玻璃卷的制造方法以及玻璃卷的制造装置与流程
1.本发明涉及玻璃卷的制造方法以及玻璃卷的制造装置。
背景技术:
2.玻璃卷通过将带状的玻璃膜呈卷状卷绕而制造。一边搬运制造出的带状的玻璃膜,一边对该带状的玻璃膜实施切断、成膜、表面处理、清洗等制造关联处理。
3.另外,在如上述那样一边搬运一边进行制造关联处理的情况下,在制造关联处理区域或者其搬运方向前后区域有时将玻璃膜以吸附在带式输送机的带表面的状态搬运(例如,参照专利文献1)。通过使用能够吸附的带式输送机,从而能够稳定地保持玻璃膜,因此能够利用上述带式输送机的进给速度控制玻璃膜的搬运速度。因此,能够精度良好且稳定地进行制造关联处理,由此能得到高品质的玻璃卷。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2018-150131号公报
技术实现要素:
7.发明要解决的课题
8.然而,在如专利文献1所记载的那样设置能够吸附的带式输送机时,为了利用卷绕部将玻璃膜没有宽度方向上的偏移等地准确卷绕,考虑采取在距卷绕部比较近的位置配置上述带式输送机并能对向卷绕部供给的玻璃膜作用足够的张力的方式。在该情况下,在该带式输送机上通过的玻璃膜相对于位于比带式输送机靠上游侧的位置的玻璃膜成为比如说是被隔断的状态。因此,在已通过带式输送机的玻璃膜产生了褶皱等变形的情况下,伴随着持续搬运玻璃膜,上述种类的变形累积,容易变大。另外,由于从带式输送机到卷绕部的距离短,而难以消除暂时产生的褶皱等变形。因此,利用卷绕部将该状态的玻璃膜呈卷状卷绕而导致玻璃膜的破损的风险提高。
9.鉴于以上的事由,本发明的应解决的技术课题在于,在一边调整玻璃膜的搬运速度一边卷绕玻璃膜而制造玻璃卷时,能够消除或者抑制在玻璃膜的搬运中产生的褶皱等变形,将玻璃膜不破损地准确呈卷状卷绕。
10.用于解决课题的方案
11.所述课题的解决由本发明的玻璃卷的制造方法实现。即,该制造方法为一种玻璃卷的制造方法,利用放卷部将带状的玻璃膜放卷,利用卷绕部将已放卷的玻璃膜卷绕而得到玻璃卷,所述玻璃卷的制造方法的特征在于,在放卷部与卷绕部之间设置有对已由放卷部放卷的玻璃膜被朝向卷绕部搬运时的搬运速度进行调整的搬运速度调整部,在搬运速度调整部与卷绕部之间设置有能够将玻璃膜的搬运距离在玻璃膜的宽度方向上变更的搬运距离变更部。需要说明的是,在本说明书中,玻璃膜的宽度方向的意思是指与该玻璃膜的长度方向以及厚度方向这两方正交的方向。
12.如此,在本发明的玻璃卷的制造方法中,在搬运速度调整部与卷绕部之间设置能够将玻璃膜的搬运距离在玻璃膜的宽度方向上变更的搬运距离变更部。根据该结构,能够针对经过搬运速度调整部而到达搬运距离变更部的玻璃膜在其宽度方向上使玻璃膜的搬运距离不同。因此,例如,在玻璃膜的宽度方向一侧产生褶皱等变形,且发现扩大的倾向的情况下,通过使玻璃膜的宽度方向一侧的搬运距离比该玻璃膜的宽度方向另一侧的搬运距离大,从而能够消除或者抑制宽度方向一侧的褶皱等变形。因此,能够防止褶皱等变形累积而巨大化的情况。因而,能够通过将该状态的玻璃膜卷绕来防止卷绕时的破损从而稳定得到高品质的玻璃卷。
13.另外,在本发明的玻璃卷的制造方法中,也可以是,在放卷部与搬运速度调整部之间设置有玻璃膜的制造关联处理部。
14.根据本发明的玻璃卷的制造方法,在设置有玻璃膜的搬运速度调整部的情况下,也能够消除或者抑制在玻璃膜的搬运中产生的褶皱等变形,能够将玻璃膜不破损地准确呈卷状卷绕。通过在放卷部与搬运速度调整部之间设置玻璃膜的制造关联处理部,从而在对玻璃膜的制造关联处理后在搬运速度调整部中对玻璃膜进行约束,能够防止对玻璃膜的约束的影响波及到制造关联处理部。结果是,搬运速度调整部配设于靠近卷绕部的位置,因此能够将已实施该制造关联处理的玻璃膜安全卷绕而稳定得到高品质的玻璃卷。
15.另外,在本发明的玻璃膜的制造方法中,也可以是,在搬运速度调整部与卷绕部之间设置有通过在玻璃膜借助粘接层贴附保护膜从而在玻璃膜层叠保护膜的层叠部,在搬运速度调整部与层叠部之间设置有搬运距离变更部。
16.在将保护膜层叠于玻璃膜的层叠部中,通过在玻璃膜的两面配置夹持辊等,从而将玻璃膜固定搬运。在层叠部与搬运速度调整部之间那样的将玻璃膜固定搬运的两位置之间,存在特别容易在玻璃膜累积褶皱等变形的倾向。根据本发明的玻璃卷的制造方法,在层叠部与搬运速度调整部之间设置搬运距离变更部,从而能够有效地防止褶皱等变形累积的情况。
17.另外,在本发明的玻璃卷的制造方法中,也可以是,搬运距离变更部构成为能够在玻璃膜的宽度方向端部变更玻璃膜的搬运距离。
18.在采取一边调整已从玻璃卷放卷的玻璃膜的搬运速度一边再次卷绕为玻璃卷的方式的情况下,存在褶皱等变形在玻璃膜的宽度方向端部表现得特别显著的倾向。基于该点,在本发明中,将搬运距离变更部构成为能够在玻璃膜的宽度方向端部变更玻璃膜的搬运距离。通过如此构成,从而能够更有效地享有由使搬运距离在玻璃膜的宽度方向上不同带来的效果。因此,能够更有效地消除或者抑制褶皱等变形,而更可靠地得到高品质的玻璃卷。
19.另外,在本发明的玻璃卷的制造方法中,也可以是,搬运距离变更部设置于玻璃膜的搬运方向上的不同的多个位置。
20.通过如上述那样在搬运方向的多个部位设置搬运距离变更部,从而能够更大地变更玻璃膜的搬运距离。换言之,能够在相同的玻璃膜的宽度方向上使搬运距离较大地不同。因此,即使在褶皱等变形较大的情况下,也能够有效地消除或者抑制该变形。另外,通过将搬运距离变更部设置于多个部位,从而能够分别在玻璃膜的宽度方向的不同的位置变更搬运距离,因此例如也能够利用上游侧的搬运距离变更部增大玻璃膜的宽度方向一侧的搬运
距离而消除或者抑制在该宽度方向一侧产生的褶皱等变形,并且利用下游侧的搬运距离变更部稍微增大玻璃膜的宽度方向另一侧的搬运距离而微调玻璃膜的搬运距离。因此,根据上述结构,能够实现更高精度的搬运距离的调整。
21.另外,在本发明的玻璃卷的制造方法中,也可以是,搬运速度调整部配设于相对上方的区域,卷绕部配设于相对下方的区域,在搬运速度调整部与卷绕部之间配设有将通过了搬运速度调整部的玻璃膜的搬运方向转换的搬运方向转换区域,在该情况下,搬运距离变更部配设于方向转换区域。
22.在如此搬运速度调整部与卷绕部配设于在高度方向上互不相同的位置的情况下,需要在搬运速度调整部与卷绕部之间改变玻璃膜的搬运方向(设置方向转换区域)。在方向转换区域中,通常,玻璃膜的搬运方向从水平方向(也包括相对于水平方向具有一些倾斜角度的情况)转换为铅垂下方(也包括相对于铅垂方向具有一些倾斜角度的情况),因此在搬运方向转换区域中,玻璃膜可能产生呈曲面状变形的部分。因此,通过将搬运距离变更部设置于方向转换区域,从而能够将玻璃膜中的呈曲面状变形的部分的搬运距离在宽度方向上变更。若为玻璃膜中的呈曲面状变形的部分,则例如通过从凹面侧按压该呈曲面状的部分,与玻璃膜的呈平坦状的部分相比能够容易地使玻璃膜的搬运距离在其宽度方向上不同。
23.另外,在本发明的玻璃卷的制造方法中,也可以是,搬运距离变更部包括能够与玻璃膜面接触的辊,辊构成为能够绕与该辊的旋转轴线正交的轴线转动。
24.如此,通过利用能够与玻璃膜面接触的辊构成搬运距离变更部,从而能够将该辊设为一边搬运一边支承玻璃膜的支承辊。换言之,能够将现有的支承辊设为搬运距离变更部的辊。另外,在这种情况下,通过将辊构成为能够绕与该辊的旋转轴线正交的轴线转动,从而能够使辊以相对于玻璃膜的宽度方向倾斜的状态与玻璃膜面接触。由此,能够利用辊支承玻璃膜,并且使该玻璃膜的宽度方向一侧的搬运距离比宽度方向另一侧的搬运距离大。因此,能够确保玻璃膜的顺畅搬运并且有效地消除或者抑制在玻璃膜产生的褶皱等变形。
25.另外,所述课题的解决也由本发明的玻璃卷的制造装置实现。即,该制造装置为一种玻璃卷的制造装置,具备:放卷部,其将带状的玻璃膜放卷;卷绕部,其将已放卷的玻璃膜卷绕而得到玻璃卷;以及搬运速度调整部,其设置于放卷部与卷绕部之间,并对已由放卷部放卷的玻璃膜被朝向卷绕部搬运时的搬运速度进行调整,所述玻璃卷的制造装置的特征在于,在搬运速度调整部与卷绕部之间设置有能够将玻璃膜的搬运距离在玻璃膜的宽度方向上变更的搬运距离变更部。
26.如此,在本发明的玻璃卷的制造装置中,也是在搬运速度调整部与卷绕部之间设置能够将玻璃膜的搬运距离在玻璃膜的宽度方向上变更的搬运距离变更部。根据该结构,能够针对经过搬运速度调整部而到达搬运距离变更部的玻璃膜在其宽度方向上使玻璃膜的搬运距离不同。因此,例如,在玻璃膜的宽度方向一侧产生褶皱等变形,且发现扩大的倾向的情况下,通过使玻璃膜的宽度方向一侧的搬运距离比玻璃膜的宽度方向另一侧的搬运距离大,从而能够消除或者抑制宽度方向一侧的褶皱等变形。因此,能够防止褶皱等变形累积而巨大化的情况。因而,通过将该状态的玻璃膜卷绕从而能够防止卷绕时的破损而稳定得到高品质的玻璃卷。
27.发明效果
28.如以上所述,根据本发明,在一边调整玻璃膜的搬运速度一边将玻璃膜卷绕而制造玻璃卷时,能够消除或者抑制在玻璃膜的搬运中产生的褶皱等变形,能够将玻璃膜不破损地准确呈卷状卷绕。
附图说明
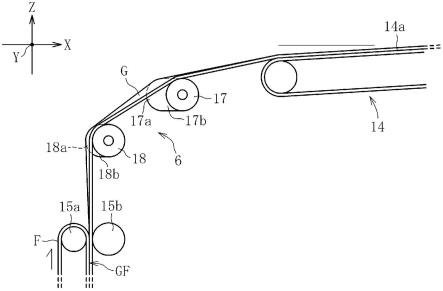
29.图1是从侧方观察本发明的第一实施方式的玻璃卷的制造装置的整体结构而得到的图。
30.图2是将图1所示的搬运距离变更部从侧方放大观察而得到的图。
31.图3是正面观察图2所示的搬运距离变更部以及其驱动机构而得到的图。
32.图4是俯视图2所示的搬运距离变更部以及其驱动机构而得到的图。
33.图5是用于说明图2所示的搬运距离变更部的一调整例的俯视图。
34.图6是用于说明图2所示的搬运距离变更部的其他调整例的俯视图。
35.图7是俯视本发明的第二实施方式的搬运距离变更部以及其驱动机构而得到的图。
具体实施方式
36.以下,基于图1~图6对本发明的玻璃卷的制造方法的第一实施方式进行说明。
37.如图1所示,本发明的第一实施方式的玻璃卷的制造装置1具备:放卷部2,其从第一玻璃卷gr1将玻璃膜g放卷;制造关联处理部3,其对已放卷的玻璃膜g实施规定的制造关联处理;卷绕部4,其将已实施制造关联处理的玻璃膜g卷绕而得到第二玻璃卷gr2;搬运速度调整部5,其调整玻璃膜g的搬运速度;以及搬运距离变更部6。另外,在本实施方式中,玻璃卷的制造装置1还具备在玻璃膜g层叠保护膜f的层叠部7。
38.在本实施方式中,如图1所示,制造关联处理部3配设在比搬运速度调整部5靠玻璃膜g的搬运方向上游侧的位置,在搬运速度调整部5与卷绕部4之间配设有搬运距离变更部6。另外,在搬运距离变更部6与卷绕部4之间配设有层叠部7。
39.另外,在本实施方式中,在放卷部2与制造关联处理部3之间配设将玻璃膜g的搬运方向从上方向转换为水平方向的第一方向转换区域8,并且在搬运速度调整部5与层叠部7(卷绕部4)之间配设将玻璃膜g的搬运方向从水平方向(包括相对于水平方向具有规定的倾斜角度的情况)转换为下方向的第二方向转换区域9。由此,制造关联处理部3与搬运速度调整部5位于相对上方的区域,放卷部2与卷绕部4位于相对下方的区域。需要说明的是,另外,以图1所示的xyz坐标系而言,x方向以及y方向与水平方向一致,z方向与铅垂方向(上方向、下方向)一致。另外,y方向与玻璃膜g的宽度方向一致。
40.放卷部2从第一玻璃卷gr1将玻璃膜g放卷,并将已放卷的玻璃膜g向制造关联处理部3供给。这里,玻璃膜g是对由未图示的规定的成形部成形为带状的母材玻璃膜或者母材玻璃膜实施规定的制造关联处理而成的玻璃膜。
41.在本实施方式中,制造关联处理部3具有:化学处理装置10,其对已从第一玻璃卷gr1放卷的玻璃膜g的端面实施规定的化学处理;表面处理装置11,其对已实施化学处理的玻璃膜g实施规定的表面处理;以及清洗装置12,其对已实施表面处理的玻璃膜g进行清洗。需要说明的是,图1所示的制造关联处理部3的结构只是一例。也可以根据需要而设置两个
以下或者四个以上的处理装置。另外,处理装置的种类也并不限定于图示,只要是例如切断装置、成膜装置等大致被认为是与玻璃膜g的制造相关的处理通常使用的装置,则能够任意地配设。
42.卷绕部4通过使卷芯13旋转,从而将已实施由制造关联处理部3进行的制造关联处理的玻璃膜g呈卷状卷绕。在本实施方式中,利用配设在比卷绕部4靠玻璃膜g的搬运方向上游侧的位置的层叠部7,在玻璃膜g层叠保护膜f,并将由此得到的层叠膜gf呈卷状卷绕。因此,由卷绕部4得到的第二玻璃卷gr2呈使玻璃膜g与保护膜f交替地重合的形态。也可以是,将未图示的聚对苯二甲酸乙二醇酯片等树脂片作为缓冲片,将其夹装于玻璃膜g与保护膜f之间并卷绕,从而制作第二玻璃卷gr2。
43.搬运速度调整部5是支承并搬运玻璃膜g的搬运装置,且构成为能够调整玻璃膜g的搬运速度。在本实施方式中,搬运速度调整部5为能够吸附玻璃膜g的带式输送机14,且具有:吸气装置,其例如经由设置于带式输送机14的带的孔进行吸气;马达等驱动源,其对带赋予驱动力;以及控制部(均省略图示),其控制驱动源。这里,带式输送机14的搬运支承面14a也可以是与水平方向(若是本图示例则为x方向)一致的方向。或者如图2所示,也可以以搬运支承面14a相对于搬运支承面水平方向具有规定的倾斜角度(随着趋向下游侧而成为下位)的方式倾斜配置带式输送机14。
44.需要说明的是,在本实施方式中,例示出将搬运速度调整部5设为能够吸附玻璃膜g的带式输送机14的情况,但当然并不限定于此。只要能够在保持着玻璃膜g的状态下对该玻璃膜g赋予期望的搬运速度,就能够采取任意的结构。
45.另外,除了作为搬运装置的搬运速度调整部5以外,也可以将搬运玻璃膜g的其他搬运装置设置于放卷部2与卷绕部4之间,对此省略图示。在该情况下,该其他搬运装置并不局限于带式输送机,也可以是辊式输送机、其他各种搬运机构。
46.层叠部7将保护膜f借助粘接层(省略图示)贴附在玻璃膜g从而能够在玻璃膜g层叠保护膜f,该层叠部7具有一对夹持辊15a、15b以及通过将保护膜f呈卷状卷绕而成的保护膜卷fr。保护膜卷fr是利用卷芯16将使间隔件重叠于在带状的保护膜f的一方的面形成的粘接层得到的构件呈卷状卷绕而成,对此省略图示。保护膜卷fr配置于一对夹持辊15a、15b的附近,且构成为能够向一对夹持辊15a、15b之间供给保护膜f。需要说明的是,也能够根据粘接层的种类、粘着力而省略间隔件。
47.图2是从侧方观察搬运距离变更部6的主要部分而得到的图。如图2所示,该搬运距离变更部6具有能够与搬运中的玻璃膜g面接触的可动辊17、18。在本实施方式中,两根可动辊17、18均配设于第二方向转换区域9。在该情况下,通过使各可动辊17、18对玻璃膜g的面接触的形态变化,从而能够将玻璃膜g中的通过搬运距离变更部6的部分的搬运距离在玻璃膜g的宽度方向(以本图示例而言为y方向)上变更。
48.这里,例如如图3所示,上述的面接触的形态的变化能够通过使可动辊17、18绕与轴旋转的中心轴线a1不同的方向(例如与轴旋转的中心轴线a1正交方向)的轴线a2转动而实现。图3示出用于实现上游侧的第一可动辊17的上述动作(绕轴线a2的转动)的驱动机构19的一例。该驱动机构19包括对第一可动辊17在其轴向两端进行旋转支承的轴承20、20、马达21以及将轴承20、20与马达21连结的连结部22。在该情况下,马达21的旋转轴线与轴线a2一致。另外,轴线a2的方向与z方向一致。
49.在上述结构的驱动机构19中,通过使马达21驱动,从而经由连结部22而与马达21相连结的轴承20、20以及第一可动辊17绕马达21的旋转轴线即铅垂方向的轴线a2转动(参照图4)。因此,在该情况下,通过调整基于马达21的旋转量,从而能够控制第一可动辊17的姿态(例如控制为图4的由双点划线表示的姿态)。关于第二可动辊18,也是通过设置与图3所示的驱动机构19相同的驱动机构(省略图示),从而能够与第一可动辊17相同地控制姿态。
50.作为向上述结构的制造装置1供给的玻璃膜g的材质,使用硅酸盐玻璃、二氧化硅玻璃,优选使用硼硅酸玻璃、钠钙玻璃、铝硅酸盐玻璃、化学强化玻璃,最优选使用无碱玻璃。这里,所谓无碱玻璃是指实质不含碱成分(碱金属氧化物)的玻璃,具体而言是碱成分的重量比为3000ppm以下的玻璃。本发明中的碱成分的重量比优选为1000ppm以下,更优选为500ppm以下,最优选为300ppm以下。
51.另外,玻璃膜g的厚度尺寸为10μm以上且300μm以下,优选的为30μm以上且200μm以下,最优选为30μm以上且100μm以下。
52.上述的玻璃膜g能够由公知的浮法、压延法、狭缝下拉法、再拉法等成形,但优选为利用溢流下拉法成形。
53.另外,作为向一对夹持辊15a、15b之间供给的保护膜f的材质,例如,能够使用离聚物膜、聚乙烯膜、聚丙烯膜、聚氯乙烯膜、聚偏二氯乙烯膜、聚乙烯醇膜、聚酯膜、聚碳酸酯膜、聚苯乙烯膜、聚丙烯腈膜、乙烯-醋酸乙烯酯共聚物膜、乙烯-乙烯醇共聚物膜、乙烯-甲基丙烯酸共聚物膜、尼龙(注册商标)膜(聚酰胺膜)、聚酰亚胺膜、玻璃纸等有机树脂膜(合成树脂膜)等,优选使用聚对苯二甲酸乙二醇酯膜(pet膜)。
54.保护膜f的厚度优选为10μm以上且1000μm以下,更优选为20μm以上且500μm以下。
55.以下,对使用上述结构的制造装置1来制造玻璃卷(第二玻璃卷gr2)的方法进行说明。本方法包括放卷工序s1、第一方向转换工序s2、制造关联处理工序s3、搬运速度调整工序s4、第二方向转换工序s5、搬运距离变更工序s6、层叠工序s7以及卷绕工序s8。
56.在放卷工序s1中,从设置于制造装置1的规定位置的放卷部2的第一玻璃卷gr1将玻璃膜g放卷,并利用搬运速度调整部5以及根据需要而未图示的搬运装置将其向位于第一玻璃卷gr1的下游侧的制造关联处理部3搬运。在本实施方式中,放卷部2位于相对下方的区域,制造关联处理部3位于相对上方的区域(参照图1)。因此,在放卷部2与制造关联处理部3之间设置第一方向转换区域8,在该第一方向转换区域8中,向上方向(图1的z方向)搬运的玻璃膜g的搬运方向转换为水平方向(图1的x方向)而向制造关联处理部3搬运(第一方向转换工序s2)。
57.在制造关联处理工序s3中,对通过制造关联处理部3的玻璃膜g实施规定的制造关联处理。在本实施方式中,从玻璃膜g的搬运方向上游侧依次配设有化学处理装置10、表面处理装置11以及清洗装置12。因此,对已从第一玻璃卷gr1放卷的玻璃膜g依次实施基于化学处理装置10的端面的化学处理、基于表面处理装置11的表面处理以及基于清洗装置12的清洗处理。另外,通过在制造关联处理部3的下游侧配设有搬运速度调整部5,从而通过制造关联处理部3的玻璃膜g的搬运速度被调整为规定的大小(搬运速度调整工序s4)。由此,能够对玻璃膜g稳定地实施上述的各种制造关联处理。
58.已实施由制造关联处理部3进行的规定的处理的玻璃膜g经过搬运速度调整部5而
到达第二方向转换区域9。这里,在第二方向转换区域9设置有搬运距离变更部6。另外,搬运距离变更部6具有两根可动辊17、18,且这两根可动辊17、18中的至少一方从基准状态(图5中的由双点划线表示的状态)起位移成规定的状态。在本实施方式中,如图5所示,位于相对上游侧的第一可动辊17从轴旋转的中心轴线a1与玻璃膜g的宽度方向(这里为y方向)一致的状态起成为绕与中心轴线a1正交的方向的轴线a2(这里为z方向)转动了规定的角度θ1的状态。另外,位于相对下游侧的第二可动辊18从轴旋转的中心轴线a1与玻璃膜g的宽度方向(y方向)一致的状态起成为绕与中心轴线a1正交的方向的轴线a2(z方向)转动了规定的角度θ2的状态。另外,此时的转动的方向以使在玻璃膜g的宽度方向上容易产生褶皱等变形的一侧(例如图5的左侧)的搬运距离相对地变长的方式设定。在本实施方式中,如图2以及图5所示,以使第一以及第二可动辊17、18的轴向一端侧17a、18a与玻璃膜g的宽度方向一侧ga的搬运距离变长的方式设定各可动辊17、18的转动的方向。
59.如此使通过搬运距离变更部6的玻璃膜g的搬运距离在宽度方向不同,从而成为在玻璃膜g产生的褶皱等变形消除或者抑制了的状态。因此,在该第二方向转换区域9中,利用搬运距离变更部6如上述那样消除或者抑制在玻璃膜g产生的褶皱等变形,并且向水平方向(图1的x方向)或者如图2所示那样向稍斜下方搬运的玻璃膜g的搬运方向转换为下方向(图1的z方向)而向层叠部7搬运(第二方向转换工序s5、搬运距离变更工序s6)。
60.在层叠工序s7中,对已到达位于各可动辊17、18的下游侧的层叠部7的玻璃膜g进行保护膜f的层叠。在本实施方式中,如图1以及图2所示,在玻璃膜g的搬运路上配设一对夹持辊15a、15b,并且从配置于一对夹持辊15a、15b的附近的保护膜卷fr将保护膜f放卷并将其向一对夹持辊15a、15b之间供给。这里,在保护膜f一体地设置有粘接层(省略图示),因此利用一对夹持辊15a、15b夹住玻璃膜g以及保护膜f从而借助粘接层在玻璃膜g贴附保护膜f。由此,得到玻璃膜g与保护膜f层叠而成的层叠膜gf。另外,在上游侧的搬运距离变更工序s6中,消除或者抑制了在玻璃膜g产生的褶皱等变形,因此能够将平坦形状的玻璃膜g稳定地贴附在保护膜f。
61.在接下来的卷绕工序s8中,将由层叠工序s7得到的层叠膜gf卷绕于卷芯13,从而得到第二玻璃卷gr2。在本实施方式中,该第二玻璃卷gr2成为作为最终产品的玻璃卷而出厂。
62.如以上说明的那样,在本实施方式的玻璃卷(第二玻璃卷gr2)的制造方法中,在搬运速度调整部5与卷绕部4之间设置能够将玻璃膜g的搬运距离在玻璃膜g的宽度方向上变更的搬运距离变更部6。根据该结构,能够针对经过搬运速度调整部5而到达搬运距离变更部6的玻璃膜g在其宽度方向上使玻璃膜g的搬运距离不同(参照图5)。因此,例如在玻璃膜g的宽度方向一侧ga产生褶皱等变形,且发现扩大的倾向的情况下,通过使玻璃膜g的宽度方向一侧ga的搬运距离比该玻璃膜g的宽度方向另一侧gb的搬运距离大,从而能够消除或者缩小宽度方向一侧ga的褶皱等变形。因此,能够防止褶皱等变形累积而巨大化的情况。因而,能够通过卷绕该状态的玻璃膜g(在本实施方式中为层叠膜gf)来防止卷绕时的破损从而稳定得到高品质的玻璃卷(第二玻璃卷gr2)。
63.另外,在本实施方式中,在搬运速度调整部5与卷绕部4之间设置基于保护膜f的贴附而进行层叠的层叠部7,并且在搬运速度调整部5与层叠部7之间设置搬运距离变更部6。如本实施方式那样,在利用一对夹持辊15a、15b夹住玻璃膜g与保护膜f并将它们层叠的情
况下,成为玻璃膜g在由一对夹持辊15a、15b夹住的位置被隔断的状态。在将搬运速度调整部5设为能够吸附的带式输送机14的情况下,如上述那样在带式输送机14上玻璃膜g成为被隔断的状态,因此在带式输送机14与卷绕部4之间配设一对夹持辊15a、15b的情况下,玻璃膜g中的在不同的两部位被隔断的区域间的距离变短,容易产生褶皱等变形,且可能扩大。另外,由于到下次被隔断的玻璃膜g的搬运距离短,因此暂时产生的褶皱等变形被消除或者抑制的可能性也小。与此相对,根据本实施方式的玻璃卷(第二玻璃卷gr2)的制造方法,能够利用搬运距离变更部6消除或者抑制在玻璃膜g的搬运中产生的褶皱等变形,能够将玻璃膜g不破损地准确呈卷状卷绕。因此,如本实施方式那样,即使在搬运速度调整部5与层叠部7配设于彼此靠近的位置的情况下,也不必担心产生褶皱等变形,能够精度良好地对玻璃膜g实施制造关联处理。
64.以上,对本发明的玻璃卷的制造方法以及制造装置的第一实施方式进行了说明,但该制造方法以及制造装置当然能够在本发明的范围内采用任意的方式。
65.例如在第一实施方式中,利用两根可动辊17、18构成搬运距离变更部6,并且以使各可动辊17、18绕铅垂方向的轴线a2转动的方式构成驱动机构19。并且,在采取这种结构的情况下,例示出以通过使两根可动辊17、18都向相同的方向转动,从而各可动辊17、18的轴向一端侧17a、18a与玻璃膜g的宽度方向一侧ga较大接触的方式进行调整的情况,但当然可动辊17、18与玻璃膜g的接触方式并不限定于此。例如如图6所示,也能够实现使上游侧的第一可动辊17向与图5相同的方向转动并且使下游侧的第二可动辊18向与第一可动辊17相反的方向转动的调整。在该情况下,第一可动辊17的轴向一端侧17a与玻璃膜g的宽度方向一侧ga相对地较大接触,第二可动辊18的轴向另一端侧18b与玻璃膜g的宽度方向另一侧gb相对地较大接触。因此,在该情况下,玻璃膜g在与第一可动辊17的轴向一端侧17a相接触的宽度方向一侧ga处搬运距离相对地变长,在与第二可动辊18的轴向另一端侧18b相接触的宽度方向另一侧gb处搬运距离相对地变长。如此一来,通过利用两根以上的可动辊17、18构成搬运距离变更部6,从而能够微调玻璃膜g的搬运距离。因而,与仅利用一根可动辊17(18)调整搬运距离相比,能够精度良好地调整搬运距离。
66.另外,在上述实施方式中,例示出将两根可动辊17、18构成为能够绕与其轴旋转的中心轴线a1正交的铅垂方向的轴线a2转动的情况,但当然也能够采用在此以外的可动方式。图7示出俯视其一例(本发明的第二实施方式)的搬运距离变更部30的主要部分而得到的图。如图7所示,本实施方式的搬运距离变更部30在可动辊31的驱动机构32这方面与第一实施方式的驱动机构不同。即,该驱动机构32在将设置于可动辊31的轴向两端的轴承33a、33b构成为能够沿着滑动引导件34a、34b的长度方向滑动这点与第一实施方式的驱动机构19不同。在该情况下,轴承33a、33b也分别作为相对于滑动引导件34a、34b的滑动部而发挥功能。这里,用于使轴承33a、33b能够相对于滑动引导件34a、34b滑动的机构是任意的,能够使用线性马达、齿轮齿条机构等公知的直动机构来构成。需要说明的是,在图7中仅公开有一根可动辊31,但实际上利用两根可动辊31、31构成搬运距离变更部30。
67.通过如此构成可动辊31的驱动机构32,从而与第一实施方式相比能够提高可动辊31的位置自由度。因此,能够更广泛地设定与玻璃膜g接触的接触方式,进而能够更灵活地进行搬运距离的宽度方向上的变更。
68.需要说明的是,上述可动辊17、18、31的调整能够在任意的时机进行。例如,也可以
与所搬运的玻璃膜g的尺寸(宽度方向尺寸、厚度尺寸)、材质等的变更相应地实施。或者,也可以在实际正在搬运玻璃膜g的当中(暂时地停止的情况下)实施。
69.另外,可动辊17、18(31)的根数并不限定于两根。可以利用一根可动辊17(18、31)构成搬运距离变更部6(30),或者也可以利用三根以上的可动辊构成搬运距离变更部6。
70.另外,在上述实施方式中,例示出在第二方向转换区域9设置搬运距离变更部6,且可动辊17、18(31)兼作方向转换时的引导辊的情况,但当然并不限定于此。例如,也可以在第二方向转换区域9的搬运方向前后以与玻璃膜g面接触的方式配置可动辊17、18(31)。
71.另外,在以上的说明中,例示出作为搬运距离变更部6(30)而均具有可动辊17、18(31)的情况,但当然并不限定于此。只要能够通过对玻璃膜g的某些作用而在玻璃膜g的宽度方向上变更搬运距离,就能够采用任意的结构。因此,例如,也能够利用呈辊以外的形态的可动式的面接触部来构成搬运距离变更部。
72.附图标记说明
73.1玻璃卷的制造装置
74.2放卷部
75.3制造关联处理部
76.4卷绕部
77.5搬运速度调整部
78.6搬运距离变更部
79.7层叠部
80.8第一方向转换区域
81.9第二方向转换区域
82.10化学处理装置
83.11表面处理装置
84.12清洗装置
85.13卷芯
86.14带式输送机
87.15a、15b夹持辊
88.16卷芯
89.17、18可动辊
90.19驱动机构
91.20、20轴承
92.21马达
93.22连结部
94.30搬运距离变更部
95.31可动辊
96.32驱动机构
97.33a、33b轴承(滑动部)
98.34a、34b滑动引导件
99.a1中心轴线(可动辊)
100.a2铅垂方向轴线(可动辊)
101.f保护膜
102.fr保护膜卷
103.g玻璃膜
104.gf层叠膜
105.gr1第一玻璃卷
106.gr2第二玻璃卷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1