一种具有防护功能的奶制品生产线用传输装置的制作方法
1.本技术涉及奶制品生产线的领域,尤其是涉及一种具有防护功能的奶制品生产线用传输装置及包含该防护装置的传输装置。
背景技术:
2.目前,含乳饮料是指以鲜乳或乳制品为原料,经发酵或未经发酵加工制成的制品。含乳饮料分为配制型含乳饮料和发酵型含乳饮料。配制型含乳饮料是以乳或乳制品为原料,加入水、白砂糖、甜味剂、酸味剂、果汁、茶、咖啡、植物提取液等的一种或几种调制而成的饮料。
3.在工厂生产过程中,各种原料经过一系列的处理工艺后,得到饮料,然后将饮料灌装至饮料盒内,得到产品。遇到非单瓶销售的产品时,通常要先将批量的产品分成相应的规格(如6个产品为一组),按顺序在输出传送带上传输,经由推动件将同一组的产品推送到通往膜包机的输入传送带上,然后进行包装,从而方便运输与销售。
4.推动件推动产品时,力度不稳定,难以控制。当调小推动件的推力时,常出现没将产品推到位,导致在膜包机入口卡机爆奶,通常通过调大推动件的推力来解决该问题。但是当调大推动件的推力后,由于力度不稳定,容易将产品从输入传送带推飞。因此,还有待改善。
技术实现要素:
5.为了提高产品进入输入传送带的位置准确度,本技术提供一种具有防护功能的奶制品生产线用传输装置。
6.本技术提供的一种具有防护功能的奶制品生产线用传输装置,采用如下的技术方案:
7.一种具有防护功能的奶制品生产线用传输装置,包括输入传送带、输出传送带、校准对齐件和推动件,所述输入传送带与输出传送带之间存在换道区,所述校准对齐件设置在输出传送带上,所述推动件设置在输出传送带一侧,所述推动件用于推动产品在换道区处从输出传送带移动至输入传送带;传输装置还包括安装组件和压板,安装组件设置在输入传送带上,压板与安装组件连接,压板位于换道区上方,压板用于与产品顶部抵接。
8.通过采用上述技术方案,推动件将产品从输出传送带推到输入传送带上,推动的过程中,压板与产品顶部抵接,产生摩擦力,缓解了推动件推力过大的情况,且压板的设置减少了产品从上方飞离的情况。
9.被推动件同时推动的若干产品即为一组,在压板的防护下进入到输入传送带上,然后运输到膜包机处包装。该结构简单实用,可以有效提高产品进入输入传送带的位置精准度,提高产品的打包效率。
10.可选的,所述校准对齐件设置在输出传送带的末端,所述推动件设置在输出传送带远离输入传送带的一侧,所述推动件用于推动产品在换道区沿与输出传送带传输方向相
垂直的方向移动。
11.通过采用上述技术方案,进一步限定校准对齐件、推动件的位置,产品从输出传送带推到输入传送带时,产品被推到安装组件即停止移动,即安装组件除了为压板提供安装位置外,还起到定位产品的作用。
12.可选的,所述安装组件包括安装板和若干根加强杆,所述安装板设置在输入传送带的一侧,所述加强杆与安装板连接,所述压板与加强杆连接。
13.通过采用上述技术方案,产品被推动时,产品对压板产生较大的作用力,加强杆的设置有利于提高安装板与压板之间的连接强度,有利于提高压板的稳定性和延长其使用寿命。
14.可选的,所述加强杆的其中一端固定连接于安装板,所述加强杆呈水平设置,所述加强杆位于压板上方。
15.通过采用上述技术方案,限定加强杆的一端与安装板连接,另一端位于输入、输出传送带上方,有利于节约空间。同一批次的产品高度基本相仿,加强杆的水平设置可以进一步保证压板也水平设置,产品顶部更加充分地与压板抵接。
16.可选的,所述安装板侧面开设有竖直延伸的腰型孔,所述加强杆穿设于腰型孔,所述安装板与加强杆通过连接件可拆卸连接。
17.通过采用上述技术方案,不同产品的高度存在差异,可通过调整加强杆在腰型孔的位置,利用连接件固定加强杆位置的方式以改变压板在竖直方向上的位置,从而更好地适配不同种类的产品。
18.可选的,所述连接件包括定位环和螺母,所述定位环固定连接于加强杆,所述加强杆设置有与螺母配合的螺纹段,所述加强杆与螺母可拆卸连接;当所述加强杆安装在安装板上时,所述安装板位于定位环与螺母之间,所述定位环侧面与安装板的其中一侧面抵紧,所述螺母的侧面与安装板的另一侧面抵紧。
19.通过采用上述技术方案,加强杆通过螺母、定位环与安装板连接,结构简单,零件易得。当加强杆损坏需要更换时,扭松螺母使其与安装板分离,然后将加强杆从腰型孔中抽离,即可快速将更换加强杆,换上新的加强杆、压板,不耽误产品的运输。
20.可选的,所述压板的其中一侧设置有导向板,所述导向板倾斜向上设置。
21.通过采用上述技术方案,导向板的设置有利于引导产品更加顺畅地运输到压板下方,减少了压板与产品之间产生碰撞的情况发生,有利于提高效率和保持产品外形。
22.可选的,所述导向板侧边和压板的侧边设置有胶条。
23.通过采用上述技术方案,胶条具有柔性,降低了压板和导向板边缘的锋利程度,产品与压板、导向板发生碰撞时,也不易被刮破。
24.可选的,所述输入传送带与输出传送带之间设置有分隔条,所述分隔条端部与校准对齐件之间存在供产品通过的间距。
25.通过采用上述技术方案,同组的产品从分隔条与校准对齐件之间的间距通过,减少了超出规格数量的产品被误推到输入传送带的情况发生,保证了每次都是相同规格数量的产品为一组,运输到膜包机处包装。
26.工作人员可以通过使用不同宽度的分隔条来调整输出传送带的轨道宽度。
27.可选的,所述输出传送带和输入传送带的两侧设置有护栏,换道区处的护栏存在
供产品从输出传送带移动至输入传送带处的缺口。
28.通过采用上述技术方案,护栏在产品在传送时,起到码齐的作用。在产品被推进输入传送带时,护栏能进一步减少产品飞离的情况。
29.综上所述,本技术包括以下至少一种有益技术效果:
30.1.推动件将从输出传送带推到输入传送带上,推动的过程中,压板与产品顶部抵接,产生摩擦力,缓解了推动件推力过大的情况,且压板的设置减少了产品从上方飞离的情况,可以有效提高产品进入输入传送带的位置精准度,提高产品的打包效率。
31.2.不同产品的高度存在差异,可通过调整加强杆在腰型孔的位置,利用连接件固定加强杆位置的方式以改变压板在竖直方向上的位置,从而更好地适配不同种类的产品。
32.3.产品沿着输出传送带运动至校准对齐件处被拦截,推动件将相应规格数量的产品推动至输入传送带上,产品被推动的过程中,压板与产品顶部接触,起到防护作用,产品被精准地推动到输入传送带顶部,便于后期膜包机包装。
附图说明
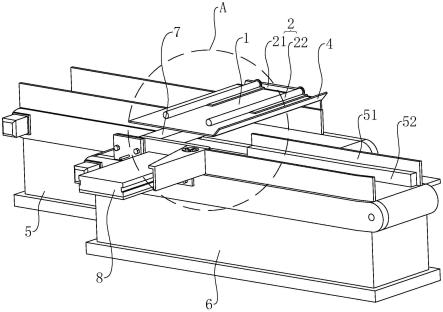
33.图1是本技术实施例1的整体结构示意。
34.图2是图1中a的放大图。
35.图3是本技术实施例2的防护装置的结构示意图。
36.图4是本技术实施例2的防护装置的部分结构示意图。
37.附图标记说明:1、压板;2、安装组件;21、安装板;211、腰型孔;22、加强杆;3、连接件;31、定位环;32、螺母;4、导向板;41、胶条;5、输入传送带;51、护栏;52、分隔条;6、输出传送带;7、校准对齐件;8、推动件;81、推板;82、拦截板。
具体实施方式
38.以下结合附图1-3对本技术作进一步详细说明。
39.实施例1
40.参照图1,本技术实施例公开一种具有防护功能的奶制品生产线用传输装置,包括输入传送带5、输出传送带6、校准对齐件7、推动件8、压板1和安装组件2,输入传送带5与输出传送带6相邻设置,并且两者位于同一水平面,输入传送带5与输出传送带6之间存在换道区,产品进入换道区后,可从输出传送带6平移至输入传送带5。校准对齐件7固定连接于输出传送带6的末端,校准对齐件7朝向产品的一侧面呈竖直设置,产品沿着输出传送带6移动至校准对齐件7处,此时产品进入到换道区内,无法向前移动,产品被码齐。推动件8固定连接于输出传送带6远离输入传送带5的一侧,推动件8可以为丝杆、可以为气缸,在本技术中,推动件8为气缸。产品被校准对齐件7码齐后,由气缸沿着与输出传送带6传输方向垂直的方向推动产品,产品被水平推到输入传送带5上。
41.安装组件2包括安装板21和若干根加强杆22,安装板21呈竖直设置,安装板21底部固定连接于输入传送带5顶部。加强杆22的其中一端固定连接于安装板21顶部,加强杆22呈水平设置。压板1顶部固定连接于加强杆22底部,压板1位于换道区上方,压板1的底部与产品顶部抵接。在本实施例中,安装板21设置在输入传送带5远离气缸的一侧;加强杆22朝靠近气缸的一侧延伸;安装板21、加强杆22、压板1之间通过焊接方式连接。
42.推动件8沿垂直输出传送带6运输方向推动产品时,由于产品的顶部与压板1底部抵接,产品运动的途中,压板1与产品之间的摩擦力减慢了产品的移动速度,削弱了一部分推动件8移动带来的冲力,使得换道区处的产品可以更加稳定地移动,并准确地移动到指定位置。而且由于压板1设置在产品的顶部,即使推动件8对产品具有较大的推力,产品也无法从上方飞离输入传送带5。
43.参照图2,压板1位于输出传送带6移动方向后方的一侧边固定连接有导向板4,导向板4倾斜向上设置,导向板4靠近压板1的侧面与压板1顶部平面所形成的夹角为钝角,在本实施例中,导向板4靠近压板1的侧面与压板1顶部平面所形成的夹角的角度为135
°
。导向板4的设置可以使产品更加顺利地运动到压板1下方,减少产品与压板1的碰撞。
44.导向板4的外侧边和压板1的外侧边均粘贴有胶条41,降低了导向板4和压板1边缘的锋利程度。
45.参照图2,为提高推动产品的稳定性,气缸的输出轴固定连接有推板81,推板81的长度按照需要打包的产品规格进行定制。气缸的输出轴伸长时,推板81与相应规格的产品侧面接触,将同组的产品推到输入传送带5上。
46.推板81靠近输出传送带6运输方向的后方固定连接有拦截板82,拦截板82沿气缸输出轴的运动方向延伸。在本实施例中,拦截板82的长度与输出传送带6的轨道宽度一致。产品被拦截在校准对齐件7处,然后气缸的输出轴伸长,推板81将若干数量的产品推到输入传送带5上,推的同时,拦截板82将其余产品拦截,使送上输入传送带5的产品自动分组,同组的产品运输到膜包机处进行包装,提高了效率。若输出传送带6采用点动式运输产品时,可以不设置拦截板82。
47.参照图1,输出传送带6的两侧和输入传送带5的两侧分别固定连接有护栏51,安装板21靠近推动件8的侧面与护栏51侧面固定连接。位于换道区处的护栏51存在供产品从输出传送带6移动到输入传送带5的缺口,即护栏51的设置不阻碍产品从输出传送带6运输到输入传送带5上。
48.输入传送带5与输出传送带6之间粘接有分隔条52。分隔条52的端部与校准对齐件7之间存在供相应规格的产品从输出传送带6进入到输入传送带5的间距。分隔条52起到了分隔输入传送带5和输出传送带6的作用,而且在产品运输的过程中也起到码齐作用。在本实施例中,分隔条52为橡胶条。橡胶条还能减少产品碰撞时所造成的损害,有利于保持产品的完整度。还可以通过粘接不同宽度的分隔条52来调整输出传送带6的轨道宽度。
49.本技术实施例1的实施原理为:灌装好的产品顺着输出传送带6运输,至校准对齐件7处被拦截、对齐,然后启动推动件8推动产品,由于推板81的长度固定,且在分隔条52的限制下,符合相应规格数量的产品被推到输入传送带5上,传送至膜包机。推动件8推动产品时,产品顶部与压板1底部抵接,即使推动件8的推力过大,压板1与产品之间的摩擦力也可以削弱这部分的推力,且压板1与产品抵接,产品无法从上方飞离,从而达到提高产品进入输入传送带5的位置准确度的效果。
50.实施例2
51.参照图3和图4,一种具有防护功能的奶制品生产线用传输装置,与实施例1的不同之处在于,安装板21与加强杆22通过连接件3可拆卸连接。连接件3包括定位环31和螺母32,定位环31套设于加强杆22外壁,定位环31与加强杆22外壁固定连接。加强杆22外壁设置有
螺纹段,螺纹段与螺母32相互配合,加强杆22与螺母32可拆卸连接。安装板21侧面开设有腰型孔211,腰型孔211沿竖直方向延伸。加强杆22穿设于腰型孔211,定位环31侧面与加强杆22靠近压板1的一侧抵紧,螺母32与加强杆22对应螺纹段可拆卸连接,螺母32与安装板21背离压板1的一侧抵紧。
52.本技术实施例2的实施原理为:根据产品的高度调整压板1在竖直方向的高度。首先将加强杆22插到腰型孔211内,使定位环31抵接安装板21侧面,然后调整加强杆22在腰型孔211的位置,转动螺母32使其侧面与安装板21抵紧,从而完成加强杆22位置的确定,与加强杆22固定的压板1在竖直方向的高度随之确定,从而更好地适配各种产品。
53.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1