一种可同步进行实验磁瓦下料的输送机的制作方法
1.本实用新型属于磁性材料生产技术领域,更具体地说,涉及一种可同步进行实验磁瓦下料的输送机。
背景技术:
2.磁瓦是由永磁铁氧体材料制成的瓦形磁体,其在工业上常作为生产永磁电机的核心部分之一。生产磁瓦需要经过原材料混合、成型、烧结、打磨和通磁等步骤,在成型过程中,磁瓦成型后需要把磁瓦从模具中取出并集中在一起,送入窑炉烧结,打磨,通磁就完成了全过程。但是,由于磁瓦制造过程中不当的温度、压力或人为因素,磁瓦的内部可能出现意想不到的缺陷。这些内部缺陷即使相对较弱,也总是能够降低磁瓦的机械强度,有可能影响其磁性能,也有可能损坏永磁电机,导致致命的事故。因此,需要加工一批用于实验的磁瓦。
3.然而,目前若想要加工实验磁瓦,由于将无序的磁瓦有序排列输送至输送机上是通过振动盘实现的,故若想加工预烧好的实验磁瓦,则需要停止正常的磁瓦加工,否则将无法区分正常磁瓦和实验磁瓦。但是,实验磁瓦数目不多,单独加工实验磁瓦不足以开启振动盘,若需加工实验磁瓦,必须把振动盘停了,人工手动码料,占用正常加工磁瓦的工作时间,例如加工300片实验磁瓦,实验需要占用磨床30min。而且人工码料速度跟不上主磨床的速度,磁瓦会发生偏向,导致卡瓦现象,造成主磨床无法连续磨削。
4.经检索,中国专利申请号为202121660437.x,申请公开日为2021年12月10日的专利申请文件公开了磁瓦辅助下料设备。该设备包括吸盘式机械手,用于吸取模具内的磁瓦,包括翻转机构,设置于吸盘式机械手的下方,翻转机构包括载物台和推送机构,吸盘式机械手吸取磁瓦到载物台上;运输机构,翻转机构设置于运输机构的一侧,推送机构推动载物台上的磁瓦到运输机构上;载物板,设置于运输机构的另一侧,磁瓦经运输机构运输到载物板上,载物板上方设置一集料机构,用于推动磁瓦到载物板上的指定位置。根据该磁瓦辅助下料设备,翻转机构能够把平卧在载物台上磁瓦翻转成竖直状态,再通过推送机构推送到运输机构上,使载物板上能够放置更多磁瓦。但是,该下料设备还是针对正常的磁瓦输送,无法区分实验磁瓦,故还是会占用正常工作时间。
5.同时,磁瓦在输送机上容易偏向。中国专利申请号为201020684441.5,申请公开日为2011年12月14日的专利申请文件公开了组合式磁瓦自动磨床。该磨床由皮带输送机及磁瓦磨削单元组成,磁瓦磨削单元由内弧面粗磨削单元、外弧面粗磨削单元、内弧面精磨削单元、外弧面精磨削单元、两端面磨削单元自由组合而成,内弧面粗磨削单元与外弧面粗磨削单元之间连接有第一向上翻转螺旋滑道,外弧面粗磨削单元与内弧面精磨削单元之间连接有向下翻转螺旋滑道,内弧面精磨削单元与外弧面精磨削单元之间连接有第二向上翻转螺旋滑道,外弧面精磨削单元与两端面磨削单元之间连接有送进方向切换机构。其中,该磨床所述的两端面磨削单元包括前后依次设置的横向立式夹持送进机构和两端面磨削装置,第二皮带输送机前端与送进方向切换机构连接,第二皮带输送机后端与横向立式夹持送进机
构连接。但是,两端面磨削装置在对磁瓦的两端面进行磨削时,要求磁瓦位置要校正,不能偏向,否则会磨削成平行四边形,磁瓦报废。
6.中国专利申请号为201020178310.x,申请公开日为2010年11月24日的专利申请文件公开了带式输送机断带抓捕装置。该装置有一个三角形机架,该机架上固定连接有倾斜的调节支座;该调节支座向一侧延伸的连接板上,固定连接有与该支座平行防偏立辊;该调节支座的上下端,分别设置有可90度摆动的闸瓦和能够翻转的压带凸轮机构,闸瓦和压带凸轮机构分置于皮带上下两侧,且与皮带上带平行,形成斜锲式断带抓捕装置,该带式输送机断带抓捕装置能够防止皮带跑偏及抓捕更牢固,并能够防止皮带磨损的带式输送机断带抓捕装置。该装置是采用避免皮带跑偏方式以避免磁瓦的偏向,但是,在皮带位置正常的情况下,由于磁瓦的宽度略小于皮带的宽度,故在正常的传送速度下,磁瓦难免会存在偏向,小幅度的偏向会导致磁瓦进入两端面磨削单元时,被磨削为平行四边形,大幅度的偏向会导致两端面磨削单元的进料口堵塞,磁瓦无法进入磨床。
7.因此,亟需寻求一种可同步进行实验磁瓦下料的输送机,在进入两端面磨削单元时,还能校正磁瓦的位置。
技术实现要素:
8.1、要解决的问题
9.本实用新型提供一种可同步进行实验磁瓦下料的输送机,其目的在于解决现有实验磁瓦与正常磁瓦同时加工无法区分的问题。
10.2、技术方案
11.为解决上述问题,本实用新型采用如下的技术方案。
12.一种可同步进行实验磁瓦下料的输送机,包括输送单元,所述输送单元包括第一输送带,第一输送带长度方向上的两端固定架起一对挡板,所述挡板、第一输送带之间形成的空间为磁瓦的运输位,还包括下料单元,所述下料单元包括摆盘、排料通道和下料通道,所述摆盘位于第一输送带的上方,所述排料通道设置于摆盘上,所述下料通道倾斜设置,其上端连通排料通道,下端接入第一输送带上方。
13.作为本实用新型进一步的说明,所述下料通道与第一输送带的夹角为30~60
°
。
14.作为本实用新型进一步的说明,所述下料单元还包括限位罩,所述限位罩放置于下料通道上方,限位罩的底部固定在挡板上,限位罩的顶部固定在摆盘上。
15.作为本实用新型进一步的说明,还包括输送单元,所述输送单元包括第一输送带,第一输送带长度方向上的两端固定架起一对挡板,所述挡板固定于输送机机架上,并且挡板接触第一输送带设置,一对所述挡板、第一输送带之间形成的空间为磁瓦的运输位,还包括校正单元,所述校正单元固定安装在至少一个挡板上,运输磁瓦状态下,校正单元外接电机并处于震动状态。当磁瓦偏向且接触到挡板侧面时,校正单元震动,带动挡板震动,并将磁瓦震回两端平行第一输送带状态。
16.作为本实用新型进一步的说明,所述校正单元为高频振动器,且为小型马达。
17.作为本实用新型进一步的说明,还包括两端磨削单元,所述第一输送带将磁瓦运输至两端磨削单元内,并对其两端面进行磨削。
18.作为本实用新型进一步的说明,所述两端磨削单元包括砂轮组和第二输送带,所
述砂轮组包括一对砂轮,分别固定置于第二输送带的两端。
19.作为本实用新型进一步的说明,所述两端磨削单元还包括电气柜,所述电气柜分别电连接砂轮组和校正单元,同时控制砂轮组的转动和校正单元的震动。
20.作为本实用新型进一步的说明,所述电气柜还电连接第一输送带和第二输送带。
21.作为本实用新型进一步的说明,所述第一输送带的输送速度大于第二输送带的输送速度,目的是使得第二输送带上的磁瓦排列紧密,避免磁瓦在第二输送带上偏向。
22.作为本实用新型进一步的说明,所述校正单元固定安装在至少一个挡板的底部。
23.3、有益效果
24.相比于现有技术,本实用新型的有益效果为:
25.(1)本实用新型的输送机可以在正常磁瓦输送不停机的情况下,将实验磁瓦通过排料通道和下料通道一列一列下料至输送带上,再开启振动盘对正常磁瓦的输送,避免人工一片一片码料占用输送机工作时间,下料单元下料的速度跟得上主磨床的速度,实现主磨床连续磨削。
26.(2)本实用新型的输送机可以实现磁瓦于第一输送带上的位置校正,即磁瓦两端平行输送带的长度方向,避免磁瓦在第一输送带上偏向,导致磁瓦被磨削为平行四边形或堵塞两端磨削单元的输料口。
附图说明
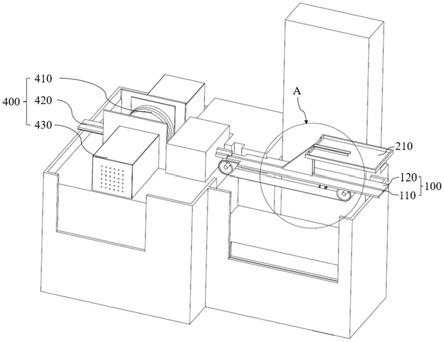
27.图1为本实用新型输送机的结构示意图一;
28.图2为图1中a区域的局部放大图;
29.图3为本实用新型输送机的结构示意图二;
30.图4为图3中b区域的局部放大图;
31.图中:
32.100、输送单元;110、第一输送带;120、挡板;200、下料单元;210、摆盘;220、排料通道;230、下料通道;240、限位罩;300、校正单元;400、两端磨削单元;410、砂轮组;420、第二输送带;430、电气柜。
具体实施方式
33.下面结合附图和具体实施例对本实用新型进行详细描述。
34.实施例1
35.本实施例的一种可同步进行实验磁瓦下料的输送机,如图1至图4所示,包括输送单元100和下料单元200。
36.输送单元100包括第一输送带110,第一输送带110长度方向上的两端固定架起一对挡板120,挡板120固定于输送机机架上,并且挡板120接触第一输送带设置,一对所述挡板120、第一输送带110之间形成的空间为磁瓦的运输位。
37.下料单元200包括摆盘210、排料通道220和下料通道230,摆盘210位于第一输送带110的上方,排料通道220设置于摆盘210上,下料通道230倾斜设置,倾斜角度为30~60
°
,其上端连通排料通道220,下端接入第一输送带110上方。其中,将停止正常磁瓦的输送,预烧好的实验磁瓦是一排一排码好的,人工将一列列实验磁瓦推至排料通道220,并通过下料通
道230滑至第一输送带110上,再开启正常磁瓦的输送,避免人工摆瓦速度跟不上磨床磨削,从而占用正常磁瓦加工时间。为了防止实验磁瓦飞溅出下料通道230,下料通道230外包裹有限位罩240,其中,限位罩240放置于下料通道230上方,限位罩240的底部固定在挡板120上,限位罩240的顶部固定在摆盘210上,用于支撑摆盘210。
38.为了校正磁瓦在输送单元的位置,还设置校正单元300,校正单元300固定安装在至少一个挡板120上,运输磁瓦时,校正单元300外接电机并处于震动状态。当磁瓦偏向且接触到挡板120侧面时,校正单元300震动,带动挡板120震动,并将磁瓦震回两端平行第一输送带110的状态。
39.为了便于安装,校正单元300为小型的高频振动器,并固定于挡板120上,为了便于安装,实际生产过程中将高频振动器固定在挡板120底面,同时,只要一个挡板120上安装高频振动器,便可以实现磁瓦的校正。
40.特别的,本实施例的校正单元300应用在两端磨削单元400的输送机上尤为重要。这是由于两端磨削单元400是针对磁瓦长度方向上的两侧端面磨削,但凡磁瓦位置发生偏向,即便是小幅度的偏向,便会导致磁瓦被磨削为平行四边形,若是大幅度的偏向,会导致两端磨削单元400的进料口堵塞,无法继续工作。
41.具体地,两端磨削单元400包括砂轮组410、第二输送带420和电气柜430,砂轮组410包括一对砂轮,分别固定置于第二输送带420的两端,第二输送带420的入料口连接第一输送带110的出料口;电气柜430电连接砂轮组410、第二输送带420,分别用来控制砂轮组410的转动、第二输送带420的传动。为了避免校正单元300震动时间过长,只需要校正单元300在两端磨削单元400工作时震动,故校正单元300也电连接电气柜430,当然第一输送带110也可以电连接电气柜430,实现第一输送带110、校正单元300、砂轮组410、第二输送带420四者同时工作。
42.为了避免磁瓦在第二输送带420上发生偏向,则只要设置第一输送带110的运送速度大于第二输送带420的运送速度使得磁瓦紧挨着上位第二输送带420。
43.本实用新型所述内容并不仅限于本实用新型所述实施例内容,并且应用了具体个例对本实用新型结构及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1