豆腐传送机构和豆腐连续制造装置的制作方法
1.本发明涉及一种应用于连续制造豆腐的制造装置的豆腐传送机构。
背景技术:
2.在现有技术中,为了通过凝固豆浆来制造豆腐,在小批量制造中通过使用模具箱来制造豆腐,但在大规模制造中,豆腐是在不使用模具箱的情况下连续成形和制造的,使得豆浆在由输送器输送的同时凝固。豆腐成形后,被切成预定尺寸,然后包装储存。已经提供了各种装置作为这种豆腐连续制造装置。
3.在现有技术中许多豆腐连续制造装置包括至少两个输送器,即主输送器和副输送器,并且还包括使豆腐从主输送器传送到副输送器的传送机构。
4.引文列表
5.专利文献
6.专利文献1:jp2983085b2
7.专利文献2:jps52-005583b2
8.专利文献3:jp3568193b2
9.专利文献4:jph03-251151a
10.专利文献5:jp2018-198593a
技术实现要素:
11.技术问题
12.在现有技术的装置中,在传送机构中使用的传送板的长度(豆腐在行进方向上的长度)较长,这不可避免地导致豆腐连续制造装置的尺寸增大。例如,当从主输送器侧的连续凝固机传送的片状豆腐未很好地滑动时,豆腐连续制造装置可能在传送机构处被豆腐堵塞,因此可能发生麻烦。为了解决这样的问题,现有技术的装置采用从底侧喷水以使豆腐容易滑动的结构,或者采用增大主输送器和副输送器之间的高度差以形成向下的斜坡的结构。然而,豆腐性质的变化可能使豆腐在传送过程中滑动太多而破裂和分解,或者不滑动而累积,这可能需要时间和精力来频繁调整喷洒的水等。
13.本发明提供了一种可以减小尺寸且可以防止与豆腐传送相关的麻烦的豆腐传送机构和豆腐连续制造装置。
14.解决方案
15.根据本发明的一方面的豆腐传送机构是如下的豆腐传送机构,该豆腐传送机构被配置成在豆腐连续制造装置中将豆腐从第一制造装置传送到第二制造装置,所述豆腐传送机构包括:传送构件,该传送构件被布置成桥接所述第一制造装置的末端与所述第二制造装置的起始端,所述第二制造装置的所述起始端面向所述第一制造装置的所述末端;以及折回引导单元,该折回引导单元被配置成在所述第二制造装置的所述起始端处引导所述第二制造装置的环形输送器,使得所述第二制造装置的所述环形输送器相对于输送所述豆腐
的输送表面以锐角向下弯曲。
16.在本发明的豆腐传送机构中,例如,所述折回引导单元包括:折回单元,该折回单元被配置成使所述第二制造装置的所述环形输送器向下弯曲;以及折回辅助单元,该折回辅助单元被布置成比所述折回单元更远离所述第一制造装置的所述末端并且布置在所述折回单元的下方。被所述折回单元弯曲的所述第二制造装置的所述环形输送器桥接在所述折回辅助单元之上,使得在所述折回单元处在所述第二制造装置的所述环形输送器的弯曲部分处保持所述锐角。
17.在本发明的豆腐传送机构中,例如,由所述第二制造装置的所述环形输送器的所述输送表面与虚拟平面形成的角α是90
°
<α<270
°
,其中所述虚拟平面被限定为通过使折回表面绕所述折回单元旋转180度而获得的平面,所述折回表面从所述折回单元向所述折回辅助单元延伸。
18.在本发明的豆腐传送机构中,例如,所述折回单元包括旋转辊或固定构件。
19.在本发明的豆腐传送机构中,例如,所述旋转辊的截面形状是圆形或多边形。
20.在本发明的豆腐传送机构中,例如,所述固定构件具有至少包括圆弧的截面形状。
21.在本发明的豆腐传送机构中,例如,所述折回单元的两端均具有锥形形状。
22.在本发明的豆腐传送机构中,例如,所述第一制造装置的输送器包括金属带、特氟龙带和食品带中的任一者。
23.在本发明的豆腐传送机构中,例如,所述第二制造装置的所述环形输送器包括树脂滤布带、特氟龙带、食品带和金属丝网带中的任一者。
24.在本发明的豆腐传送机构中,例如,从所述第一制造装置传送的所述豆腐的硬度是1kn/m2至100kn/m2。
25.豆腐传送机构
26.本发明的豆腐连续制造装置包括上述豆腐传送机构、所述第一制造装置和所述第二制造装置。
27.在本发明的豆腐连续制造装置中,例如,在所述折回单元处所述第一制造装置的最后端和所述第二制造装置的最前端沿水平方向彼此靠近,或者沿所述水平方向彼此接触,或者沿所述水平方向彼此交叠。
28.本发明的豆腐连续制造装置例如还包括位于所述第一制造装置上的切割装置,并且所述豆腐被切割,然后被传送到所述第二制造装置的所述环形输送器。
29.根据本发明的一方面的豆腐传送机构是如下的豆腐传送机构,该豆腐传送机构被配置成在豆腐连续制造装置中将豆腐从第一制造装置传送到第二制造装置;所述豆腐传送机构包括:传送构件,该传送构件被布置成桥接所述第一制造装置的末端与所述第二制造装置的起始端,所述第二制造装置的所述起始端面向所述第一制造装置的所述末端;以及折回引导单元,该折回引导单元被配置成在所述第一制造装置的所述末端处引导所述第一制造装置的环形输送器,使得所述第一制造装置的所述环形输送器相对于输送所述豆腐的输送表面以锐角向下弯曲。
30.在本发明的豆腐传送机构中,例如,所述折回引导单元包括:折回单元,该折回单元被配置成使所述第一制造装置的所述环形输送器向下弯曲;以及折回辅助单元,该折回辅助单元被布置成比所述折回单元更远离所述第二制造装置的所述起始端并且布置在所
述折回单元的下方。被所述折回单元弯曲的所述第一制造装置的所述环形输送器桥接在所述折回辅助单元之上,使得在所述折回单元处在所述第一制造装置的所述环形输送器的弯曲部分处保持所述锐角。
31.在本发明的豆腐传送机构中,例如,由所述第一制造装置的所述环形输送器的所述输送表面与虚拟平面形成的角α是90
°
<α<270
°
,其中所述虚拟平面被限定为通过使折回表面绕所述折回单元旋转180度而获得的平面,所述折回表面从所述折回单元向所述折回辅助单元延伸。
32.在本发明的豆腐传送机构中,例如,所述折回单元包括旋转辊或固定构件。
33.在本发明的豆腐传送机构中,例如,所述旋转辊的截面形状是圆形或多边形。
34.在本发明的豆腐传送机构中,例如,所述固定构件具有至少包括圆弧的截面形状。
35.在本发明的豆腐传送机构中,例如,所述折回单元的两端均具有锥形形状。
36.在本发明的豆腐传送机构中,例如,所述第二制造装置的输送器包括金属带、特氟龙带、食品带和金属丝网带中的任一者。
37.在本发明的豆腐传送机构中,例如,所述第二制造装置的输送器被配置成沿与所述第一制造装置的豆腐输送方向交叉的方向输送所述豆腐。
38.在本发明的豆腐传送机构中,例如,所述第一制造装置的所述环形输送器包括树脂滤布带、特氟龙带、食品带和金属丝网带中的任一者。
39.在本发明的豆腐传送机构中,例如,从所述第一制造装置传送的所述豆腐的硬度是1kn/m2至100kn/m2。
40.豆腐传送机构
41.本发明的豆腐连续制造装置包括以上豆腐传送机构、所述第一制造装置和所述第二制造装置。
42.在本发明的豆腐连续制造装置中,例如,在所述折回单元处所述第一制造装置的最后端和所述第二制造装置的最前端沿水平方向彼此靠近,或者沿所述水平方向彼此接触,或者沿所述水平方向彼此交叠。
43.本发明的豆腐连续制造装置例如还包括位于所述第一制造装置上的切割装置,并且所述豆腐被切割,然后被传送到所述第二制造装置的环形输送器。
44.本发明涉及一种豆腐连续制造装置,该豆腐连续制造装置包括:
45.第一制造装置,该第一制造装置包括环形输送器;以及
46.第二制造装置,该第二制造装置包括环形输送器,
47.其中,所述豆腐连续制造装置被配置成将豆腐从所述第一制造装置传送到所述第二制造装置,并且
48.其中,所述豆腐连续制造装置还包括位于所述豆腐连续制造装置的端部处的折回引导单元,所述豆腐连续制造装置的所述端部是所述第一制造装置的末端和所述第二制造装置的起始端中的一者,所述第二制造装置的起始端面向所述第一制造装置的末端,所述折回引导单元被配置成引导所述豆腐连续制造装置的环形输送器,使得所述豆腐连续制造装置的环形输送器相对于输送所述豆腐的输送表面以锐角向下弯曲。
49.本发明的豆腐连续制造装置例如还包括传送构件,该传送构件被布置成桥接所述第一制造装置的末端与所述第二制造装置的起始端。
50.在本发明的豆腐连续制造装置中,例如,所述折回引导单元包括:
51.折回单元,该折回单元被配置成使所述第二制造装置的环形输送器向下弯曲;以及
52.折回辅助单元,该折回辅助单元被布置成比所述折回单元更远离所述第一制造装置的末端,并且布置在所述折回单元的下方,并且
53.被所述折回单元弯曲的所述第二制造装置的环形输送器桥接在所述折回辅助单元之上,使得在所述折回单元处在所述第二制造装置的环形输送器的弯曲部分处保持所述锐角。
54.在本发明的豆腐连续制造装置中,例如,所述折回引导单元设置在所述第二制造装置的起始端处,
55.所述第一制造装置是连续凝固机,其中所述环形输送器包括金属带、特氟龙带和食品带中的任一者,并且
56.所述第二制造装置是连续成形机、切割机、输送机以及分配和对准机中的任一者,其中所述环形输送器包括树脂滤布带、特氟龙带、食品带和金属丝网带中的任一者。
57.在本发明的豆腐连续制造装置中,例如,所述折回引导单元设置在所述第一制造装置的末端处,
58.所述第一制造装置是连续成形机,其中所述环形输送器包括树脂滤布带、特氟龙带、食品带和金属丝网带中的任一者,并且
59.所述第二制造装置是切割机、输送机以及分配和对准机中的任一者,其中所述环形输送器包括树脂滤布带、特氟龙带、食品带和金属丝网带中的任一者。
60.本发明的豆腐连续制造装置例如还包括第三制造装置,该第三制造装置包括环形输送器,
61.其中,所述豆腐从所述第二制造装置传送到所述第三制造装置,并且
62.其中,所述豆腐连续制造装置还包括位于所述豆腐连续制造装置的端部处的另一折回引导单元,所述豆腐连续制造装置的所述端部是所述第二制造装置的末端和所述第三制造装置的起始端中的一者,所述第三制造装置的起始端面向所述第二制造装置的末端,所述另一折回引导单元被配置成引导所述制造装置的环形输送器,使得所述制造装置的环形输送器相对于输送所述豆腐的输送表面以锐角向下弯曲。
63.在本发明的豆腐连续制造装置中,例如,所述折回引导单元设置在所述第二制造装置的起始端处,并且所述另一折回引导单元设置在所述第二制造装置的末端处,
64.所述第一制造装置是连续凝固机,其中所述环形输送器包括金属带、特氟龙带和食品带中的任一者,
65.所述第二制造装置是连续成形机、切割机、输送机或分配和对准机,其中所述环形输送器包括树脂滤布带、特氟龙带、食品带和金属丝网带中的任一者,并且
66.所述第三制造装置是切割机、输送机以及分配和对准机中的任一者,其中所述环形输送器包括树脂滤布带、特氟龙带、食品带和金属丝网带中的任一者。
67.本发明的有益效果
68.根据本发明的豆腐传送机构,能减小尺寸,并且能够防止与豆腐传送相关的麻烦。
附图说明
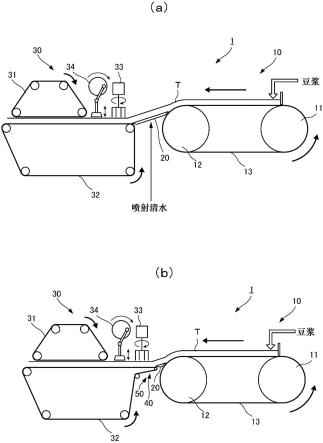
69.[图1]示出了其中使用了钢带型连续凝固机的豆腐连续制造装置的侧视图,图1的(a)示出了现有技术的豆腐连续制造装置,并且图1的(b)示出了根据本发明一个实施方式的豆腐连续制造装置。
[0070]
[图2]图2示出了其中使用了食品带型连续凝固机的豆腐连续制造装置的侧视图,图2的(a)示出了现有技术的豆腐连续制造装置,并且图2的(b)示出了根据本发明一个实施方式的豆腐连续制造装置。
[0071]
[图3]图3示出了其中豆腐从纸面的右侧传送到左侧并且包括连续凝固机的末端、连续成形机的起始端和豆腐传送机构的区域的放大图,图3的(a)是现有技术的装置的放大图,并且图3的(b)是根据本发明的实施方式的豆腐连续制造装置的放大图。
[0072]
[图4]图4示出了其中豆腐从图纸的右侧传送到左侧或从左侧传送到右侧并且包括连续凝固机的末端、连续成形机的起始端和豆腐传送机构的区域的放大图,图4的(a)是根据另一实施方式的豆腐连续制造装置的放大图,并且图4的(b)是根据又一实施方式的豆腐连续制造装置的放大图。
[0073]
[图5]图5是例示了折回单元的放大图,图5的(a)示出了由旋转辊实现的折回单元的放大图,并且图5的(b)示出了由固定构件实现的折回单元的放大图。
[0074]
[图6]图6的(a)至图6的(c)是由旋转辊实现的折回单元的各种实施方式的放大图。
[0075]
[图7]图7的(a)至图7的(c)是由固定构件实现的折回单元的各种实施方式的放大图。
[0076]
[图8]图8是由旋转辊实现的折回单元的各种实施方式的视图,图8的(a)示出了与图5的(a)等效的视图,图8的(b)是在从图8的(a)中的箭头方向观察时的平面图,并且图8的(c)是在从图8的(a)中的箭头方向观察时的平面图。
[0077]
[图9]图9是由固定构件实现的折回单元的各种实施方式的视图,图9的(a)示出了与图5的(b)等效的视图,图9的(b)是在从图9的(a)中的箭头方向观察时的平面图,并且图9的(c)是从图9的(a)中的箭头方向观察时的平面图。
[0078]
[图10]图10的(a)至图10的(f)示出了由旋转辊实现的折回单元的截面形状的各种实施方式。
[0079]
[图11]图11的(a)至图11的(m)示出了由固定构件实现的折回单元的截面形状的各种实施方式。
[0080]
[图12]图12示出了根据本发明的另一实施方式的豆腐连续制造装置。
[0081]
[图13]图13示出了根据本发明的另一实施方式的豆腐连续制造装置。
[0082]
[图14]图14示出了根据本发明的另一实施方式的豆腐连续制造装置,图14的(a)示出了平面图,并且图14的(b)示出了侧视图。
[0083]
[图15]图15示出了现有技术的豆腐连续制造装置。
[0084]
[图16]图16的(a)至(c)均示出了根据本发明的另一实施方式的豆腐连续制造装置。
[0085]
[图17]图17示出了根据本发明的另一实施方式的豆腐连续制造装置,图17的(a)示出了平面图,并且图17的(b)示出了侧视图。
[0086]
[图18]图18示出了根据本发明的另一实施方式的豆腐连续制造装置,图18的(a)示出了平面图,并且图18的(b)示出了侧视图。
[0087]
[图19]图19示出了根据本发明的另一实施方式的豆腐连续制造装置,图19的(a)示出了平面图,并且图19的(b)示出了侧视图。
具体实施方式
[0088]
下面将参照附图详细描述根据本发明的豆腐传送机构和豆腐连续制造装置的实施方式。
[0089]
图1示出了豆腐连续制造装置的侧视图,并且特别地,图1的(a)示出了现有技术的豆腐连续制造装置1,并且图1的(b)示出了根据本发明一个实施方式的豆腐连续制造装置1。豆腐连续制造装置1是通过使所注入的豆浆凝固并同时由输送器输送该豆浆来连续地成形和制造豆腐的装置,并且包括连续凝固机10、连续成形机30和传送构件20。如图所示,注入到连续凝固机10中的豆浆在凝固的同时变成片状豆腐t,被由驱动辊11和12驱动的输送器13输送,并且向连续成形机30输送。图1中的连续凝固机10是钢带型连续凝固机。
[0090]
在本实施方式的豆腐连续制造装置1中,使用了现有技术的连续凝固机10,但传送构件20和连续成形机30均具有新的配置。
[0091]
由豆腐连续制造装置1制造的豆腐例如是重油炸豆腐用的凝乳、豆腐肉排用的凝乳、油煎豆腐用的凝乳、油煎豆腐汉堡用的凝乳、棉豆腐用的凝乳、软质棉豆腐用的凝乳、烤豆腐用的凝乳、冻豆腐用的凝乳、冻豆腐肉排用的凝乳、冷冻丝豆腐肉排用的凝乳等,但不特别限定。如本文中所用,术语“豆腐”是指包括不仅片状豆腐t还有块状豆腐以及通过切割片状豆腐t所获得的豆腐饼的概念。
[0092]
从连续凝固机10所输送的片状豆腐t沿相同方向传送到板状传送构件20,并且传送构件20将片状豆腐t传送到沿相同方向输送片状豆腐t的连续成形机30。即,连续凝固机10的驱动辊11和12中的每一个的旋转中心轴线均平行于连续成形机30的各辊的中心轴线,并且在片状豆腐t被输送时,连续凝固机10的驱动辊11和12与连续成形机30的辊沿同一方向旋转。
[0093]
连续凝固机10和连续成形机30的输送表面的输送速度通常相同,但可以根据情况相对不同。
[0094]
连续成形机30包括上环形输送器31、下环形输送器32、粉碎装置33以及整平装置34。片状豆腐t首先由下环形输送器32来输送,由粉碎装置33将其粉碎成预定尺寸,由整平装置34整平至均匀高度,并在无负荷的情况下自然脱水。此后,已粉碎且整平的豆腐在上下方向上被夹在上环形输送器31和下环形输送器32之间的同时,进一步被脱水,并且被输送到下游工序。以上描述对于图1的(a)和图1的(b)中的装置是通用的。
[0095]
代替钢带型,连续凝固机10的环形输送器13可以是硬金属带,该硬金属带由不锈钢、钛等制成,并且在两端包括由柔性硅橡胶制成的侧壁(例如,参见jp3568193b2等),或者环形输送器13可以是由树脂制成的食品带,该食品带的表面要与食物接触并且包括底带和侧壁带。在食品带中,由诸如聚酯纤维之类的树脂制成的帆布或由金属制成的金属丝被用作芯材料,并且诸如聚氨酯树脂或氯乙烯树脂的柔性树脂或者橡胶被层压并焊接在芯材料的表面上。此外,环形输送器13可以是其中芳纶纤维涂覆有氟系树脂的特氟龙带(例如,参
见jp4512663b1、jp4613252b1等)。
[0096]
与钢带的情况一样,将驱动辊12在后端(在某些情况下,驱动辊11在前端)的直径设定在至优选至范围内的大直径。在特氟龙带或食品带的情况下,驱动辊12在后端(在某些情况下,驱动辊11在前端)的直径为50mm或更大,并且优选为50mm至300mm,这比在钢带的情况下小,但因为可以防止滑动所以更大的直径是有利的。
[0097]
作为连续成形机30的环形输送器32,使用了被平绕在起始端和后端处并且在输送表面上形成底面和侧壁的树脂滤布带、由诸如不锈钢等金属制成的金属丝编织而成的金属丝网带(玻璃连接带输送器、扁平柔性输送器、巧克力输送器等)、穿孔或非穿孔食品树脂带(特氟龙带或食品带)等。树脂滤布带是其中将氟树脂、聚酯树脂、聚丙烯树脂、聚乙烯树脂等单丝编织成平纹编织、斜纹编织等的树脂滤布(例如,参见jp4004413b2等)。环形输送器32没有特别限制,只要材料或形式是能够形成直径(厚度)为5mm或更大且小于50mm(优选为10mm至30mm)的刀刃形折回单元42的柔性和韧性材料即可。此外,环形输送器32可以在起始端和末端处被平绕,并且由于在输送器的内侧上旋转并且在输送表面上支撑滤布的履带的两端处形成有竖直壁,因此环形输送器32可以在输送表面上的两端处竖直折回(例如,参见jph05-000089u、jp4269319b2等)。
[0098]
传送构件20是由不锈钢或树脂制成的板状构件,并且特别是,其前端形成为尖锐的锥形,并且由树脂制成的尖端构件可以例如设置在不锈钢板的前端以便与钢带接触。传送构件20优选地具有使豆腐可以在不被损坏的情况下从连续凝固机10传送的形状。此外,优选的是传送构件20的后端也形成为尖锐的锥形。
[0099]
除了板形之外,传送构件20还由具有圆杆形、三角形截面、六边形截面等构件形成(例如,具有在示出了稍后将描述的折回单元的图10和图11每一个中所示的截面的杆),该传送构件可以是其中多个这些构件并排排布的形式,刀刃型带输送器的形式,或者其中构件自动或自由旋转的形式(辊式、带输送器式等),并且不受特别限制,只要传送构件20是不容易阻碍传送的构件即可。
[0100]
片状豆腐t例如是片状丝豆腐,并且在保持丝状(丝豆腐、软豆腐等)的同时从连续凝固机10传送到连续成形机30。此外,片状豆腐t可以是由粉碎装置适当地粗粉碎的粗粉碎豆腐(棉豆腐、软质棉豆腐、煎豆腐、豆腐肉排用的凝乳、重油炸豆腐用的凝乳等),该粉碎装置例如设置在连续凝固机10的末端附近、在传送构件20上或者在连续成形机30的起始端附近。粉碎装置可以被设置用于任何粗粉碎、中粉碎和细粉碎,并且可以将整平装置设置在粉碎装置之后。
[0101]
图2示出了豆腐连续制造装置的侧视图,并且特别地,图2的(a)示出了现有技术的豆腐连续制造装置1,并且图2的(b)示出了根据本发明一个实施方式的豆腐连续制造装置1。图2中的连续凝固机10是食品带型连续凝固机。其它配置与图1中的那些配置相同。
[0102]
接下来,将描述图1和图2所共有的板状传送构件20。传送构件20被布置成桥接连续凝固机10的末端与连续成形机30的起始端,连续成形机30的起始端面向连续凝固机10的末端。在图1的(a)和图2的(a)每一个中所示的现有技术的装置中,将水(清水)喷射到传送构件20上,并且片状豆腐t在传送构件20上滑动的同时,从连续凝固机10传送到连续成形机30。
[0103]
如图所示,在现有技术的装置中,传送构件20的长度较长(例如,500mm或更大),并且当从连续凝固机10所传送的片状豆腐不能很好地滑动时,该装置很可能在传送构件20处被豆腐堵住,并且因此很可能出现麻烦。为了解决这样的问题,使用了一种结构,其中少量喷射水以使豆腐容易滑动,或者增加连续凝固机10和连续成形机30之间的高度差以产生向下的斜坡。然而,当豆腐的性质改变时,豆腐在传送过程中滑动太多而破裂和损坏,或者豆腐不滑动并累积,因此需要时间和精力来频繁调整喷洒的水等。
[0104]
由于该装置是大型机器,所以对于连续凝固机10、传送构件20、连续成形机30以及下一工序装置(切割装置等)的位置(前后方向和上下方向的位置),经常直接使用初始设置的安装位置和在测试操作期间确定的布局。然而,当安装位置和布局不合适时,后续将很难改变安装位置和布局,并且在改变时需要大量的努力,因此豆腐的质量调节范围趋于有限。
[0105]
另一方面,图1的(b)和图2的(b)每一个中所示的本实施方式的豆腐连续制造装置1均包括折回引导单元40,该折回引导单元在连续成形机30的起始端处引导连续成形机30的下环形输送器32,使得连续成形机30的下环形输送器32相对于输送片状豆腐t的输送表面以锐角向下弯曲。折回引导单元40和传送构件20协作以构成顺畅地传送片状豆腐t的豆腐传送机构50。
[0106]
图3和图4均是包括图1和图2中的连续凝固机10的末端、连续成形机30的起始端和豆腐传送机构50的区域的放大图。图3的(a)是现有技术的装置的放大图,并且图3的(b)、图4的(a)和图4的(b)是豆腐传送机构50的各种实施方式的放大图。图3的(b)、图4的(a)和图4的(b)每一个中的豆腐传送机构50均包括传送构件20和折回引导单元40。图3的(a)和图3的(b)每一个中的装置将豆腐如箭头x1所示从纸面的右侧向左侧传送。图4的(a)和图4的(b)每一个中的装置如图1和图2中相应所示的装置中的箭头x1所示传送豆腐,但也可以将豆腐如相反方向的箭头x2所示从纸面的左侧向右侧传送。
[0107]
在各实施方式中,折回引导单元40包括折回单元42和折回辅助单元44。折回单元42由旋转辊或被固定的固定构件来实现,并用于将下环形输送器32向下弯曲。折回辅助单元44由旋转辊或被固定的固定构件来实现,并且被布置成比折回单元42更远离连续凝固机10的末端并且布置在折回单元42的下方。折回单元42与环形输送器32的输送表面的后表面接触并对其进行引导,而折回辅助单元44与连续成形机30的环形输送器32的输送表面接触并对其进行引导。
[0108]
为了缩短豆腐的滑动距离,更优选的是在前后方向上传送构件20的较短长度l,并且理想的是,作为极端情况,l=0,即,不存在传送构件20。例如,当驱动辊12在后端处的直径为500mm至1000mm,并且折回单元42的直径(厚度)在现有技术的示例中为51mm或更大至200mm且在本实施方式中为5mm至50mm(优选10mm至30mm)时,在图3的(a)的现有技术的示例中,1000mm≥l》500mm,而在本技术中,500mm≥l≥0mm,优选300mm≥l≥0mm,并且最优选l=0mm,即,在图3的(b)、图4的(a)和图4的(b)的任何实施方式中都不存在传送构件20。
[0109]
由折回单元42所弯曲的下环形输送器32桥接在折回辅助单元44之上。由于折回辅助单元44被布置成比折回单元42更远离连续凝固机10的末端并且布置在折回单元42下方,所以可以在折回单元42处在下环形输送器32的弯曲部分处保持锐角θ(与稍后描述的-90
°
<θ<90
°
≈90
°
<α<270
°
相关)。
[0110]
在图3和图4中,尺寸a1(现有技术的示例)、a2、a3和a4每一个都表示连续凝固机10
的输送器13的输送表面与连续成形机30的下环形输送器32的输送表面之间的高度差a。尺寸b1、b2、b3和b4每一个都表示连续凝固机10的末端处的驱动辊12的旋转中心轴线与连续成形机30的起始端处的折回单元42的中心轴线之间的中心轴线距离b。尺寸c1、c2、c3和c4每一个都表示驱动辊12和折回单元42之间的距离,并且更具体地,是驱动辊12的最后端和折回单元42的最前端之间的相对水平距离c(与水平方向上的距离l基本相同,换句话说,片状豆腐t的输送方向)。角β1、β2、β3和β4每一个都表示相对于输送器13的输送表面的传送构件20的倾角β。
[0111]
在以上示例中,满足a1(现有技术的示例)》a2》a3》0且a4=0,并且连续凝固机10的输送器13的输送表面位于连续成形机30的下环形输送器32的输送表面上方。两个输送表面之间的高度差a为a1》a2》a3》a4=0,并且在每个实施方式中的高度差a均小于现有技术中的高度差。该尺寸a优选较小,并且最优选地,没有高度差。当驱动辊12的直径为500mm至1000mm,并且折回单元42的直径(厚度)在现有技术的示例中为51mm或更大至200mm且在本实施方式中为5mm至50mm(优选10mm至30mm)时,在图3的(a)中的现有技术的示例中,300mm≥a1>200mm,而在本实施方式中,图3的(b)的实施方式中200mm≥a2>100mm,在图4的(a)的实施方式中优选100mm≥a3>0mm,并且在图4的(b)的实施方式中最优选a4=0mm。
[0112]
在以上示例中,满足b1(现有技术的示例)》b2》b3》b4》0,并且在连续凝固机10的末端处的驱动辊12的旋转中心轴线与在连续成形机30的起始端处的折回单元42的中心轴线在水平方向上以预定距离彼此间隔开。中心轴线距离b为b1》b2》b3》b4,并且每个实施方式中的中心轴线距离b均小于现有技术中的中心轴线距离。尺寸b也与传送构件20的长度相关,但是为了缩短豆腐的滑动距离和机器长度,尺寸b优选为小,并且理想且最优选为零。当驱动辊12的直径为500mm至1000mm,并且折回单元42的直径(厚度)在现有技术的示例中为51mm或更大至200mm且在本实施方式中为5mm至50mm(优选10mm至30mm)时,在图3的(a)的现有技术的示例中2000mm≥b1>1000mm,而在本实施方式中,图3的(b)、图4的(a)和图4的(b)的实施方式中1000mm≥b2,b3,b4>0mm,优选500mm≥b3,b4>0mm,并且尽管未示出,最优选的是b=0mm(即,l=0mm)。
[0113]
在上述示例中,满足c1(现有技术的示例)》c2》0且0≥c3》c4。尺寸c1、c2、c3和c4每一个都表示驱动辊12的最后端与折回单元42的最前端之间的相对水平距离,并且c1>c2>0,即,正c1和正c2意味着驱动辊12的最后端和折回单元42的最前端在水平方向(片状豆腐t的输送方向)上以预定距离彼此间隔开。然而,c2非常小,并且c2≈0。此外,驱动辊12的最后端和折回单元42的最前端可以彼此接触,即,位于水平方向上相同位置处,并且在这种情况下,c2为零(c2=0)。另一方面,0>c3>c4,即,负c3和负c4意味着驱动辊12的最后端和折回单元42的最前端在水平方向(片状豆腐t的输送方向)上彼此交叠。当从上方观察时,对于c2、c3或c4,所使用的形式均为折回单元42的最前端非常接近驱动辊12的最后端,或者折回单元42的最前端交叠并覆盖驱动辊12的最后端。当然,即使当两个辊在水平方向上彼此交叠时,如图4的(a)和图4的(b)中所示,由于折回单元42的直径小于驱动辊12的直径,所以该两个辊不会相互碰撞。优选的是由于机器长度缩短,所以尺寸c具有更大的零负值或更小(从上方观察时为交叠状态)。例如,当驱动辊12的直径为500mm至1000mm,并且折回构件的直径(厚度)在现有技术的示例中为51mm或更大至200mm且在本实施方式中为5mm至50mm(优选10mm至30mm)时,在图3的(a)的现有技术的示例中500mm≥c1>300mm,而在图3的(b)的实
施方式中300mm≥c2>0mm,在图4的(a)的实施方式中优选0mm≥c3》-300mm,并且在图4的(b)的实施方式中最优选-300mm≥c4》-500mm。
[0114]
即,优选的是,为了缩短机器长度,构成折回单元42的旋转辊或固定构件的中心在上下方向上位于驱动辊12的中心和输送器13的输送表面之间,并且布置在从上方观察时旋转辊或固定构件的中心与驱动辊12交叠的位置处。更优选的是,旋转辊或固定构件的截面形状的轮廓在上下方向上布置在驱动辊12的中心和输送器13的输送表面之间,在水平方向上布置在驱动辊12的中心和驱动辊12的最后端之间,并且布置在旋转辊或固定构件不干涉驱动辊12的区域中。
[0115]
此外,在上述示例中,满足β1(现有技术的示例)》β2》β3》0且β4=0,并且当从连续成形机30侧观察时,传送构件20相对于输送器13的输送表面向上倾斜。倾角β为β1>β2>β3>β4=0,并且每个实施方式中的倾角β均小于现有技术中的倾角。当传送构件20的角度较小时,可以避免由于豆腐的滑动而导致诸如破裂或堵塞的麻烦,并且因此,β优选较小,且最优选为β=0
°
。例如,当驱动辊12的直径为500mm至1000mm,并且折回构件的直径(厚度)在现有技术的示例中为51mm或更大至200mm且在本实施方式中为5mm至50mm(优选10mm至30mm)时,在图3的(a)的现有技术的示例中45
°
≥β1>30
°
,而在图3的(b)的实施方式中30
°
≥β2>10
°
,在图4的(a)的实施方式中优选10
°
≥β3>0
°
,并且在图4的(b)的实施方式中最优选β4=0
°
。
[0116]
如上所述,在每个实施方式中,高度差a的值、中心轴线距离b的值、相对水平距离c的值和倾角β的值均小于现有技术的装置中的那些值。结果意味着:根据本发明,可以缩短连续凝固机10与连续成形机30之间的距离,并且还可以缩短传送构件20在输送方向上的长度。结果意味着:可以减小连续凝固机10和连续成形机30之间的高度差,并且还可以减小传送构件20的倾斜度。因此,可以减小整个豆腐连续制造装置1的长度和高度并实现空间节省。通过减小传送构件20在输送方向上的长度以及传送构件20的倾角,也可以平滑地传送豆腐,并且还可以防止诸如豆腐破裂之类的麻烦。
[0117]
图5至图7示出了折回引导单元40的各种实施方式。豆腐的输送方向可以是在纸面上从右至左(箭头x1的方向),也可以从左至右(箭头x2的方向)。在下环形输送器32中,限定了从折回单元42向折回辅助单元44的折回表面32a,并且限定了通过将折回表面32a绕折回单元42旋转180度而获得的虚拟平面v。在本实施方式中,由连续成形机的下环形输送器32的输送表面与虚拟平面v形成的角α被设定在90
°
<α<270
°
的范围内。每个图中的角α均示意性地示出了将折回单元42的中心作为输送表面和虚拟平面v之间的交点。
[0118]
角α的范围优选设定为120
°
≤α≤240
°
,更优选地设定为135
°
≤α≤225
°
,并且最优选设定为150
°
≤α≤180
°
。通过这样的设定,如图所示,当从装置的横向观察时,下环形输送器32在下环形输送器32被折回的状态下以如刀刃形状的锐角在折回单元42处旋转。通过这种配置,能够使驱动辊12和折回单元42彼此靠近,能够实现用于豆腐连续制造装置1的空间节省,还可以减小传送构件20的尺寸,并且可以防止诸如豆腐破裂之类的麻烦。
[0119]
图5的(a)示出了其中折回单元42由小直径的旋转辊来实现的实施方式。该旋转辊是绕旋转轴线空转的所谓的自由旋转辊,该自由旋转辊包括诸如轴承部分或树脂环的轴承,并且由另一驱动辊所驱动。图5的(b)示出了其中折回单元42由作为细固定构件的固定轴来实现的实施方式。固定构件被固定并布置在预定位置处,并且不旋转。作为固定构件,
布置有在一侧呈圆形形状的平板等。旋转辊或固定构件可以在诸如其两端或中心等适当位置处设置有支撑构件,该支撑构件将旋转辊或固定构件从基座(未示出)支撑,并且旋转辊或固定构件是具有能够承受由于构成下环形输送器32的带的张力(特别是在放置豆腐的状态下或在压力载荷下作用的大拉伸张力)而引起的偏转的强度的构件,并且是具有平滑的旋转表面或使带易于在其上滑动的平滑表面的构件。
[0120]
图6示出了其中如图5的(a)中由小直径旋转辊来实现折回单元42的实施方式。图6的(a)示出了其中角α为180
°
<α≤225
°
的实施方式,图6的(b)示出了其中角α为α=180
°
的实施方式,图6的(c)示出了其中角α为150
°
≤α《180
°
的实施方式。
[0121]
图7示出了其中如图5的(b)中由为细固定构件的固定轴来实现折回单元42的实施方式。图7的(a)示出了其中角α为180
°
<α≤225
°
的实施方式,图7的(b)示出了其中角α为α=180
°
的实施方式,图7的(c)示出了其中角α为150
°
≤α《180
°
的实施方式。
[0122]
图8示出了其中如图5的(a)中由小直径旋转辊来实现折回单元42的实施方式。图8的(a)示出了与图5的(a)等效的视图,图8的(b)是当从图8的(a)中箭头方向观察时的平面图,并且示出了具有简单杆形状的旋转辊的形式,并且图8的(c)是当从图8的(a)中箭头方向观察时的平面图,并且示出了具有两端均变窄为锥形形状的杆形状的旋转辊的形式。由于两端均形成为锥形形状,所以可以缓和施加到折回单元42两端的张力,并且还预期出防止输送器的带弯曲和起皱的效果。
[0123]
图9示出了其中如图5的(b)中由为细固定构件的固定轴来实现折回单元42的实施方式。图9的(a)示出了与图5的(b)等效的视图,图9的(b)是当从图9的(a)中箭头方向观察时的平面图,并且示出了具有简单杆形状的固定构件的形式,并且图9的(c)是当从图9的(a)中箭头方向观察时的平面图,并且示出了具有两端均变窄为锥形形状的杆形状的固定构件的形式。由于两端均形成为锥形形状,所以可以缓和施加到折回单元42两端的张力,并且还预期出防止输送器的带弯曲和起皱的效果。
[0124]
图10示出了由旋转辊实现的折回单元42的截面形状的各种实施方式,图10的(a)示出了圆形截面的截面形状,图10的(b)示出了圆柱形截面的截面形状,图10的(c)示出了多边形(十二面体)截面的截面形状,图10的(d)示出了多边形(十面体)截面的截面形状,图10的(e)示出了多边形(八面体)截面的截面形状,以及图10的(f)示出了多边形(七面体)截面的截面形状。图10的(a)和图10的(b)每一个中的形式均呈现圆形截面并且包括至少含有圆弧的曲面42a,并且图10的(c)至(f)每一个中的形式均呈现多边形截面并包含多面体表面42b。由于与折回单元42接触,所以在输送器的带上产生摩擦,但是通过曲面42a或多面体表面42b的作用使输送器的带可平滑地被输送。截面形状优选为具有六个面或更多个面的多面体。
[0125]
构成折回单元42的旋转辊是小直径圆杆、具有直径例如为5mm至50mm的中空管、具有六条边或更多条边的多边形截面的方形棒等。该旋转辊可以是由驱动电机所驱动的惰辊或驱动辊。
[0126]
图11示出了由固定构件实现的折回单元42的截面形状的各种实施方式,图11的(a)示出了圆形截面,图11的(b)示出了圆柱形截面,图11的(c)示出了椭圆形截面,图11的(d)示出了子弹形截面,图11的(e)示出了大致矩形截面,图11的(f)示出了大致矩形截面,图11的(g)示出了拱形截面,图11的(h)示出了扇形截面,图11的(i)示出了多边形(十二面
体)截面,图11的(j)示出了多边形(十面体)截面,图11的(k)示出了多边形(八面体)截面,图11的(l)示出了多边形(七面体)截面,图11的(m)示出了u形截面。图11的(a)至(h)以及图11的(m)每一个中的形式均呈现圆形截面并且包括至少含有圆弧的曲面42a,并且图11的(i)至(l)每一个中的形式均呈现多边形截面并包括多面体表面42b。由于与折回单元42接触,所以在输送器的带上产生摩擦,但是通过曲面42a或多面体表面42b的作用使输送器的带可平滑地被输送。当截面形状为多边形时,截面形状优选为具有六条边或更多条边的多边形形状。
[0127]
优选的是,曲面42a或多面体表面42b通过镜面抛光、陶瓷热喷涂等而经受各种表面处理,以尽可能减少与构成输送器的带的滑动阻力,并且通过硬化处理而经受表面硬化。构成折回单元42的固定构件可以由在竖直方向上的直径或厚度例如为5mm至(小于)50mm的小直径圆杆、中空管、具有六边条或更多条边的多边形截面的方形杆等来实现。该表面处理(表面改性、涂层等)是为了改善滑动性能或平滑度以及提高耐磨性,并且用于材料表面的改性的示例包括喷丸强化、氮化处理等。涂层的示例包括但不限于氮化钛基涂层、碳氮化钛基涂料、类金刚石碳(dlc)涂层、氮化铬基涂料、氮化钛铝基涂料、碳化铬基涂层、陶瓷热喷涂或其中结合这些涂层的层压膜。
[0128]
在以上实施方式中,豆腐传送机构50将片状豆腐t从连续凝固机10传送到连续成形机30。然而,豆腐传送机构50不仅可以在连续凝固机10和连续成形机30之间传送片状豆腐t,还可以在其它两个制造装置之间传送片状豆腐t。例如,豆腐传送机构50可以将片状豆腐t从连续凝固机10或连续成形机30传送到下一工序用的输送装置。下一工序用的输送装置例如包括切割机、油炸机、冷冻机和包装机,并且没有特别限制。由金属制成的金属丝网带通常用在油炸机或冷冻机中所包括的输送器中。例如,豆腐传送机构50可将片状豆腐t传送到切割机用的与连续成形机30沿相同方向旋转的调整输送器。此外,豆腐传送机构50可以将块状豆腐(或豆腐饼)传送到沿与连续凝固机10或连续成形机30交叉(相交或正交)的方向旋转的环形输送器,并且通过将片状豆腐t切割成块状或条状而获得块状豆腐(或豆腐饼)。
[0129]
即,在豆腐连续制造装置1中,豆腐传送机构50可以将片状豆腐从第一制造装置传送到第二制造装置。第一制造装置和第二制造装置是用于制造豆腐的各种装置,并且其类型没有特别限制。
[0130]
图12示出了根据另一实施方式的豆腐连续制造装置1,并且豆腐连续制造装置1包括连续凝固机10、连续成形机30、切割机60和豆腐传送机构50。在连续凝固机10和连续成形机30之间,片状豆腐t由现有技术中的板状传送构件20a来传送。另一方面,在连续成形机30和切割机60之间,片状豆腐t由包括传送构件20b的豆腐传送机构50来传送。传送到切割机60的片状豆腐t由具有切割刀片的切割装置61切割成块状豆腐。
[0131]
即,在图12所示的实施方式中,第一制造装置对应于连续成形机30,并且第二制造装置对应于切割机60。折回引导单元40设置在作为第一制造装置的连续成形机30的末端处。
[0132]
图13示出了根据另一实施方式的豆腐连续制造装置1,并且豆腐连续制造装置1包括连续凝固机10、连续成形机30、切割机60、第一豆腐传送机构50a和第二豆腐传送机构50b。即,在连续凝固机10和连续成形机30之间,片状豆腐t由包括传送构件20a和折回引导
单元40a的第一豆腐传送机构50a来传送。另一方面,在连续成形机30和切割机60之间,片状豆腐t由包括传送构件20b和折回引导单元40b的第二豆腐传送机构50b传送。
[0133]
即,在图13所示的实施方式中,第一制造装置对应于连续凝固机10,第二制造装置对应于连续成形机30,并且第三制造装置对应于切割机60。折回引导单元40a和折回引导单元(另一折回引导单元)40b分别设置在作为第二制造装置的连续成形机30的起始端和末端处。
[0134]
图14示出了根据另一实施方式的豆腐连续制造装置1,并且豆腐连续制造装置1包括连续凝固机10、连续成形机30、输送机70、第一豆腐传送机构50a以及第二豆腐传送机构50b。即,在连续凝固机10和连续成形机30之间,片状豆腐t由包括传送构件20a和折回引导单元40a的第一豆腐传送机构50a来传送。另一方面,在连续成形机30和输送机70之间,片状豆腐t由包括传送构件20b和折回引导单元40b的第二豆腐传送机构50b来传送。切割装置61设置在连续成形机30的末端处,并且通过切割装置61所切出的块状豆腐由输送机70送到下一工序。输送机70沿与连续凝固机10和连续成形机30的输送方向正交的方向来输送块状豆腐。该装置可以是如下形式:不存在传送构件20b(l=0),并且当从正上方观察时,连续成形机30的末端被布置成与输送机70略微交叠以便将输送机70覆盖。
[0135]
即,在图14所示的实施方式中,第一制造装置对应于连续凝固机10,第二制造装置对应于连续成形机30,并且第三制造装置对应于输送机70。折回引导单元40a和折回引导单元(另一折回引导单元)40b分别设置在作为第二制造装置的连续成形机30的起始端和末端处。
[0136]
图15示出了现有技术的豆腐连续制造装置1。豆腐连续制造装置1包括连续凝固机10、切割机60以及豆腐传送机构50,并且在连续凝固机10和切割机60之间,片状豆腐t由现有技术的板状传送构件20来传送。切割机60包括:第一切割装置63,该第一切割装置63沿横向(垂直于输送方向且垂直于纸面的方向)将片状豆腐t切割;和第二切割装置65,该第二切割装置65沿纵向(沿着输送方向且沿着纸面的方向)将片状豆腐t切割。借助这些装置,片状豆腐t被切割成块状豆腐并传送到包装装置(未示出)。
[0137]
图16的(a)至(c)中的每一个均示出了根据本发明的另一实施方式的豆腐连续制造装置1中的连续凝固机10和切割机60。连续凝固机10是用于丝豆腐或冷冻丝豆腐用的凝乳,并且用作第一制造装置,并且切割机60用作第二制造装置。在图16的(a)所示的豆腐连续制造装置1中,包含了折回引导单元40的豆腐传送机构50设置在图15中的传送构件20的下游侧。在图16的(b)所示的豆腐连续制造装置1中,图16的(a)中的第一切割装置63设置在连续凝固机10上,并且在切割机60中仅设置第二切割装置65。第二切割装置65还具有沿纵向切割片状豆腐t以及增加横向间隔的功能。
[0138]
在图16的(b)的形式中,第一切割装置63设置在连续凝固机10的末端处,并且可以在存在侧壁的状态下将豆腐切割,因此可以将形状精确地切割成条形长方体。当将片状豆腐t传送到切割机的输送器上时,豆腐由于柔软而下凹,因此难以精确切割,并且在两端存在许多额外的部分。然而,在这种形式下,豆腐可以在侧壁所在的位置处不下凹的情况下被精确地切割,并且额外的部分也可以被最小化。
[0139]
图16的(c)中的豆腐连续制造装置1包括连续凝固机10、分配和对准机80以及豆腐传送机构50。连续凝固机10设置有第一切割装置63和辊式切割器67,该辊式切割器67与第
二切割装置65类似,沿纵向切割片状豆腐t。然而,辊式切割器67不具有像第二切割装置65那样增加横向间隔的功能。通过在连续凝固机10中将细长的条形豆腐横向切割成块状(例如,饼状)而获得块状豆腐,由豆腐传送机构50将其送至分配和对准机80。相邻的豆腐块通过位于分配和对准机80下方的豆腐输送器以交错形状排布,并且分配和对准装置81包括交错分配构件,梳形止动构件在该交错分配构件中上下移动。在交错形状中,前后方向上的间隔增大。分配和对准装置81可以例如包括抽吸装置,该抽吸装置将块状豆腐抽吸和提升,或者可以将块状豆腐提升和移动。
[0140]
即,在图16的(a)至(c)所示的实施方式中,第一制造装置对应于连续凝固机10,并且第二制造装置对应于切割机60或分配和对准机80。此外,折回引导单元40设置在作为第二制造装置的切割机60或分配和对准机80的起始端处。
[0141]
图17示出了根据另一实施方式的豆腐连续制造装置1,并且豆腐连续制造装置1包括连续凝固机10、分配和对准机80以及豆腐传送机构50。在本实施方式中,在连续凝固机10中,辊式切割器67首先沿纵向切割片状豆腐t,然后第一切割装置63沿横向切割片状豆腐t。通过在连续凝固机10中将条形豆腐纵向切割成块状(例如,饼状)而获得块状豆腐,由豆腐传送机构50将其送到分配和对准机80。相邻的豆腐块通过在分配和对准机80下方的豆腐输送器以交错形状排布,并且分配和对准装置81包括交错分配构件,梳状止动构件在该交错分配构件中上下移动。在交错形状中,前后方向上的间隔增大。
[0142]
即,在图17所示的实施方式中,第一制造装置对应于连续凝固机10,第二制造装置对应于分配和对准机80。此外,折回引导单元40设置在作为第二制造装置的分配和对准机80的起始端处。
[0143]
图18示出了根据另一实施方式的豆腐连续制造装置1,并且豆腐连续制造装置1包括连续凝固机10、连续成形机30、输送机70、豆腐传送机构50以及切割机60。在本实施方式中,在连续成形机30的末端处,第一切割装置63沿横向切割片状豆腐t。输送机70在一个方向上输送仅沿横向被切割的条形豆腐,并将条形豆腐送到下一工序,而该方向与连续成形机30的输送方向成直角交叉。
[0144]
即,在图18所示的实施方式中,第一制造装置对应于连续凝固机10,第二制造装置对应于连续成形机30,并且第三制造装置对应于横向执行切割的切割机60。折回引导单元40a和折回引导单元(另一折回引导单元)40b分别设置在作为第二制造装置的连续成形机30的起始端和末端处。
[0145]
图19示出了根据另一实施方式的豆腐连续制造装置1,并且豆腐连续制造装置1包括连续凝固机10、连续切割机60、输送机70以及豆腐传送机构50。在本实施方式中,在连续切割机60中,辊式切割器67首先沿纵向切割片状豆腐t,然后第一切割装置63沿横向切割片状豆腐t。输送机70例如输送一块或多块所切下的块状豆腐,并将块状豆腐送到下一工序。
[0146]
即,在图19所示的实施方式中,第一制造装置对应于连续凝固机10,第二制造装置对应于连续切割机60,并且第三制造装置对应于输送机70。折回引导单元40a和折回引导单元(另一折回引导单元)40b分别设置在作为第二制造装置的连续切割机60的起始端和末端处。
[0147]
包括在图12至图14、图18和图19中所示作为第一制造装置或第二制造装置的连续成形机30中的输送器可以不是金属带、食品带、特氟龙带、金属丝网带等,在这些带中折回
单元的直径(厚度)较大(厚)并且为50mm或更大。即,包括在连续成形机30中的输送器优选是树脂滤布带、食品带或特氟龙带,这些带形成直径(厚度)较小(薄)并且为5mm或更大且小于50mm且优选为5mm~30mm的刀刃形折回单元。其它形式可以是包括金属丝网带等的金属丝网输送器(玻璃连接带输送器、扁平柔性输送器、巧克力输送器等),并且金属丝网带由不锈钢等制成的金属丝或金属丝网制成。因此,包含在连续成形机30中的输送器没有特别限制,只要其材料或形式是能够形成刀刃形折痕的柔性和韧性材料即可。
[0148]
包括在图12至图14、图18和图19中所示作为第二制造装置或第三制造装置的切割机60、输送机70或分配和对准机80中的环形输送器优选为食品带、特氟龙带或金属带,该环形输送器包括轴,该轴具有50mm或更大的直径并且在前端具有相对大的直径。食品带或特氟龙带具有50mm至300mm的直径,而金属带具有至的直径,并且优选地具有至的直径。环形输送器的其它形式可以是树脂滤布带和包括金属丝网带的金属丝网输送器(玻璃连接带输送器、扁平柔性输送器、巧克力输送器等),金属丝网带由不锈钢等制成的金属丝或金属丝网制成,并且食品带在广义上可以是辊式输送器、由树脂或诸如不锈钢的金属制成的顶部链式输送器、板条带链式输送器、塑料模块链式输送器以及由树脂制成的塑料顶部链式输送器等。即,包括在切割机60、输送机70或分配和对准机80中的环形输送器没有特别限制,只要其材料是形成具有50mm或更大直径(厚度)的折回单元的带材料即可。此外,第二制造装置或第三制造装置的输送器可以在与第一制造装置或第二制造装置的豆腐输送方向交叉的方向上来输送豆腐,并且第二制造装置或第三制造装置的输送器的材料在这种情况下没有特别限制。
[0149]
尽管未示出,但是第一制造装置和第二制造装置可以互换(类似于图1和图2,输送器可以是包括在第一制造装置的后端处具有相对大直径的轴的食品带,并且第二制造装置可以使用柔性材料以在前端形成刀刃)。
[0150]
尽管未示出,但是第一制造装置和第二制造装置都可以使用由柔性材料制成的带以形成刀刃形折痕(例如,可以在下部空间中设置另一装置或横向通道)。
[0151]
从连续凝固机10传送的片状豆腐t的硬度例如为1kn/m2至100kn/m2,或者优选为20kn/m2到10kn/m2。豆腐不具有保形性,并且当豆腐较软时其传送本身就困难,而硬豆腐有利于传送,并且当豆腐太硬时传送容易。
[0152]
根据本实施方式的豆腐传送机构50,连续凝固机10和连续成形机30之间的距离缩短,并且传送构件20在输送方向上的长度也缩短。此外,还可以减小连续凝固机10和连续成形机30之间的高度差,并且还可以减小传送构件20的倾斜度。因而,可以减小整个豆腐连续制造装置1的长度和高度,并实现空间节省。结果,例如可以减少工厂中装置所占用的空间(高度),相应地可以降低天花板高度,还可以降低建造成本,构成机器的钢材量也小,初始成本降低,并且装置的经济效率优异。
[0153]
通过减小传送构件20在输送方向上的长度和传送构件的倾角,豆腐还可以平滑地被传送,并且还可以防止诸如豆腐破裂之类的麻烦。还可以减少喷射到传送构件20上的水。即使在将水喷射到传送构件20上时,也需要少量的水,可以节约水,并且还可以减少排放的水量,以减轻净化罐的负担。因为还降低了运行成本,例如减少了根据豆腐的滑动情况对喷射水量进行微调的工作时间和工作量并且提高了工作效率,所以该装置是经济的。
[0154]
由于可以减小当片状豆腐t通过传送构件20时的滑动阻力,因此即使不是硬豆腐
的软豆腐也有可能稳定地通过传送构件。传统地,为了使豆腐变硬,使用诸如增加豆浆的浓度或增加凝固剂的添加量的方法。当凝固剂的添加量增加时,通过热灭菌进行二次凝固,从豆腐中分离的水量趋于增加,并且其鲜味也容易逸出。根据本发明,可以适当地控制凝固剂的添加量,并且可以提供稍软但具有弹性的豆腐,可以增加保水能力,即使在热灭菌后味道损失也小,更美味、更光滑并且质地改善。当由于豆腐产品类型的差异或大豆质量的变化而导致豆腐质量发生变化时,传送构件上的滑动行为(滑动阻力)可能发生变化。然而,由于传送构件较小(传送距离短),所以豆腐难以分解或难以停止和累积,豆腐不容易受到影响,并且也可以减少麻烦和损失。由于豆腐具有保水能力,所以特别是当豆腐像棉豆腐之类一样被压制和压实时,产量也有望提高。
[0155]
本发明不限于以上实施方式,并且可以适当地进行修改、改进等。此外,只要能够实现本发明,以上实施方式中的每个组件的材料、形状、尺寸、数值、形式、数量、布置位置等均不受限制。以上实施方式中的组件可以在不背离本发明精神的范围内自由组合。
[0156]
本技术基于2020年5月8日提交的申请号为2020-082738的日本专利申请,其内容通过引用结合于此。
[0157]
附图标记列表:
[0158]
1:豆腐连续制造装置
[0159]
10:连续凝固机
[0160]
20:传送构件
[0161]
30:连续成形机
[0162]
31:上环形输送器
[0163]
32:下环形输送器
[0164]
32a:折回表面
[0165]
40:折回引导单元
[0166]
42:折回单元
[0167]
44:折回辅助单元
[0168]
50:豆腐传送机构
[0169]
60:切割机
[0170]
61:切割装置
[0171]
63:第一切割装置
[0172]
65:第二切割装置
[0173]
67:辊式切割器
[0174]
70:输送机
[0175]
80:分配和对准机
[0176]
81:分配和对准装置
[0177]
v:虚拟平面
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1