法
1.本实用新型涉及连接器生产领域,具体为一种具有自动补料装置的连接器生产设备。
背景技术:
2.电连接器除了要满足一般的性能要求外,特别重要的要求是电连接器必须达到接触良好,工作可靠,维护方便,圆形电连接器由于自身结构的特点在军事装备上(航空、航天)用量最大,矩形电连接器由于其结构简单更多的是用于电子设备的印制线路板上。
3.现有的连接器生产设备,常见问题有:现有电连接器形状规格各异,作为应用面广泛的矩形电连接器,其在生产加工过程中,现有设备无法对其进行排列及排序,进而无法为后续自动补料装置提供相同朝向的物料前提。
技术实现要素:
4.本实用新型的目的在于提供一种具有自动补料装置的连接器生产设备,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:包括转盘和上料机构,所述转盘中部转动安装有轴杆,且转盘顶部设置有排料杆,所述转盘盘面右侧设置有料仓,且料仓底部开口端与转盘盘面相连通,所述转盘顶部圆周面开设有通道,用于连接器排列上料的所述上料机构安装于转盘顶部端面,所述上料机构包括抬升带、转辊、侧板和凸台,所述抬升带两侧转动安装有转辊,且抬升带左侧开口端通过通道与转盘相连通,所述抬升带两侧对称安装有侧板,且侧板中部顶端固定安装有凸台。
6.进一步的,所述上料机构还包括视觉识别器、气缸和推料杆,所述凸台左侧设置有视觉识别器,且凸台右侧设置有气缸,所述气缸底部输出端连接有推料杆。
7.进一步的,所述上料机构还包括缺口、斜导板和回料板,所述侧板中部底端开设有缺口,且缺口底部连接有倾斜向下的斜导板,所述斜导板左侧连接有回料板,且斜导板通过回料板与转盘相连通。
8.进一步的,所述抬升带右侧末端连接有平送带,且平送带中部两侧对称安装有扭簧,所述扭簧底部内侧转动连接有承接板。
9.进一步的,所述平送带底部连接有用于间歇送料的排序机构,所述排序机构包括底料带和挡块,所述底料带中部左侧固定安装有挡块,且底料带输入端与平送带末端相连通。
10.进一步的,所述排序机构还包括顶料带和挡板,所述底料带中部顶端固定安装有倾斜向下的顶料带,且顶料带倾斜末端与底料带相连通,所述顶料带两侧对称安装有挡板。
11.进一步的,所述排序机构还包括贯穿槽,所述顶料带中部左侧开设有贯穿槽,且贯穿槽延伸长度超过顶料带一半宽度,所述贯穿槽开设高度与挡块高度相一致。
12.与现有技术相比,本实用新型的有益效果是:解决现有电连接器形状规格各异,作
为应用面广泛的矩形电连接器,其在生产加工过程中,现有设备无法对其进行排列及排序,进而无法为后续自动补料装置提供相同朝向的物料前提的技术问题,提供一种具有自动补料装置的连接器生产设备,通过振动盘的设置,无需提前对物料进行整理排序,即可在后续的输送环节,自动实现连接器物料的间歇排序,对倒置物料进行排除二次输送,并在后续实现连接器物料的同朝向排序。
13.1.本实用新型通过上料机构的设置,料仓内的杂乱连接器物料在重力作用下自然落入转盘内,轴杆带动转盘旋转,在排料杆的作用下连接器物料经由通道进入抬升带,抬升带受转辊驱动在两侧侧板限制下抬升连接器物料,视觉识别器识别出正面朝下的连接器物料,由气缸驱使推料杆将覆盖的连接器物料推入缺口,连接器经由斜导板及回料板落回转盘得到二次输送,保证连接器物料以同样摆放位置的输送;
14.2.本实用新型通过平送带的设置,连接器物料由抬升带末端进入平送带,进入扭簧所处区域后,受到承接板的承接暂停输送,待后续的连接器物料对前者挤压时,前者克服扭簧的弹力使得承接板展开并通过,通过承接板的设置,用简单的机械结构与原理,实现连接器的间歇送料,有效降低企业振动盘的研发和使用成本;
15.3.本实用新型通过排序机构的设置,正常横直排列的连接器物料,其长度大于顶料带中部贯穿槽开设尺寸,故而当连接器物料以正常摆向通过时可以正常由顶料带末端通入底料带得到继续输送,然而当连接器物料以竖直方向排列时,因贯穿槽延伸长度超过顶料带一半宽度,故而在重力作用下连接器物料偏离重心,受到挡块阻碍后翻转落入底部底料带,使得连接器物料以正确的横直摆放姿态进行后续输送,通过排序机构的设置,保障连接器物料的摆放朝向始终一致,有利于后续加工环节的定位,适用性更强。
附图说明
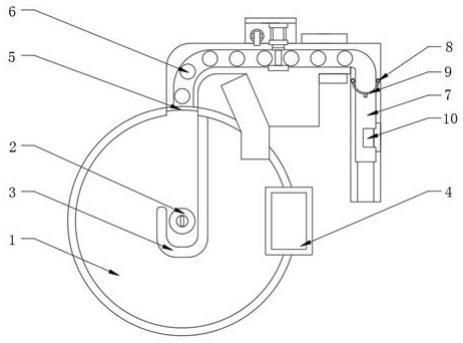
16.图1为本实用新型整体俯视结构示意图;
17.图2为本实用新型上料机构俯视结构示意图;
18.图3为本实用新型排序机构俯视结构示意图;
19.图4为本实用新型排序机构正视结构示意图。
20.图中:1、转盘;2、轴杆;3、排料杆;4、料仓;5、通道;6、上料机构;601、抬升带;602、转辊;603、侧板;604、凸台;605、视觉识别器;606、气缸;607、推料杆;608、缺口;609、斜导板;610、回料板;7、平送带;8、扭簧;9、承接板;10、排序机构;1001、底料带;1002、挡块;1003、顶料带;1004、挡板;1005、贯穿槽。
具体实施方式
21.如图1-2所示,包括转盘1和上料机构6,转盘1中部转动安装有轴杆2,且转盘1顶部设置有排料杆3,转盘1盘面右侧设置有料仓4,且料仓4底部开口端与转盘1盘面相连通,转盘1顶部圆周面开设有通道5,用于连接器排列上料的上料机构6安装于转盘1顶部端面,上料机构6包括抬升带601、转辊602、侧板603和凸台604,抬升带601两侧转动安装有转辊602,且抬升带601左侧开口端通过通道5与转盘1相连通,抬升带601两侧对称安装有侧板603,且侧板603中部顶端固定安装有凸台604,上料机构6还包括视觉识别器605、气缸606和推料杆607,凸台604左侧设置有视觉识别器605,且凸台604右侧设置有气缸606,气缸606底部输出
端连接有推料杆607,上料机构6还包括缺口608、斜导板609和回料板610,侧板603中部底端开设有缺口608,且缺口608底部连接有倾斜向下的斜导板609,斜导板609左侧连接有回料板610,且斜导板609通过回料板610与转盘1相连通,料仓4内的杂乱连接器物料在重力作用下自然落入转盘1内,轴杆2带动转盘1旋转,在排料杆3的作用下连接器物料经由通道5进入抬升带601,抬升带601受转辊602驱动在两侧侧板603限制下抬升连接器物料,视觉识别器605识别出正面朝下的连接器物料,由气缸606驱使推料杆607将覆盖的连接器物料推入缺口608,连接器经由斜导板609及回料板610落回转盘1得到二次输送,保证连接器物料以同样摆放位置的输送,抬升带601右侧末端连接有平送带7,且平送带7中部两侧对称安装有扭簧8,扭簧8底部内侧转动连接有承接板9,连接器物料由抬升带601末端进入平送带7,进入扭簧8所处区域后,受到承接板9的承接暂停输送,待后续的连接器物料对前者挤压时,前者克服扭簧8的弹力使得承接板9展开并通过,实现连接器的间歇送料。
22.如图3-4所示,平送带7底部连接有用于间歇送料的排序机构10,排序机构10包括底料带1001和挡块1002,底料带1001中部左侧固定安装有挡块1002,且底料带1001输入端与平送带7末端相连通,排序机构10还包括顶料带1003和挡板1004,底料带1001中部顶端固定安装有倾斜向下的顶料带1003,且顶料带1003倾斜末端与底料带1001相连通,顶料带1003两侧对称安装有挡板1004,排序机构10还包括贯穿槽1005,顶料带1003中部左侧开设有贯穿槽1005,且贯穿槽1005延伸长度超过顶料带1003一半宽度,贯穿槽1005开设高度与挡块1002高度相一致,正常横直排列的连接器物料,其长度大于顶料带1003中部贯穿槽1005开设尺寸,故而当连接器物料以正常摆向通过时可以正常由顶料带1003末端通入底料带1001得到继续输送,然而当连接器物料以竖直方向排列时,因贯穿槽1005延伸长度超过顶料带1003一半宽度,故而在重力作用下连接器物料偏离重心,受到挡块1002阻碍后翻转落入底部底料带1001,使得连接器物料以正确的竖直摆放姿态进行后续输送。
23.工作原理:在使用该一种具有自动补料装置的连接器生产设备时,料仓4内的杂乱连接器物料在重力作用下自然落入转盘1内,轴杆2带动转盘1旋转,在排料杆3的作用下连接器物料经由通道5进入抬升带601,抬升带601受转辊602驱动在两侧侧板603限制下抬升连接器物料,视觉识别器605识别出正面朝下的连接器物料,由气缸606驱使推料杆607将覆盖的连接器物料推入缺口608,连接器经由斜导板609及回料板610落回转盘1得到二次输送,连接器物料由抬升带601末端进入平送带7,进入扭簧8所处区域后,受到承接板9的承接暂停输送,待后续的连接器物料对前者挤压时,前者克服扭簧8的弹力使得承接板9展开并通过,正常横直排列的连接器物料,其长度大于顶料带1003中部贯穿槽1005开设尺寸,故而当连接器物料以正常摆向通过时可以正常由顶料带1003末端通入底料带1001得到继续输送,然而当连接器物料以竖直方向排列时,因贯穿槽1005延伸长度超过顶料带1003一半宽度,故而在重力作用下偏离重心,受到挡块1002阻碍后翻转落入底部底料带1001,使得连接器物料以正确的竖直摆放姿态进行后续输送。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1