用于小件货物的包装设备和用于制造包括多个泡罩袋的连体泡罩袋的方法与流程
1.本发明涉及一种包装设备,其用于小件货物、特别是药物份和膳食补充份;包装设备的用途;以及一种用于制造包括多个泡罩袋的连体泡罩袋的方法。
背景技术:
2.例如,根据wo 2013/034504 a1已知了用于泡罩包装药物份的设备,也被称为泡罩包装机。根据扩展等级,这些设备包括数百个存储和分发站,在其中分别储存有特定药物类型的多个药物份。可以根据需要由存储和分发站分发单个药物份,并且通过导向装置将其供应至包装设备,在包装设备中对药物份进行包装或者说泡罩包装。例如,根据wo 2016/113291 a1和wo 2018/184795 a1,已知了用于用在上文中提到的泡罩包装机中的包装设备。
3.通过泡罩包装机中使用的包装设备,通常制造出包括多个泡罩袋的连体泡罩袋。为了制造泡罩袋或者说连体泡罩袋,对包装材料幅带进行成型,使得能够将一个或更多个药物份供应至容纳区域。在将待泡罩包装的药物份供应至容纳区域后,通过在预定位置处拼合包装材料幅带,完成连体泡罩袋的单个泡罩袋,其中泡罩袋在连体泡罩袋上成束状延伸。
4.单个泡罩袋包含因患者而异组合的药物份和/或膳食补充份。通常为一位患者提供多个泡罩袋或者一段连体泡罩袋,并且该患者必须根据印在泡罩袋上的服用信息来了解要何时服用泡罩袋内所包含的药物组合,例如早上、中午或者晚上。在已知的包装设备中,在拼合泡罩袋之前,将对于患者而言特定的服用信息印在包装材料幅带上。由于泡罩袋本身的尺寸较小,所印上去的对于患者而言特定的服用信息也相对较小,导致视觉障碍患者很难或者在不使用特定辅助工具的情况下无法掌握(即阅读)服用信息。
技术实现要素:
5.本发明的目的在于提供一种用于小件货物的包装设备,通过该包装设备可以制造泡罩袋,即便是视觉障碍患者也能掌握其服用信息。进一步地,本发明的目的在于提供一种用于制造这种泡罩袋的方法。
6.该目的一方面通过一种根据权利要求1所述的用于小件货物的包装设备得以实现。在本发明的范畴内,术语“小件货物”应特别地涵盖例如片剂形式的药物份和膳食补充份。然而,也可以将包装设备用于包装其它小件货物(例如螺丝等)。
7.通过根据本发明的用于小件货物的包装设备,可以制造包括能由视觉障碍人员感知的服用信息的泡罩袋,该包装设备包括用于容纳长形包装材料幅带的包装材料导向装置,其中设计包装材料导向装置,使得长形的包装材料幅带被成型为适合于容纳药物份(即具有用于小件货物的容纳区域)并且在输送方向上继续前进。如何确切地将进入包装材料导向装置的长形包装材料幅带成型以容纳小件货物取决于供应待包装的小件货物的方式
方法、已成型的包装材料导向装置的输送方向伸长的方式方法以及例如是否已经对包装材料幅带进行预成型。因此,例如可以考虑以已经在纵向方向或者说输送方向上折叠的状态供应包装材料。
8.如果如wo 2018/184795 a1中描述的,例如在定型后垂直向下引导包装材料幅带,包装材料幅带则管状地成型,其中管状部段的下端通过分离区域,被形成为在前的、已经成型的泡罩袋。在这种情况下,通常直接从上方将药物份(即小件货物)引入由折叠和导向装置形成的容纳区域。如果替代地,如wo 2016/113291 a1中描述的,输送方向斜向地伸长,则将包装材料幅带成型为一种向上敞开的四面体,其形成用于药物份的容纳区域。包装材料导向装置的确切结构设计方案对于本发明而言并非至关重要的,只要通过其实现了上文中描述的功能。
9.在包装材料导向装置的下游,根据本发明的包装设备还包括纵向接合装置,其在包装材料幅带的输送方向上,在包装材料重叠区域处拼合包装材料幅带。可以通过包装材料导向装置的特殊结构设计方案,预先确定该包装材料重叠区域。
10.在包装材料导向装置的下游还布置有横向接合装置,其横向于输送方向,以预定的(关于包装材料幅带的纵向轴线或者说输送方向的)间隔于横向接合区域处将包装材料幅带拼合,其中横向接合装置包括两个接合工具,其中至少一个接合工具能横向于输送方向移动。该横向接合区域可以对应于两个泡罩袋之间的上部分离部段。当制造(常见的)连体泡罩袋,使得为两个连续的泡罩袋分配横向接合区域,而在泡罩袋之间,在横向接合区域内例如预设有用于分隔单个泡罩袋的穿孔时,就是这种情况。替代地,还可以制造连体泡罩袋,使得为每个泡罩袋都分配两个“独有的”横向接合区域。纵向接合装置和横向接合装置可以在输送方向上依次布置为单独的部件(其中横向接合装置通常被布置在纵向接合装置的下游),然而,也可以考虑两个接合装置被布置在共同的接合部件中。
11.另外,根据本发明,包装设备包括多个能在包装作业进行的过程中横向于纵向方向单个移动的压花工具和压花工具止挡区域,其中压花工具和压花工具止挡区域共同作用,使得能借助于压花工具,在横向接合区域中形成能触摸到的凸起部分。
12.通过在横向接合区域中形成能触摸到的凸起部分,视觉障碍患者也能区分多个泡罩袋。如果例如每天要为患者提供三个泡罩袋,那么在使用两个压花销轴的情况下有可能通过图案标记三个泡罩袋,使得患者可以将其毫无疑问地分配到一个服用时刻。因此,根据本发明的包装设备使得提供泡罩袋成为可能,这些泡罩袋还可以由视觉障碍患者明确地分配到预定的服用时刻。
13.如何确切地在包装设备中实现压花工具对于本发明而言并非至关重要的,只要确保能触摸到的凸起部分被引入到横向接合区域中。因此,例如可以考虑在接合装置下游提供另一装置,该装置包括压花工具并且借助于该装置将能触摸到的凸起部分引入到横向接合区域中。然而,为了避免使用单独的装置来对压花工具进行导向,在根据本发明的包装设备的一种优选实施方案中预设了,压花工具被能驶入和驶出地布置在其中一个接合工具中,并且另一接合工具至少在接触区域中具有弹性设计的接合表面或者多个能横向于输送方向单个移动的压花工具容纳部。因此,在该优选实施方案中,与制造横向接合区域同时地产生能触摸到的凸起部分,使得没有必要用单独的装置,在创建横向接合区域后引入能触摸到的凸起部分,这降低了包装设备的复杂性和(输送方向上的)结构长度或者说将其保持
得较低。
14.在使用两个压花工具时已经有可能明确地标明泡罩袋,使得患者可以区分四个不同的泡罩袋,由此,即使是视觉障碍患者也有可能在没有帮助的情况下区分一日所需的泡罩袋。为了明确地相互区分更大量的泡罩袋并且简化对通过凸起部分所添加的信息的确定,在根据本发明的包装设备的一种优选实施方案中预设了,压花工具被设计为至少一个由压花销轴组成的2*3矩阵(水平的、垂直的),使得能够借助于每个矩阵的压花销轴,产生盲文字符形式的点状图案。在使用仅一个矩阵时就已经可以显示64种不同的图案,使得在这种情况下,可以明确地相互区分例如用于一整周的泡罩袋。因此,在使用更大的和/或更多矩阵时,有可能在横向接合区域中压印大量数据。
15.由细长延伸的包装材料幅带制成的泡罩袋的拼合能够以不同的方式方法进行。举例而言,可以在拼合之前为特定区域配备粘合剂。然而,在一种优选实施方案中预设了,可加热接合工具的至少一个接合表面,使得拼合以焊封包装材料的形式进行。
16.如上文中已经简述的,可以根据包装设备的整体构造,不同地实施包装材料导向装置。在一种优选实施方案中,包装材料导向装置包括中心的贯通开口并且被设计为,使得长形的包装材料幅带被供应至贯通开口,该贯通开口被实施为使得长形的包装材料幅带在输送方向上被成型为管状的包装材料幅带,其由贯通开口限定并且具有包装材料重叠区域,其中用于药物份的引导装置的导向部段在管状的包装材料幅带的部段内延伸,而该导向部段终止于管状的包装材料幅带的分发区域内。为了在管状成型的包装材料幅带中确保在横向接合区域中无包装材料幅带重叠的情况下,借助于横向接合装置,无误差地实现横向拼合,在该优选实施方案中预设了,在导向部段的下部区域中布置有多个扩张工具,这些扩张工具将管状的包装材料幅带以对应于接合工具的定向张开,由横向接合装置进行拼合。换言之,扩张工具保证了在拼合之前,管状的包装材料幅带适应于接合工具的定向,即从圆形形状转变为可以借助于横向接合装置更好地拼合的细长形状。
17.进一步地,本技术涉及根据本发明的包装设备用于制造包括多个泡罩袋的连体泡罩袋的用途。
18.进一步地,本发明的目的通过一种根据权利要求7所述的方法得以实现。在根据本发明的用于制造包括多个泡罩袋的连体泡罩袋的方法中,首先提供长形的包装材料幅带,其随后为了容纳药物份而被包装材料导向装置成型为容纳区域。如何确切地进行成型取决于包装材料导向装置的确切设计方案、包装材料幅带的输送方向以及包装材料的确切设计方案(为此参见上文)。在进行成型以容纳小件货物后,小件货物被供应至容纳区域,并且将包装材料幅带以纵向接合装置在包装材料重叠区域处,在包装材料幅带的输送方向上拼合成管状的包装材料幅带,其中拼合和小件货物的供应可以同时地或者以相反的顺序实现。通过横向接合装置,以预定的(关于包装材料幅带的输送方向或者说纵向轴线的)间隔,在横向接合区域中拼合管状的包装材料幅带,其中这也可以与纵向方向上的拼合同时发生。根据本发明,在横向接合区域中,借助于多个能在泡罩袋的制造作业进行的过程中横向于输送方向移动的压花工具,压印能触摸到的图案。
19.在根据本发明的方法的一种优选实施方案中,压花工具被设计为至少一个由压花销轴组成的2*3矩阵,使得可以借助于每个矩阵的压花销轴,在横向接合区域中压印盲文字符形式的点状图案。以此方式,可以借助于对于大部分视觉障碍患者而言熟悉的可触摸字
符引入大量信息。
20.为了辅助用横向接合装置进行的预成型的包装材料幅带的拼合并且降低接合错误的可能性,在方法的一种优选实施方案中预设了,在进行拼合之前,通过多个扩张工具张开管状的包装材料幅带。
附图说明
21.在下文中,参考附图,描述根据本发明的包装设备的一种优选实施方案以及根据本发明的方法的一种优选实施方案,其中
22.图1a和图1b示出了该优选实施方案的斜视图,其中在图1a中省略了包装材料幅带,
23.图2a和图2b示出了纵向接合装置和横向接合装置的细节视图,其中在图2b中省略了包装材料幅带,
24.图3a和图3b示出了折叠和接合装置的细节视图,其中在图3b中省略了包装材料幅带,
25.图4a和图4b示出了横向接合装置的细节视图,
26.图5a和图5b示出了横向接合装置的剖视图,
27.图6a和图6b示出了接合工具的细节视图;并且
28.图7示出了根据本发明的方法的一种优选实施方案的流程图。
具体实施方式
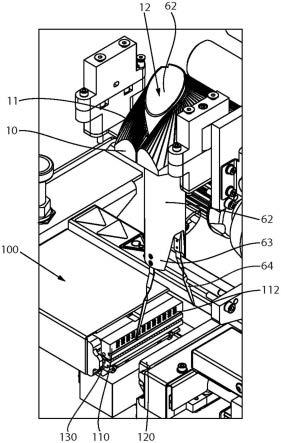
29.在下文描述的实施方案中,描述了一种特殊设计的包装材料导向装置,其适合于未预成型(预折叠)的包装材料幅带。在下文的详细描述中,预设药物份作为小件货物。图1a和图1b示出了根据本发明的包装设备1的一种优选实施方案的斜视图,其中在图1a中省略了被引导穿过包装设备的包装材料幅带40,以图解位于其下的部件。在下文中描述的包装设备的优选实施方案中,制造了一种连体泡罩袋,其中两个连续的泡罩袋“共用”一个横向接合区域。这样要求压花工具被对应地布置,或者更确切地说,使得只在横向接合区域的分配给泡罩袋的部段内创建图案。替代地,可以布置压花工具,使得在横向接合区域的两个部段内压出图案,这些图案随后各自被分配给一个泡罩袋。
30.示出的包装设备的实施方案包括包装材料供应装置30,借助于该供应装置,将长形包装材料幅带40通过多个滚轮供应至包装材料导向装置10,其中在图1b中只部分段地示出了包装材料幅带的输送路径。在后续附图中更详细描述的包装材料导向装置10的上方布置有引导装置60,借助于该引导装置,所提供的药物份被供应至用于药物份的容纳区域,该容纳区域由包装材料幅带的已成型的区域形成。在所示包装设备的优选实施方案中,如在后续附图中更详细地可见,从包装材料导向装置10垂直向下地对已成型的包装材料幅带进行导向。通过包装材料幅带的垂直导向,确定了其“向下的”输送方向。如果有偏差地实施引导装置和包装材料导向装置,则输送方向也会有偏差,例如,可以考虑输送方向斜向地伸长,其中在这种情况下,以不同的方式成型用于药物份的容纳区域(为此,关于细节还可参见wo 2016/113291 a1和wo 2018/184795 a1)。
31.在包装材料导向装置10的下游布置有纵向接合装置20,通过该纵向接合装置,拼
合已成型的包装材料幅带43的在输送方向上延伸的重叠区域41,如参考后续附图更详细地描述的。
32.在该纵向接合装置20的下游布置有横向接合装置100,其包括两个接合工具110、120,其中在所示的实施方案中,接合工具120可横向于或者说正交于包装材料幅带的输送方向移动,如已经在图1b中标出的,其中两个接合工具110、120会聚,以制造包装材料幅带40的横向接合区域42。根据本发明的包装设备的前述装置包括多个驱动器,如在图1a和图1b中部分可见,但是,其确切的作用方式和在包装设备中的布置对于本发明而言是无关紧要的。通常是回转马达,在此不必详细地描述其作用方式。
33.图2a和图2b示出了第一实施方案的细节视图,更确切地说,特别地示出了引导装置60、包装材料导向装置10、纵向接合装置20和横向接合装置100。在图2a和图2b中只大概标出的包装材料导向装置10的上方布置有引导装置60,其包括用于容纳药物份的漏斗状容纳区域61。容纳区域61将药物份引导到导向部段62中,通过该导向部段,药物份被导向到已成型的包装材料幅带43的容纳区域45,如参考图3a和图3b更详细地描述的。在包装材料导向装置10的下游(关于包装材料幅带的输送方向)布置有纵向接合装置20。其主要包括两个组件,即具有两个焊封颚24a、24b的连接组件和布置在该连接组件下游的移动组件,该移动组件借助于皮带驱动器21、23,在输送方向上“向下”移动由焊封颚所拼合的重叠区域。在替代实施方案中,可以考虑,代替焊封颚24a、24b,在拼合之前,例如对重叠区域施用粘合剂,并且随后只压合该区域并且不发生借助于热的焊封。在纵向接合装置20的下游布置有横向接合装置100,借助于该横向接合装置,在横向方向上拼合已经在纵向方向上焊封的包装材料幅带,由此产生(此处过大显示的)横向接合区域42。
34.图3a和图3b示出了其它细节视图,其中在这些细节视图中,部分地省略了引导装置60并且完全省略了纵向接合装置20。另外,在图3b中省略了包装材料幅带。在图3a中可以特别地看到包装材料幅带在根据本发明的包装设备内的输送和定型。长形的包装材料幅带从(未显示的)包装材料供应装置到达包装材料导向装置10的(图3b中可见的)容纳区域11,该包装材料导向装置具有中心贯通开口12,向着此处对包装材料幅带进行成型。为此,在所示实施方案中,包装材料导向装置10被设计为具有中心贯通开口的凸肩状或者说衣领状。基于包装材料导向装置10的确切设计方案,长形包装材料幅带通过凸肩状的容纳区域11,被成型为具有包装材料重叠区域41的管状包装材料幅带43。在图3a中可以看出,包装材料幅带在容纳区域11的范围内在其上方被导向并且对应地成型(附图标记44示出了位于容纳区域11上的包装材料幅带)。
35.包装材料重叠区域41首先由图2a和图2b中显示的焊封颚24a、24b焊封并且随后由运输工具21、23,在输送方向(在所示实施方案中即为向下)上继续移动。为了确保由包装材料导向装置通过该其中心贯通开口12预定的包装材料幅带形状,即管状被维持住,对引导装置的导向部段62进行导向,以通过该区域支撑。在图3b中可以看到该导向部段62的确切布置。根据图3a和图3b的对比,同样可以看出,在包装材料导向装置的范围内,包装材料幅带被引导穿过导向部段62与贯通开口12的壁部之间的空隙。紧接于此,管状的包装材料幅带在导向部段62外侧继续前进。
36.如在图3a和图3b中可见,管状包装材料幅带由固定在导向部段62的下部区域内的扩张工具64张开为容纳区域45。待泡罩包装的药物份到达该容纳区域45。由于在前的泡罩
袋已经引入横向接合区域,容纳区域45也向下封闭。虽然并非强制性要求使用扩张工具64,但其使用确保了横向接合区域42的拼合无错误且视觉上美观。
37.鉴于包装材料导向装置以及引导装置和纵向接合装置的可能的设计方案,还参考申请文件wo 2018/184795 a1,其与前述装置相关的公开内容特此结合在本技术中。
38.图4a和图4b示出了包括两个接合工具110和120的横向接合装置100的细节视图。在图4a中可以看出,在根据本发明的包装设备的此处示出的优选实施方案中,压花工具112被布置在接合工具110中,更确切地说,被布置为,使得设计为压花销轴的压花工具可关于接合工具110的表面111驶出和驶入。在此处示出的实施方案中,只有接合工具120可水平地移动,即可横向于或者说正交于包装材料幅带的输送方向移动,为此,在所示实施方案中,预设有仅大概标出的水平移动装置128,其更确切的作用方式在此并不相关。
39.为了能够用可驶入和驶出的压花销轴112,将能触摸到的图案引入到横向接合区域中,其有必要与被设计在接合工具120中的、弹性设计的止挡区域共同作用,但这是根据附图无法在视觉上看见的。
40.图5a和图5b示出了接合工具110的细节视图,其通过(图6a中示出的)支架116被布置在接合工具壳体115上或者说内。如特别是在图5b中可见的,在所示实施方案中,压花工具112被设计为12个2*3矩阵117,使得通过所示的接合工具110,可以将12个盲文字符引入到横向接合区域中。为了简化单个泡罩袋的分离,在接合工具120下方预设有分离工具130,其可水平移动,即可横向于或者说正交于包装材料带输送方向移动,并且可以将穿孔引入到横向接合区域中或者可以完全将该横向接合区域切断。
41.图6a和图6b示出了接合工具110的细节视图,并且在图6a和图6b中可以初步看出,被设计为压花销轴的单个压花工具112能单个可移动地驶入和驶出。在图6a和图6b中图解了压花销轴的同一部位,并且借助细节图,突出了两个2*3矩阵,其中在左侧突出的矩阵中,第一列的下部压花销轴和第二列的上部压花销轴驶出,相反,在第二矩阵中,只有第二列的中间压花销轴驶出。如何确切地移动单个压花销轴对于本发明而言并非至关重要的并且对于本领域人员而言是已知的,例如由常见的用于书写盲文的设备所知。
42.图7示出了根据本发明的方法的一种优选实施方案的流程图。在下文中描述的方法的优选实施方案中,制造了一种连体泡罩袋,其中两个连续的泡罩袋“共用”一个横向接合区域。这样要求压花工具被对应地布置,或者更确切地说,只在横向接合区域的分配给泡罩袋的部段内创建图案。替代地,可以布置压花工具,使得能够在横向接合区域的两个部段内压出图案,这些图案随后分别被分配给一个泡罩袋。
43.首先,在步骤200中提供包装材料幅带40,为了容纳药物份,在步骤210中将其成型为容纳区域45。这一点例如通过在前述附图中描述的包装材料导向装置10实现。在形成容纳区域45后,在步骤220中为其供应待泡罩包装的药物份。在步骤230中,以纵向接合装置20将已成型的包装材料幅带43在包装材料重叠区域41处,在包装材料幅带的输送方向上拼合(例如焊封)成管状的包装材料幅带43。在后续步骤240中,通过布置在纵向接合装置20下游的横向接合装置100,以预定的间隔,将管状包装材料幅带43拼合在横向接合区域42内或者说于该处拼合。在输送方向上进行观察时,该横向接合区域是刚加工的泡罩袋的收尾,同时也是后续新的泡罩袋的“下”端,其中横向接合区域形成后续泡罩袋的容纳区域的部段。根据本发明,在步骤250中,在横向接合区域42中,借助于多个可横向于输送方向移动的压花
工具112,压印能触摸到的图案,其中横向接合区域中的布置使得图案被分配给一个或两个泡罩袋。在装置和方法的此处描述的实施方案中,图案仅被分配给一个泡罩袋;在使用具有更复杂的压花工具的接合工具的情况下,还可以在横向接合区域中压印用于两个“共用”横向接合区域的泡罩袋的图案(作为泡罩袋的上部收尾或者说下部收尾,通常由用分离工具130引入的穿孔分离)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1