加工或处理单张纸的机器的推纸器以及用于检测和/或校正在加工或处理单张纸的机器的推纸器中在位置和/或尺寸方面有偏差的单张纸的方法与流程
1.本发明根据权利要求1和10的前序部分涉及一种加工或处理单张纸的机器的推纸器和一种用于检测和/或校正在加工或处理单张纸的机器的推纸器中在位置和/或尺寸方面有偏差的单张纸的方法。
背景技术:
2.在加工单张纸的印刷机上,推纸器用于分离已在堆垛上准备好的不同材料的单张纸,并使用给送机构和例如推纸台输送给印刷机。使用所谓的单张纸分离器将单张纸分离并且输送。单张纸在堆垛中的位置及其实际尺寸通常是未知的。单张纸在其切割长度上的公差可能大于1毫米,并且在堆垛中偏移或歪斜。这两种状态都可能导致单张纸分离或送入印刷机的错误。通常的错误是例如歪斜单张纸、超前单张纸和滞后单张纸。在这种情况下,存在中断印刷过程并不得不停止机器的风险。然后需要操作员手动干预以移除有缺陷的单张纸。
3.从de102015204558b4已知一种用于排齐单张纸的装置,其中,在推纸台上设置有检测在推纸台上由给送机构给送的最前面的单张纸的单张纸前边棱的实际位置的监控装置,并且实现了对在推纸台上通过两个彼此独立驱动的传送带进行必要时所需的校正。
4.de102004005575a1涉及确定堆垛的最上面的单张纸、即堆垛上边棱所处的高度位置的方式。这是通过如下方式来实现,仅当前部止挡放下并且堆垛的最上层在去除可能包含的吹送空气之后而静止的情况下,才通过在上方指向堆垛前边棱的光学传感器来测量。
5.de10151484a1公开了一种用于通过抽吸装置周期性给送单张纸的单张纸推纸器,其中,要拾取的或已拾取的单张纸的前边棱的位置通过光学传感器来检测,所述光学传感器由抽吸装置一并引导并且从上方或下方指向前部纸页边棱。如果偏离垂直于传送方向的路线,则在抽吸装置的运动中引发单侧的超前或滞后。
6.de112007001617t5涉及通过比较测得的和指定的工作压力将向抽吸装置的以高压运行的喷射器施加的工作压力调整为适合相应的纸页和/或印刷机运行的工作压力。在此,所述工作压力以喷射器排出的负压或过压实施。
技术实现要素:
7.本发明的目的是,提出一种加工或处理单张纸的机器的改进的推纸器和一种用于检测和/或校正加工或处理单张纸的机器的推纸器中在位置和/或尺寸方面有偏差的单张纸的方法。
8.根据本发明,该目的通过权利要求1和10的特征来实现。
9.本发明能实现的优点尤其在于,已经提早地、即还没到就要进入例如加工或处理单张纸的机器的合压时,就发现特别是在与由单张纸撑开的平面中的位置相关的位置和/
或与宽度或长度相关的尺寸相对于额定位置或额定尺寸方面的偏差,并且必要时,在给送到由加工或处理单张纸的机器引导的传送路径中时就已经可以进行校正或考虑。
10.如下的实施方案是特别有利的,其中,对至少一个传感器、特别是两个传感器的结果加以评估的评估机构被设置为,记录由至少一个传感器或两个距离传感器确定的距离在跟踪堆垛过程中的变化走向以及对其变化走向加以关联并且进行评估。
11.通过观察可能累积的偏差,可以推断出允许实现提早对策的趋势,例如甚至在偏差超出可容忍的量值之前就推断出。
12.具有测量结果的数学统计评估的特别有利的改进方案还能够根据改变的单张纸长度和/或位置预测性地自动定位单张纸分离器或其工具。在进一步的方案中,所述结果也可以影响到其他设置在传送路径上的总成的控制,例如影响到在后续设备上和/或在传送元件(例如单张纸翻转装置)上和/或在收纸装置上的相位和/或速度。
13.通过在前侧和/或背侧具有至少一个、优选两个扫描堆垛轮廓的传感器、特别是距离传感器的根据本发明的传感器件,能够通过借助堆垛高度获取的曲线变化,除了提早识别单个差错单张纸、即位置和/或尺寸不正确的单张纸之外,也已经确定了趋势并采取了预防措施。
14.可以将两个横向于传送方向隔开的距离传感器作为前侧或背侧的传感器,或者在此处未详细示出的变型中,设置激光扫描仪,该激光扫描仪在堆垛宽度的一个区域上在多个部位上或连续地扫描和评估距堆垛的距离。
15.通过用于确定偏差的传感器件的有利改进方案(所述传感器件具有集成在抓取工具中的并关于负载或负载变化走向提供信息传感器、特别是集成在抽吸抓具中或其上的压力传感器以及基于负载变化走向、尤其是压力变化走向获取的、针对位置和/或尺寸的标准),不需要复杂的并且必须针对不同规格进行调整的测量结构。所涉及的单张纸的上述位置是指由单张纸平面所撑开的平面中的位置,即:单张纸在堆垛中或堆垛上的优选水平的位置是其在水平平面中的位置。
16.在加工或处理单张纸的机器的推纸器的特别适用于本发明的实施例中(要处理的单张纸的堆垛能够容纳在所述推纸器中),设置有至少两个横向于单张纸传送方向彼此间隔的第一操作工具,通过第一操作工具能够将容纳在推纸器中的堆垛的最上面的单张纸从堆垛上抬离,和/或设置有至少两个横向于单张纸传送方向彼此间隔的第二操作工具,通过第二操作工具能够将已经从堆垛上抬离的最上面的单张纸沿传送方向远离堆垛地传送到在下游相接的传送路径,该传送路径特别是在下游引入一个或多个用于处理和/或加工单张纸的装置。
17.根据本发明,推纸器包括传感器件和与该传感器件保持信号连接的评估机构,通过该评估机构能够对向加工或处理单张纸的机器输送的单张纸(其例如仍然在堆垛中和/或在从堆垛分离和/或给送到传送路径中)在表征单张纸位置和/或尺寸的标准方面加以监测,就与额定值或额定范围的偏差加以评估,并且可以将评估结果通过信号连接输出,用于在显示装置上可视化和/或在控制机构上校正。评估机构、显示装置和/或控制机构可以布置在推纸器上或者物理上分开,但是通过信号连接与布置在推纸器上的传感器件连接,并且与该传感器件相对应。
18.当推纸器运行时,要输送到加工或处理单张纸的机器中的单张纸(例如仍然在堆
垛中和/或在从堆垛分离和/或传送到传送路径中的过程中,借助传感器件对表征单张纸的位置和/或尺寸的标准加以监测,对与额定值或额定范围的偏差加以评估,并且对评估结果可视化和/或用于自动校正。
19.在一优选实施方案中,传感器件在堆垛的沿着要给送的单张纸的传送方向指向的前侧上包括一个或多个传感器,借助所述一个或多个传感器,能够确定距在堆垛的沿着传送方向指向的前侧上的至少两个横向于传送方向彼此相隔的部位的距离或特别是关于时间的距离变化走向或关于距离或特别是关于时间的距离变化走向的信息,和/或在堆垛的相对于传送方向相反的背侧上设置有一个或多个传感器,通过这些传感器,能够确定距在堆垛的背侧上的至少两个横向于传送方向彼此相隔的部位的距离或特别是关于时间的距离变化走向或者至少是关于距离或特别是关于时间的距离变化走向的信息。
20.在一特别有利的实施方式中,传感器件在堆垛的沿着要给送的单张纸的传送方向指向的前侧上包括两个横向于传送方向彼此间隔的距离传感器,通过所述距离传感器能够分别对距在堆垛的下游侧上的两个横向于传送方向(t)彼此间隔的部位中的各一个部位的距离加以确定,和/或在堆垛的相反的背侧上包括两个横向于传送方向彼此隔开的距离传感器,通过所述距离传感器,能够分别对距在堆垛的背侧上的两个横向于传送方向(t)彼此间隔的部位中的各一个部位的距离或者特别是关于时间的距离变化走向加以确定,以作为表征单张纸的位置和/或尺寸的标准,。
21.距离的表达或关于该距离的信息在更广泛的意义上应该还涵盖表示距离和/或与其相关的量度。
22.当这样的装置运行时,借助在堆垛的沿着要给送的单张纸的传送方向指向的前侧和/或背侧上的至少一个传感器、尤其是两个横向于传送方向彼此间隔的距离传感器,来测量距堆垛的下游的和/或上游的侧面上的两个横向于传送方向彼此间隔的部位的距离。
23.在有利的改进方案中,两个第一和/或第二操作工具被设计为抽吸装置,传感器件包括与第一和/或第二操作工具分别对应的并且被设计为压力传感器的传感器,通过所述传感器,能够确定在相关操作工具中或在与操作工具相对应的线路的一个部位上的压力变化走向,以作为表征单张纸的位置和/或尺寸的标准。
24.在运行期间,由传感器件包括的并设计为压力传感器的传感器确定设计为抽吸装置的第一和/或第二操作工具中或对应于相关操作工具的线路上的一个部位上的压力变化走向,以作为表征单张纸位置和/或尺寸的标准。
25.上述位置是指:在对于堆垛布置给出的正常情况下由单张纸的宽度和单张纸长度撑开的例如水平平面中的位置。
26.在从属权利要求和以下实施例中可以找到有利的改进方案。
附图说明
27.本发明的实施例在附图中示出并且在下面更详细地描述。
28.其中:
29.图1以侧视图示出单张纸印刷机的推纸器和在印刷装置之前布置的单张纸挡靠件的示意图;
30.图2示出具有提升和传送工具的单张纸分离器的实施方案的侧视图;
31.图3从斜后方示出根据图2的单张纸分离器的透视图;
32.图4示出两个抽吸装置上和针对所得面积或面分布的压力变化走向的简化示意图;
33.图5示出两个抽吸装置上压力变化走向面积的数值散点示例,其中识别到显著的异常值;
34.图6示出对应点云中的面积的两个抽吸装置得出的数值排列的示意图,其中,以椭圆的形式示出置信范围;
35.图7示出具有夸张的位置或尺寸误差的单张纸堆垛;
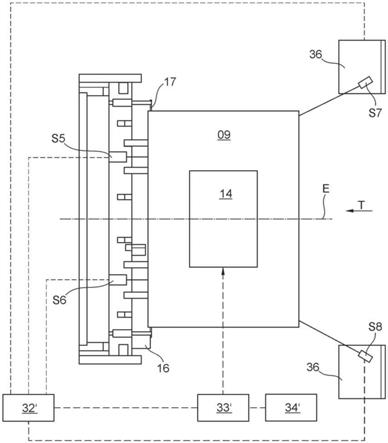
36.图8示出具有距离传感器布置的推纸器的俯视图。
具体实施方式
37.在图1中,概要地示出优选设计为单张纸印刷机的、加工或处理单张纸的机器。但是,所述机器原则上也可以通过其他加工或处理单张纸的机器(例如冲裁机、切割机、上漆机或者说抛光机或其他在输入侧具有单张纸分离需求的机器。
38.此处以单张纸印刷机为例说明的加工或处理单张纸的机器包括推纸器01,例如堆垛推纸器或单张纸推纸器、带式台02、单张纸挡靠件03以及与单张纸挡靠件03相接地包括一个或多个此处未详细示出的装置04,用于加工和/或处理单张纸06,诸如此处例如印刷装置04、上漆装置、干燥装置、砑光装置等。
39.在推纸器01中,堆垛09、例如单张纸堆垛09被放置在堆垛台10上。堆垛台10可以借助提升装置11调节高度,以便将堆垛09的最上面的单张纸06无关于堆垛09中单张纸06的数量地保持在固定的或稍微可变的、适合将单张纸06转交到带式台02的高度。在图1的图示中,堆垛09的单张纸06直接位于堆垛台10上,但也可以在堆垛09和堆垛台10之间存在托盘,在所述托盘上,堆垛09已被运送到堆垛台10并放置在堆垛台上,托盘的高度未知,因此,基于提升装置11的位置不能推知堆垛09的高度或包含在堆垛09中的单张纸06的数量。
40.前挡块16限定出竖直平面,单张纸堆垛09的单张纸06的前边棱定位在该竖直平面中。单张纸翻板17可以绕翻板轴18在图1中所示的、使前挡块16沿直线向上延长的位置之间逆时针枢转到主要为大致水平的位置中,在该位置中,单张纸翻板有助于将单张纸06传送到后续的带式台02。
41.推纸器01以集合在单张纸分离器14中的方式包括各种工具12;13,用于将堆垛09拆分成单张纸06并且将纸06传送到印刷装置04和必要时传送到单张纸印刷机的其他装置。
42.这些工具12;13一方面包括多个所谓的抽吸装置12,特别是设计为分离或提升抽吸装置12的操作工具12、尤其是提升工具12,所述提升工具沿单张纸06的传送方向t布置在堆垛09的后边棱05上方并且基本上可以在竖直方向上移动。分离抽吸装置12分别包括由柔性合成材料制成的、向下朝向堆垛09敞开的吸罩,所述吸罩在其上端部与公共负压源连接。负压必须足以使吸罩牢固地附着在要从堆垛09抬离的单张纸06上,但不能太强以致将单张纸06拉入吸罩中从而使其变形。如果不是分离抽吸装置12的所有吸罩都与待提升的单张纸06接触,则气流通过未遮盖的吸罩会导致其他吸罩无法达到提升所需的负压。因此,为了可靠地提升单张纸06,重要的是,所有分离抽吸装置12同时与单张纸接触。为此,每个分离抽吸装置12可在其自身驱动器、特别是直线致动器的帮助下相对于单张纸分离器14移动,优
选地,其中保持所有分离抽吸装置12的公共框架能够借助快速、大功率的主调节器相对于单张纸分离器14移动,以便吸取单张纸06离开堆垛09,并沿后边棱05提升,并补偿堆垛09上侧的不平整度,并且确保所有分离抽吸装置12与待提升的单张纸06同时接触,分离抽吸装置12能够借助辅助调节器相对于框架调整,辅助调节器比主调节器更慢并且具有更小的行程。
43.可以设置为单张纸分离器14的另一工具15的是设计为触脚15的工具15,所述工具能够在图1所示的、沿着后边棱05压到堆垛09上的保持位置和相对于保持位置提升的并且逆着传送方向t移位到后边棱05后面的停用位置之间移动。当堆垛09的最上方的单张纸06已被抽吸装置12沿后边棱05抬起时,触脚15被置于保持位置,以防止:当在后边棱05后方在堆垛09的上侧的高度上布置的吹送装置19将空气吹入提升的单张纸06和其余的堆垛09之间敞开的间隙07中时,堆垛09的位于下面的单张纸06被卷起。
44.此外,在单张纸分离器14上设置有工具13、例如抽吸装置13、特别是设计为传送抽吸装置13的操作工具13、特别是传送工具13,所述工具主要沿着或逆着传送方向t进行竖直运动。与分离抽吸装置12一样,传送抽吸装置13具有柔性的吸罩,所述吸罩在分离抽吸装置12被提升之后,被加载负压或者说低压,以吸引提升的单张纸06。同时,分离抽吸装置12不再被加载负压,从而释放单张纸06。由吹气装置19吹入间隙07中的空气将单张纸06在其整个面上从堆垛09上抬升,并在单张纸06下方形成气垫,在所述气垫上,单张纸06在传送抽吸装置13的水平运动的驱动下,超出然后枢转到水平的单张纸翻板17、被推到带式台02上。
45.上述抽吸装置12;13也可以替代地设计为根据伯努利原理工作,简称为所谓的伯努利抽吸装置。在这种情况下,应相应地应用上述内容,不同之处在于,伯努利抽吸装置与过压源连接,并且以相对于环境处于过压下的空气运行。
46.在该实施例中,布置在推纸器01后面的带式台02被设计为抽吸带式台02。该带式台优选地包括两个辊20;21、例如驱动辊20和偏转辊21。在这两个辊20;21之间延伸出单件式或多件式的台板22。台板22形成抽吸箱23的多重穿孔的上侧。驱动辊20和偏转辊21被至少一个传送带24包绕,在诸如台板22上延伸的传送带被多重穿孔,以使其不被吸到台板22上,而是将单张纸06吸到传送带24上。
47.传送带24的回转速度通常小于单张纸06的边棱长度与单张纸分离器14的周期时间的比值,从而当传送抽吸装置13开始将新的单张纸06推到单张纸翻板17上方时,在前的单张纸06尚未完全通过。以此方式,在传送带24上形成单张纸06的在下方搭接的料流,其中,相互重叠的单张纸06的数量根据绕转速度、边棱长度和周期时间而可变。
48.由绕转的传送带24将单张纸06传送到达的单张纸挡靠件03包括挡靠台26,以及在挡靠台26沿传送方向t的后边缘上包括挡块27,该挡块能够从其在图1所示的、阻挡单张纸06的传送路径的止挡位置降下,以便为挡靠在挡块27上的单张纸06敞开通向后续印刷装置04的路径,其中,在图1中示出转印鼓29、压印滚筒30和橡皮布滚筒31。
49.单张纸06通过单张纸挡靠件03和一个或多个装置04和一个或多个装置(例如印刷装置04)如上地传送到收纸装置的过程可能会因所传送的单张纸06的位置或尺寸错误而收到干扰。这种干扰当单张纸06被送入推纸器01时,可能就已经发生,因为堆垛09中的单张纸06的切割长度可能会发生变化,或者可能的是,单张纸在堆垛09中错位地或歪斜地放置(例如参见图7的夸大表示)。
50.为了确定要由推纸器01传送到加工或处理单张纸的机器中的单张纸06的位置和/或尺寸相对于额定位置或额定尺寸的偏差,推纸器01现在包括传感器件,其输出信号借助在此仅示意性表示的评估机构32;32’、特别是相应配置的数据处理机构32;32’针对在位置和/或尺寸方面可能存在的偏差加以评估或能够加以评估(参见例如图2和3或图8)。评估结果可以通过输出接口在例如显示装置34;34’上可视化。上述的位置是在由单张纸宽度和长度撑开的并且在平坦支撑台(stand)的针对堆垛布置的正常情况下例如水平延伸的平面中的位置。
51.在特别有利的改进中,为评估机构32;32’配设有控制机构33;33’、例如数据处理机构33;33’,其具有在其中执行的控制逻辑,通过该控制逻辑,根据评估结果,引起或可以引起克服偏差的校正,例如通过改变操作工具12;13、特别是包括操作工具12;13的单张纸分离器14的位置和/或地点,例如借助对应的驱动控制器来控制一个或多个相应的驱动机构来实现。在改进方案中,这通过对应的控制机构33;33’以自动方式进行。
52.原则上,可提供任意设计的传感器装置,借助其输出信号可以获得表征单张纸06的位置和/或尺寸的标准,并基于所述标准,能够对待由推纸器01传送到加工或处理单张纸的机器中的单张纸06的位置和/或尺寸相对于额定值或额定范围的偏差加以确定,并且在理想情况下能够加以量化。
53.在推纸器的下面更详细地解释的实施例的有利改进方案中,该推纸器具有至少一个布置在下游的和/或至少一个布置在上游的传感器s5;s6;s7;s8,传感器件可以针对接收单张纸06的操作工具12;13、特别是抽吸装置12;13的至少一部分而包括与之相对应的、设计为压力传感器s1;s2;s3;s4的传感器s1;s2;s3;s4,通过所述传感器,能够确定在抽吸装置12;13中或在对应于抽吸装置12;13的管线的一个部位上的压力p(s1);p(s2)或压力变化走向。在该构造中,基于压力p(s1);p(s2)或特别是压力变化走向,获得了针对单张纸06的位置和/或尺寸的标准。这个可确定的压力p(s1);p(s2)在与负压源连接的抽吸装置12;13激活运行期间表示具有负压的压力变化走向、即具有低于环境的压力p(s1);p(s2)的变化走向,在抽吸装置12;13根据伯努利原理工作的情况下,示出具有过压的压力变化走向、即具有高于环境的压力p(s1);p(s2)的变化走向。原则上,当时,也可以替代压力变化走向地、即便在使用抽吸装置12;13的情况下,通过相应的传感器s1;s2;s3;s4以不同的方式、例如通过机械的力传感器等来实现负载变化走向。
54.在针对改进方案的此处所示的优选实施方案中,为两个横向于传送方向t间隔的分离抽吸装置12分别配设有传感器s1;s2、特别是压力传感器s1;s2,特别是集成到所述分离抽吸装置中,通过所述传感器可以确定当提升单张纸06时,负载或压力的变化走向。取而代之或优选附加于此地,为两个横向于传送方向t间隔的传送抽吸装置13分别配设有传感器s3;s4,特别是压力传感器s3;s4,特别是集成到所述传送抽吸装置中,通过所述传感器,能够确定当单张纸06沿传送方向t传送期间的负载变化走向、特别是压力变化走向。在相应的多个操作工具12;13、即提升工具12和传送工具13中,优选为两个横向间隔的操作工具12;13配设有传感器s1;s2;s3;s4,所述传感器都处在要给送的最小单张纸规格的宽度内和/或在要给送的最小单张纸规格中彼此最远地间隔而置。例如,这是指分别最远地靠外安置的操作工具12;13,然而,这些操作工具以如下方式布置,使得其仍可覆盖最窄的规格。原则上,也可以为两个以上操作工具12;13配设相同类型传感器s1;s2;s3;s4。
55.压力传感器s1;s2;s3;s4虽然原则上可以设置在与相关的抽吸装置12;13相对应的并且被加载工作压力、也就是负压或过压的管线中的任意部位上。然而,将其靠近抽吸装置的布置或者特别是直接布置在抽吸装置12;13本身之上或中是有利的。
56.在各个操作工具12;13上、特别是在相同类型的和/或彼此相关的两个操作工具12;13上的负载变化走向或压力变化走向原则上能够以任意方式评估并且相对于额定值进行判定。在此,可以针对具有正确的位置和尺寸的单张纸06提取或形成对水平和/或变化走向进行表征的特征a(s1);a(s2);a(s1、s2),这些特征作为额定值与针对特征a(s1);a(s2);a(s1、s2)当前在接收和传送过程中获得的结果加以比较,并且对比较结果就偏差方面进行评估。在此,特别有利的是,额定状态通过对大量所接收并且给送的单张纸06的测量、应用统计方法、例如作为具有例如作为偏差容忍或能够容忍的置信范围γ;γ(s1);γ(s2)的平均值m1;m2加以确定。可以是有利的是,所确定的平均值m1;m2对于其他生产过程不是静态的,而是通过针对特征a(s1);a(s2);a(s1、s2)限定的大量的、例如多于50个最后观察的结果作为具有置信范围γ;γ(s1);γ(s2)的额定值来确定。
57.在这里示出的并且优选的实施方案中,用作特征a(s1);a(s2);a(s1、s2)的是针对在接收和给送单张纸06期间、也就是在直至占据初始位置的运动周期、在所涉及的抽吸装置12;13的接收和给送周期的全部或至少一部分上标绘所确定的压力p(s1);p(s2)的变化走向时、在曲线下方、也就是在曲线和横坐标之间所获得的面积a(s1);a(s2)。在过压的情况下,该面积处在横坐标上方,在负压下,该面积处在横坐标下方。这例如在图4中范例地并且示意地借助在左边和右边的提升抽吸装置12的运动周期内施加的负压和处在相应的曲线与涉及工具相位φ的轴线之间的面积示出。针对以负压运行的抽吸装置12;13可以应用相应的方案,区别在于,该面积处在针对压力p(s1);p(s2)的正的区域中。基于测量值的所获取的典型的变化走向,所述面积a(s1);a(s2)可以通过积分、数学近似方法、例如由数值积分或应用梯形公式来确定。
58.当如例如在图5中示例示出地,对于限定的特征a(s1);a(s2)出现异常、例如过于明显的“处于限定的容差范围、例如相关置信范围γ(s1);γ(s2)之外的异常值”时,则可以逆推出确定的差错。在针对相关的特征a(s1);a(s2)或者特别是在多个操作工具12;13或抽吸装置12;13上的特征a(s1);a(s2)的组合、在这里为针对面积a(s1);a(s2)的数值的彼此先后的结果进行比较时,在差错情况下会有如下的模式识别,其能够推知相应的差错图的原因,进而实现了提早、优选自动地修正相关的操作工具12;13。这例如在修正被识别为超前单张纸的单张纸06时,实现了至少将传送工具13、优选将包括传送工具13的单张纸分离器14移动至堆垛后边棱。通过这种模式识别,能够可靠地在其产生时就已识别所有典型的差错图、诸如超前或滞后单张纸、歪斜单张纸、双重单张纸或包装皮(paketlagen),并且可以加以避免。
59.针对相同类型的两个操作工具12;13、例如提升工具12确定的结果、这里为基于例如提升抽吸装置12的压力变化走向确定的特征a(s1);a(s2)或面积a(s1);a(s2)可以在图表中作为点云示出,针对该点云例如计算重心或中心z。通过将数学统计方法、例如高斯正态分布应用于由两个面积a(s1);a(s2)组成的特征a(s1、s2)的数值分布,可以例如构建置信椭圆,处在该置信椭圆中的是针对组合特征a(s1、s2)的所有点的符合置信值γ的百分比。考虑用作置信值γ的例如是γ96。由此,该椭圆实现了对推纸器01的单张纸06的分离可靠性
的预测。如果处在该椭圆之外的数值很多,则由此及早发现在分离单张纸06时有问题。加工或处理单张纸的机器的操纵人员还可以在出现停机之前进行干预并且修正调整方案。
60.针对多个操作工具12;13的表征特征a(s1);a(s2)、这里是面积a(s1);a(s2)的结果的组合的或关联的考虑可用于推导出差错类型,例如从超前或滞后单张纸、歪斜单张纸、双重单张纸或包装皮选出。
61.作为与信任椭圆相关概念的延续,不同类型的操作工具13;12(例如在传送工具13上)的测量结果在三维椭球体中被考虑在内。然后可以从更广泛的数据库中获取有关新出现问题的相应信息。
62.在上述之一特别有利的改进方案(据此,为了自动化,为评估机构32配设有控制机构33、例如具有实施的控制逻辑的数据处理机构33),对与额定值的偏差、例如时间模式和/或置信范围之外的点的位置的评估以数据处理为基础并且启动应对措施、例如对操作工具12;13、特别是包括操作工具12;13的单张纸分离器14的位置修正根据上述偏差的结果自动进行或自动地根据即将发生的偏差进行。在这种情况下,操作员不再需要干预,或者至少只需要在紧急情况下干预。评估机构32和控制机构33可以集成在同一数据处理机构中或空间上分开并且仅在信号技术方面连接。
63.原则独立于上述改进方案(其中,对负载变化走向加以确定和评估以及获取允许评估要给送的单张纸06的位置和/或规格的特征a(s1);a(s2)),在有利的改进方案中,但与上述改进方案一起地,推纸器的本发明和/或特别优选的实施方案包括传感器件,该传感器件在沿要给送的单张纸06的传送方向t指向的一侧、也就是在堆垛09的前侧具有至少一个传感器s5、s6,和/或在与传送方向t相反指向的一侧、也就是在堆垛09的背侧具有至少一个传感器s7、s8,通过所述传感器,能够确定与在堆垛09的下游侧面上的至少两个横向于传送方向t彼此间隔的、特别是处在相同高度上的部位的距离或者特别是随时间的距离变化走向,或者至少是能够确定关于所述距离或距离变化走向的信息。相应的传感器s5;s6;s7;s8优选地布置在上堆垛边棱下方的高度上和/或至少以如下方式布置,使得所述传感器指向堆垛的位于上堆垛边棱下方的位置和/或从前侧或背侧指向相关的堆垛侧面。
64.在此处未详细示出的实施变型中,可以为此在前侧和/或背侧上设置设计为激光扫描仪的传感器s5;s6;s7;s8,所述传感器在堆垛宽度的至少一个分段上呈点状地在多个部位上或者连续地扫描距堆垛的距离或者特别是随时间的距离变化走向,或者至少提供关于距离或距离变化走向的信息,并且对所确定的距离或相关的信息加以评估。由此,能够通过在至少两个彼此间隔的并且处在相同高度上的部位上的评估来确定关于在所述部位的高度上堆垛边棱的排齐情况的信息。
65.在此处示出的并且能够以简单手段实现的实施方案中,两个传感器s5;s6、特别是距离传感器s5;s6设置在沿着要给送的单张纸06的传送方向t指向的一侧、也就是在堆垛09的前侧上,通过所述传感器,能够分别测量与在堆垛09的下游侧面上的各一个特别是处在相同高度上的部位的距离。这些传感器s5;s6横向于传送方向t彼此间隔并且优选是在相同高度处并且在同一垂直于传送方向t水平延伸的直线上布置的传感器s5;s6。所述传感器优选布置在前挡块16的区域内。传感器s5;s6优选地布置在堆垛的上部前边棱下方的高度上,和/或至少以如下方式布置,使得所述传感器指向堆垛的位于堆垛的上部前边棱下方的部位。所述传感器布置在假想的竖直延伸的中心平面e的两侧,从横向看,该中心平面将堆垛
09平分,但例如可以根据待处理的单张纸规格水平移动。
66.代替或优选附加于前侧的传感器s5;s6,传感器件在相反的、即背离加工或处理的机器的侧面上、也就是在堆垛09的背侧上包括两个传感器s7;s8、特别是距离传感器s7;s8,通过所述传感器,能够分别测量与堆垛09背侧上的各一个、特别是位于相同高度上的部位的距离。传感器s7;s8还横向于传送方向t彼此间隔并且优选在相同的高度上并垂直于传送方向t水平延伸的直线上设置。传感器s7;s8优选地布置在堆垛的上部后边棱下方的高度上和/或至少以如下方式布置,使得所述传感器指向堆垛的位于上部的堆垛后边棱下方的部位。例如,所述传感器布置在推纸器框架的柱36中,从而不妨碍用以换垛的可达性。
67.通过传感器s5;s6;s7;s8在前侧和/或背侧上距堆垛09的距离测量在堆垛提升期间的操作期间连续或间隔地执行。为了检测位于推纸器01中的堆垛09的堆垛轮廓,对测量值在两个、优选四个传感器s5;s6;s7;s8上加以收集和评估。在此,前侧的和/或背侧的距离传感器s5;s6;s7;s8在堆垛09的前侧和/或背侧上、在两个或各两个彼此横向于传送方向t间隔的部位上,提供堆垛09的位于所观察的部位上方并且已经竖直提升高出该部位的部分中的侧向堆垛边界的轮廓。
68.为此,评估机构32’作为数据处理机构32’被配置用于,记录通过至少两个、优选四个传感器s5;s6;s7;s8确定的距离的在跟踪、也就是在获得取出相应的最上面的单张纸06时堆垛顶部的位置而进行的提升期间得到的变化走向,并且将其变化走向彼此相关,并且对其加以评估。评估结果可以被输出到例如显示装置34和/或控制机构33’,特别是利用适当编程的数据处理机构33’输出。在该实施例中,基于传感器s5;s6;s7;s8和堆垛09之间的距离、特别是距离变化走向推导出表征单张纸06的位置和/或尺寸的标准。优选地,在评估中使用数理统计方法。
69.于是,能够通过至少两个、特别是四个传感器s5;s6;s7;s8的测量值来确定堆垛09在例如至少通过传感器s5;s6;s7;s8扫描的侧面上的轮廓,给出有关长度和/或位置(直至各个单张纸06)的信息。可以统计地评估单张纸06的长度和/或位置方面的偏差。
70.如果堆垛09中的单张纸06已被正确切割的话,在中心平面e的两侧布置传感器s5;s6;s7;s8的随时间记录的一系列测量值在其变化走向中、必要时在其容许的误差容限内重合。
71.如果前背侧各自的曲线走向中存在差异,则单张纸06过长或过短。这两种状态都不利于单张纸06的分离。
72.在有利的改进方案中,设置有如上所述的控制机构33’,通过所述控制机构,从测量值识别出这种尺寸偏差,这里是单张纸06的长度偏差,并且例如通过控制一个或多个相应的驱动机构,在改进方案中自动化地克服操作工具12;13,特别是包括操作工具12;13的单张纸分离器14的位置和/或位置方面的这种变化,以防止分离错误。
73.可以例如通过评估单张纸06的前侧和背侧的距离测量值来确定或能够确定的长度的知识也可以用于加工或加工机器的其他装置并且可以并入其控制装置中,例如在翻页装置上和/或在收纸装置上。
74.如果位于中心平面e一侧和另一侧的传感器s5;s6;s7;s8的一系列测量值不一样,但是前侧和背侧之间的区别在两侧上是一样的,说明堆垛09中的单张纸06是歪斜的。因此,这种位置方面的偏差、即歪斜单张纸也可以提前发现,并且例如可以通过调整和/或定位单
张纸分离器14来自动校正。
75.表征标准的结果的组合的或关联的考虑、这里特别是在堆垛09的几个部位上的特别是随时间的距离变化走向可以用于推导出差错类型,例如从超前或滞后单张纸、歪斜单张纸、双重单张纸或包装皮中选出。
76.对于包括压力传感器和/或距离传感器的、具有指定评估机构32;32’的传感器件的所述实施方案优选设置上述的控制机构33;33’,其与评估机构32;32’保持信号连接,并且设置有针对第一和/或第二操作机构12;13直接或间接调整的驱动机构,以便根据评估结果定位操作机构。在这种情况下,可以进行间接驱动,方式为,对包括操作工具12;13的单张纸分离器14加以调整或定位。
77.附图标记列表
78.1推纸器
79.2带式台、抽吸带式台
80.3单张纸挡靠件
81.4装置、印刷装置
82.5后部的边棱
83.6单张纸
84.7间隙
85.8-86.9堆垛、单张纸堆垛
87.10堆垛台
88.11提升装置
89.12具、操作工具、提升工具、抽吸装置、分离抽吸装置、提升抽吸装置
90.13具、操作工具、传送工具、抽吸装置、传送抽吸装置
91.14单张纸分离器
92.15工具、触脚
93.16前挡块
94.17单张纸翻板
95.18翻板轴
96.19吹送装置
97.20辊、驱动辊
98.21辊、转向辊
99.22台板
100.23抽吸箱
101.24传送带
102.25-103.26挡靠台
104.27挡块
105.28-106.29转印鼓
107.30压印滚筒
108.31橡皮布滚筒
109.32评估机构、数据处理机构
110.32'评估机构、数据处理机构
111.33控制机构、数据处理机构
112.33'控制机构、数据处理机构
113.34显示装置
114.34'显示装置
115.35-116.36柱
117.a(s1)特征、面积
118.a(s2)特征、面积
119.a(s1、s2)特征
120.e中心平面
121.m1平均值
122.m2平均值
123.p(s1)压力
124.p(s2)压力
125.p(s3)压力
126.p(s4)压力
127.s1传感器、压力传感器
128.s2传感器、压力传感器
129.s3传感器、压力传感器
130.s4传感器、压力传感器
131.s5传感器、距离传感器
132.s6传感器、距离传感器
133.s7传感器、距离传感器
134.s8传感器、距离传感器
135.t传送装置
136.z中心
137.γ置信值
138.γ(s1)置信值
139.γ(s2)置信值
140.φ工具相位
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1