一种眼镜镜框板材加工用上料装置的制作方法
1.本实用新型涉及眼镜镜框板材加工的技术领域,尤其是涉及一种眼镜镜框板材加工用上料装置。
背景技术:
2.眼镜镜框板材中有一种醋酸纤维眼镜胶板材,用醋酸纤维板材切割加工的镜架的特点是比较轻、几乎不受紫外线的照射而变色、硬度大、光泽度好、耐用等,这种眼镜镜框板材需求也越来越大,眼睛镜框板材在加工时为了提高加工效率,通常会有上料装置。
3.现有的眼镜镜框板材加工上料装置通常直接将眼镜镜框板材通过运输线输送到加工工位,还需要人工调整,有些加工比较慢的工序通过运输线输送很容易出现堵料,造成眼镜镜框板材的破损或者机器的损坏。
技术实现要素:
4.为了解决上述背景技术中提出的技术缺陷,本实用新型的目的是提供眼镜镜框板材加工用上料装置,可取料、上料、送料有序进行,且可以精确送到加工位置。
5.为了实现上述目的,本实用新型采用如下技术方案:
6.一种眼镜镜框板材加工用上料装置,包括机架,所述机架上设置有支撑平台,所述支撑平台上设置有进料轨道,所述进料轨道侧边设置有放料平台,所述放料平台上方设置有取料机构,所述进料轨道上设置有推料机构,所述进料轨道上沿进料方向的末端设置有拉料机构。
7.通过采用上述技术方案,眼镜镜框板材可以通过进料轨道精确到达加工位置,且设置有推料机构和拉料机构保证进料过程平稳。
8.优选的,所述进料轨道包括固定板和调整板,所述固定板固定连接在支撑平台上,所述调整板和支撑平台滑动连接,所述固定板和调整板平行相对设置。
9.通过采用上述技术方案,固定板和调整板之间形成进料轨道,便于眼镜镜框板材在限定的轨道内滑动,避免眼镜镜框板材在输送过程中发生偏移。
10.优选的,所述调整板远离固定板的侧面固定连接有气缸。
11.通过采用上述技术方案,可以控制调整板移动,以此来调整眼镜镜框板材的位置,通过调整板的移动,将偏移的眼镜镜框板材摆正,使其精确到达加工位置。
12.优选的,所述固定板和调整板上均设置有凹槽,所述凹槽位于固定板和调整板的相对面靠近支撑平台处。
13.通过采用上述技术方案,防止出现在眼镜镜框板材在输送过程中受到挤压而弹起的情况。
14.优选的,所述凹槽的高度不小于待加工眼镜镜框板材的厚度。
15.通过采用上述技术方案,便于将眼镜镜框板材卡接在凹槽中,使进料过程更加平稳精准。
16.优选的,所述取料机构包括吸盘、平移组件和升降组件,所述吸盘固定连接在升降组件上,所述平移组件设置在进料轨道上方,所述平移组件和升降组件垂直设置。
17.通过采用上述技术方案,取料后再放置在进料轨道上,输送精度高,且可以控制取料时间,给后续的加工留出时间,避免出现堵料。
18.优选的,所述推料机构包括推料块和滑槽,所述滑槽设置在进料轨道上,所述推料块和滑槽滑动连接,所述推料块上固定连接有用于控制推料块移动的动力组件。
19.通过采用上述技术方案,便于提高进料速度,提高加工效率。
20.优选的,所述拉料机构包括安装板、转动轴和拉料辊轮,所述安装板固定连接在机架上,所述转动轴和安装板转动连接,所述拉料辊轮固定连接在转动轴上,所述拉料辊轮上设置有防滑纹。
21.通过采用上述技术方案,有利于提高进料效率,提高到达加工位置的位置精度。
22.综上所述,本实用新型的有益效果为:
23.1.将待加工的眼镜镜框板材叠放在一起,通过使用取料机构抓取后上料,减少生产线的长度,节省空间,且取料时间方便控制,避免出现堵料;
24.2.使待加工的眼镜镜框板材在限定区域的进料轨道上进料,便于待加工的眼镜镜框板材精确到达指定的加工位置;
25.3.通过设置推料机构和拉料机构,有利于提高进料效率,且保证进料精度。
附图说明
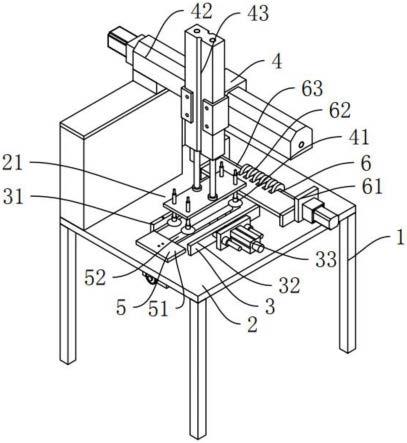
26.图1是本实用新型实施例的总体结构示意图;
27.图2是本实用新型实施例的主视图;
28.图3是本实用新型实施例的进料轨道部分结构示意图;
29.图中的附图标记说明:
30.1、机架;2、支撑平台;21、放料平台;3、进料轨道;31、固定板;32、调整板;33、气缸;34、凹槽;4、取料机构;41、吸盘;42、平移组件;43、升降组件;5、推料机构;51、推料块;52、滑槽;6、拉料组件;61、安装板;62、转动轴;63、拉料辊轮。
具体实施方式
31.以下结合附图1-3,对本实用新型的实施例作进一步详细说明。
32.一种眼镜镜框板材加工用上料装置,如图1、2所示,包括机架1,机架1上设置有支撑平台2,支撑平台2上设置有进料轨道3,进料轨道3侧边设置有放料平台21,放料平台21上方设置有取料机构4,进料轨道3上设置有推料机构5,进料轨道3上沿进料方向的末端设置有拉料机构。
33.具体的,在机架1上设置有支撑平台2,在支撑平台2的中间位置设置有进料轨道3,在进料轨道3旁边设置有放料平台21,用于放置待加工的眼镜镜框板材,为了便于将放料平台21上叠放的待加工眼镜镜框板材放置到进料轨道3内,在放料平台21上方设置有取料机构4,在本实施例中,放置在进料轨道3内的待加工眼镜镜框板材通过推料机构5推到下一步工序的加工位置,为了提高进料效率和精确度,在本实施例中,在进料轨道3末端设置有拉料机构。
34.为了能够使待加工的眼镜镜框板材到精确到达指定的加工位置,如图3所示,在支撑平台2上设置有进料轨道3,进料轨道3包括固定板31和调整板32,固定板31固定连接在支撑平台2上,调整板32和支撑平台2滑动连接,固定板31和调整板32平行相对设置,在调整板32远离固定板31的侧面固定连接有气缸33,固定板31和调整板32上均设置有凹槽34,凹槽34位于固定板31和调整板32的相对面靠近支撑平台2处,凹槽34的高度不小于待加工眼镜镜框板材的厚度。
35.具体的,在本实施例中,进料轨道3由固定板31和调整板32组成,固定板31通过螺栓固定连接在支撑平台2上,调整板32连接在气缸33的活塞杆上,气缸33通过螺栓固定连接在支撑平台2上,气缸33可以带动调整板32在支撑平台2上滑动,固定板31和调整板32长度相等,相互平行设置,气缸33固定设置在进料轨道3远离放料平台21的一侧。在进料过程中,有时候进料过慢,推料组件推动过快会出现将待加工的眼镜镜框板材弹起的情况,为了避免这种情况,在本实施例中,在固定板31和调整板32上均设置有凹槽34,凹槽34设置在固定板31和调整板32的相对面的下边缘,凹槽34的高度大于或者等于待加工板材的厚度,通过凹槽34,对待加工的眼镜镜框板材上下的形变进行了限制,使输送更加平稳。
36.为了方便将待加工的眼镜镜框板材放置在进料轨道3,在本实施例中,如图1所示,在放料平台21的上方设置有取料机构4,包括吸盘41、平移组件42和升降组件43,吸盘41固定连接在升降组件43上,平移组件42设置在进料轨道3上方,平移组件42和升降组件43垂直设置。
37.具体的,吸盘41通过螺母拧紧固定在升降组件43下端位置,为了保证抓取平稳,吸盘41设置有多个,且位置分布均匀,吸盘41上连接有控制吸盘41开合的气泵,在本实施例中,平移组件42和升降组件43均为丝杠螺母副,通过电机控制吸盘41的平移和升降,具体工作过程为:吸盘41下降,抓取待加工的眼镜镜框板材;抓取后再上升,朝向送料轨道位置平移,达到指定位置后,吸盘41下降,将待加工的眼镜镜框板材防止在进料轨道3内;放置好后吸盘41上升,平移到放料平台21的位置,准备抓取下一块待加工的眼镜镜框板材。
38.在本实施例中,在吸盘41的位置设置有感应装置,感应装置和控制平台电连接,吸盘41在取料时,如果待加工的眼镜镜框板材数量不足,感应装置会通过控制平台报警,提醒工人添加眼镜镜框板材;吸盘41在放料时,如果轨道内还有待输送的眼镜镜框板材,吸盘41不会下降,等到进料轨道3内的板材全部进去后,吸盘41下降放料。
39.为了便于将待加工的眼镜镜框板材输送到加工位置,如图1、3所示,在本实施例中,在进料轨道3上设置有推料机构5,推料机构5包括推料块51和滑槽52,滑槽52设置在进料轨道3上,推料块51和滑槽52滑动连接,推料块51上固定连接有用于控制推料块51移动的动力组件。
40.具体的,在进料轨道3中间开设有一道便于推料块51滑动的滑槽52,推料块51和滑槽52滑动连接,在本实施例中,推料块51下方通过螺栓连接有控制推料块51移动的螺母座,螺母座连接在丝杠上,丝杠的一端连接有电机,螺母座、丝杠和电机共同构成动力组件来控制推料块51移动。在本实施例中,通过设置电机正反转的转速,推料块51在推料的过程较慢,推料后回来的过程较快,既保证推料过程平稳,又保证进料过程衔接紧密,提高工作效率。
41.在进料轨道3末端待加工的眼镜镜框板材还未到达制定的加工位置,需要拉料机
构来继续保证待加工的板材输送,如图1、2所示,在本实施例中,拉料机构包括安装板61、转动轴62和拉料辊轮63,安装板61固定连接在机架1上,转动轴62和安装板61转动连接,拉料辊轮63固定连接在转动轴62上,拉料辊轮63上设置有防滑纹。
42.具体的,在机架1焊接固定有安装板61,安装板61对称设置有两块,安装板61上开设有轴孔,转动轴62插接在两块安装板61之间,在转动轴62上通过键连接有拉料辊轮63,转动轴62转动可以带动拉料辊轮63转动,拉料辊轮63设置有多个,安装在进料轨道3的同一直线上,拉料辊轮63和支撑平台2之间有间隙,间隙的高度小于或者等于待加工眼镜镜框板材的厚度,当推料机构5将待加工的醋酸限位板材推送到间隙后,拉料辊轮63通过转动,继续输送待加工的眼镜镜框板材,拉料辊轮63上设置有增大摩擦力的防护纹,便于提高输送效率,在本实施例中,通过电机带动转动轴62转动。
43.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1