生产车灯玻璃面罩用输送机的制作方法
1.本实用新型涉及一种生产车灯玻璃面罩用输送机。
背景技术:
2.车灯玻璃罩安装于车灯前方,以便于车灯内的光源所产生的光线进行透射。在车灯玻璃罩生产的热压成型后,需要对玻璃面罩进行传输到下一工序当中,成型的玻璃面罩具有一定温度,在传输过程中,可能会由于温度过程,而造成不必要的设备损害和人员受伤。
技术实现要素:
3.针对上述问题,本实用新型的目的是提供一种多方位进行降温、降低玻璃面罩温度,便于传输的生产车灯玻璃面罩用输送机。
4.实现本实用新型的技术方案如下
5.生产车灯玻璃面罩用输送机,包括传输支架、伺服电机、主动辊、从动辊、传输带,主动辊、从动辊分别转动装配在传输支架的两端,伺服电机的输出端与主动轮形成传动连接,传输带布置于主动辊与从动辊之间,在传输带一侧至少布置有一个降温送料工位,
6.降温送料工位用于接收热压成型玻璃面罩,并从多方位朝向玻璃面罩送风进行降温;
7.在降温送料工位下方设置有驱使降温送料工位改变倾斜角度,使降温送料工位上的玻璃面罩朝向传输带上滑移送出的驱动机构。
8.进一步地,降温送料工位包括顶部风冷、两个侧部风冷、底部风冷,顶部风冷、两个侧部风冷、底部风冷分布在放入玻璃面罩的周围,顶部风冷、两个侧部风冷、底部风冷共用一个送风装置,底部风冷对玻璃面罩进行接收。
9.进一步地,顶部风冷包括顶部风冷板,顶部风冷板包括通过固定连接件固定连接的顶部上板、顶部下板,在顶部上板与顶部下板之间形成顶部送风腔,在顶部下板中部开设有朝向接料台上方空间送风的顶部送风口,在顶部上板中部安装有顶部风管接头,顶部风管接头与顶部送风腔形成连通。
10.进一步地,侧部风冷包括侧部风冷板,侧部风冷板包括通过固定连接件固定连接的侧部外板、侧部内板,在侧部外板、侧部内板之间形成侧部送风腔,在侧部内板中部开设有朝向接料台上方空间送风的侧部送风口,在侧部外板中部安装有侧部风管接头,侧部风管接头与侧部送风腔形成连通。
11.进一步地,底部风冷包括底部风冷板,底部风冷板包括通过固定连接件固定连接的底部上板、底部下板,在底部上板与底部下板之间形成底部送风腔,在底部上板中部开设有朝向接料台上方空间送风的底部送风口,在底部下板中部安装有底部风管接头,底部风管接头与底部送风腔形成连通。
12.进一步地,底部风冷板水平方式布置,侧部风冷板竖向固定于底部风冷板的侧边,
顶部风冷板水平方向固定在侧部风冷板的顶部。
13.采用了上述技术方案,降温送料工位用于接收热压成型玻璃面罩,并从多方位朝向玻璃面罩送风进行降温;热压成型的玻璃面罩通过人工夹取从压制成型工位,放置到降温送料工位,在降温送料工位上通过降温的步骤,将玻璃面罩的温度降低,温度降低后,通过降温送料工位将玻璃面罩再送入都到传输带上进行传送到下一工序当中,通过降温步骤能够使玻璃面罩的温度降低、加快降温,避免传输过程中,因玻璃面罩温度过高而造成的设备、人员的损伤,同时,通过降温也能够促进玻璃面罩的定型。
附图说明
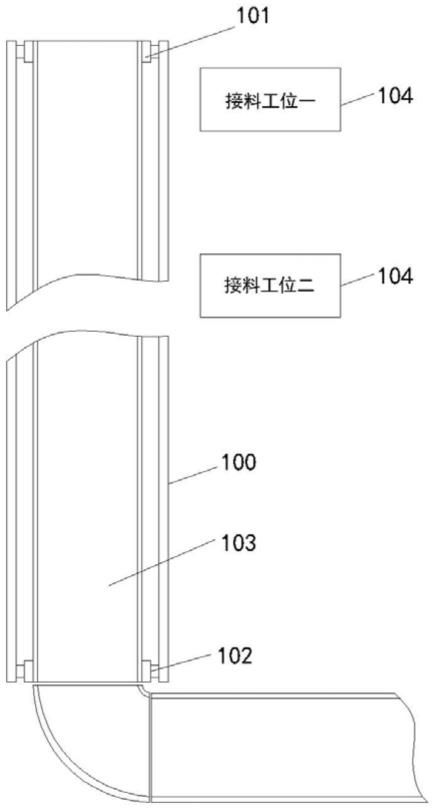
14.图1为本实用新型的结构示意图;
15.图2为本实用新型降温送料工位的侧视结构示意图;
16.图3为本实用新型降温送料工位的剖视结构示意图;
17.图4为本实用新型中送风装置的连接示意图;
18.附图中,100为传输支架,101为主动辊,102从动辊,103为传输带,104为降温送料工位,105为顶部风冷,106为侧部风冷,107为底部风冷,108为顶部上板,109为顶部下板,110为顶部送风腔,111为顶部送风口,112为顶部风管接头,113为侧部外板,114为侧部内板,115为侧部送风腔,116为侧部送风口,117为侧部风管接头,118为底部上板,119为底部下板,120为底部送风腔,121为底部送风口,122为底部风管接头,123为风机,124为送风管道,125为流量调节阀,126为升降台,127为底座,128为电动缸,129为支杆,130为倾斜电动缸。
具体实施方式
19.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参见图1-4所示,生产车灯玻璃面罩用输送机,包括传输支架100、伺服电机、主动辊101、从动辊102、传输带103,主动辊101、从动辊102分别转动装配在传输支架的两端,伺服电机的输出端与主动轮形成传动连接,传输带103布置于主动辊101与从动辊102之间,在传输带103一侧布置有两个降温送料工位104;降温送料工位104用于接收热压成型玻璃面罩,并从多方位朝向玻璃面罩送风进行降温;两个降温送料工位104共用一个传输带103进行传输。热压成型的玻璃面罩通过人工夹取从压制成型工位,放置到降温送料工位104,在降温送料工位104上通过降温的步骤,将玻璃面罩的温度降低,温度降低后,通过降温送料工位104将玻璃面罩再送入都到传输带103上进行传送到下一工序当中,通过降温步骤能够使玻璃面罩的温度降低、稳固定型,保证玻璃面罩的成型质量。
21.本技术中,降温送料工位104包括顶部风冷105、两个侧部风冷106、底部风冷107,顶部风冷105、两个侧部风冷106、底部风冷107分布在放入玻璃面罩的周围,顶部风冷105、两个侧部风冷106、底部风冷107共用一个送风装置,底部风冷107对玻璃面罩进行接收。通
过分布于四周的风冷,实现对玻璃面罩的多方位送风,加快玻璃面罩周围的空气流通,以此实现对玻璃面罩的降温。
22.本技术中,顶部风冷105包括顶部风冷板,顶部风冷板包括通过固定连接件固定连接的顶部上板108、顶部下板109,在顶部上板108与顶部下板109之间形成顶部送风腔110,在顶部下板109中部开设有朝向接料台上方空间送风的顶部送风口111,在顶部上板108中部安装有顶部风管接头112,顶部风管接头112与顶部送风腔110形成连通。送风装置送来的风通过顶部风管接头112进入顶部送风腔110内,通过在顶部送风腔110内的分布,从顶部送风口111送出,从顶部朝向降温送料工位104上方位置吹送。
23.本技术中,侧部风冷106包括侧部风冷板,侧部风冷板包括通过固定连接件固定连接的侧部外板113、侧部内板114,在侧部外板113、侧部内板114之间形成侧部送风腔115,在侧部内板114中部开设有朝向接料台上方空间送风的侧部送风口116,在侧部外板113中部安装有侧部风管接头117,侧部风管接头117与侧部送风腔115形成连通。送风装置送来的风通过侧部风管接头117进入侧部送风腔115内,通过在侧部送风腔内的分布,从侧部送风口116送出,从侧部朝向降温送料工位104上方位置吹送。本技术中的侧部送风口116采用倾斜朝下10-20
°
进行布置,以使侧部送风口116送出风呈朝下送出,加快靠近降温送料工位104中下部的空气流通。
24.本技术中,底部风冷107包括底部风冷板,底部风冷板包括通过固定连接件固定连接的底部上板118、底部下板119,在底部上板与底部下板119之间形成底部送风腔120,在底部上板118中部开设有朝向接料台上方空间送风的底部送风口121,在底部下板119中部安装有底部风管接头122,底部风管接头122与底部送风腔120形成连通。送风装置送来的风通过底部风管接头122进入底部送风腔120内,通过在底部送风腔120内的分布,从底部送风口121送出,从底部朝向降温送料工位104上方位置吹送,加快玻璃面罩下方位置的空气流通。
25.本技术中,底部风冷板水平方式布置,侧部风冷板竖向固定于底部风冷板的侧边,顶部风冷板水平方向固定在侧部风冷板的顶部。底部风冷板、侧部风冷板、顶部风冷板构成门型状,中间位置为供玻璃面罩放置的空间。
26.本技术中,送风装置包括风机123,风机123的送风端并联有四个送风管道124,一个送风管道124对应一个方位的风管接头,并在送风管道124上安装有流量调节阀125,以根据需要来调整送风的方位和送风的速度。
27.本技术中,在降温送料工位104下方设置有驱使降温送料工位104改变倾斜角度,使降温送料工位104上的玻璃面罩朝向传输带103上滑移送出的驱动机构;降温送料工位104下方设置有升降台126、底座127,底座水平放置处于最下方,以提供支撑力;底座上方设置升降台,升降台与底座之间设有电动缸128,电动缸的缸体固定于底座上表面,伸缩端与升降台下表面铰接。通过升降台的设置,能够根据需要来调整降温送料工位104的高度。底座上表面四个角落分别固定设置有导柱,导柱的上端穿过升降台,在电动缸驱动升降台竖向上下动作时,实现导向功能;升降台上固定设有两个支杆129,支杆的下端固定连接升降台,支杆的上端铰接于底部下板的下方,在升降台上还装配有倾斜电动缸130,倾斜电动缸的伸缩端与底部下板铰接,这样当倾斜电动缸伸缩时,能够使降温送料工位104呈水平方向布置,处于接料降温状态,和呈倾斜方向布置,使降温送料工位104上的玻璃面罩滑移到传输带103上,实现送料动作。送料动作时,降温送料工位104的左侧延伸靠近传输带103的上
方,这样倾斜时,能够使玻璃面罩滑移到传输带103上。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1