包括推进器和剑杆的码垛器的制作方法
包括推进器和剑杆的码垛器
1.本发明涉及按照两个独立权利要求的相应的前序部分的特征的用于将输送物料从第一输送设备转移到另外的输送设备的底板上的装置和用于利用装置将输送物料从第一输送设备转移到另外的输送设备的底板上的方法,所述装置具有第一输送设备和另外的输送设备,利用所述第一输送设备和另外的输送设备,输送物料运动到底板上。
2.经常借助叉车或类似的工作设备使输送物料运动。然而这些运动过程不能够自动化,以便提高工作速度。此外已经已知用于将输送物料从第一输送设备转移到另外的输送设备的底板上的装置和用于利用装置将输送物料从第一输送设备转移到另外的输送设备的底板上方法,所述装置具有第一输送设备和另外的输送设备,利用所述第一输送设备和另外的输送设备,输送物料运动到底板上,以便将所述运动过程自动化。当然所述装置和方法关于工作速度并且也关于磨损不优化。
3.因此,本发明的任务是,提供用于将输送物料从第一输送设备转移到另外的输送设备的底板上的装置和方法,所述装置/方法关于工作速度并且也关于磨损改善。
4.该任务通过两个独立权利要求的相应的特征解决。
5.具有多个剑杆的剑杆设备的存在和运行——通过所述剑杆设备使输送物料运动并且因此转移——具有优点,即,放置输送物料的表面相对于连续的(面状的)底板显著较小并且因此摩擦力减少。因此对于运动过程需要较小的能量消耗并且工作速度可以升高。此外,输送物料在运动过程期间被保护,从而减少剑杆和/或输送物料的磨损。
6.接着参考附图解释所述装置(也、但不限制地称为码垛站)的各个组成部分以及与此有关的方法的过程。
7.码垛站功能流程:
8.1.堆叠进入堆叠推出器上和托盘进入空托盘推进器上:
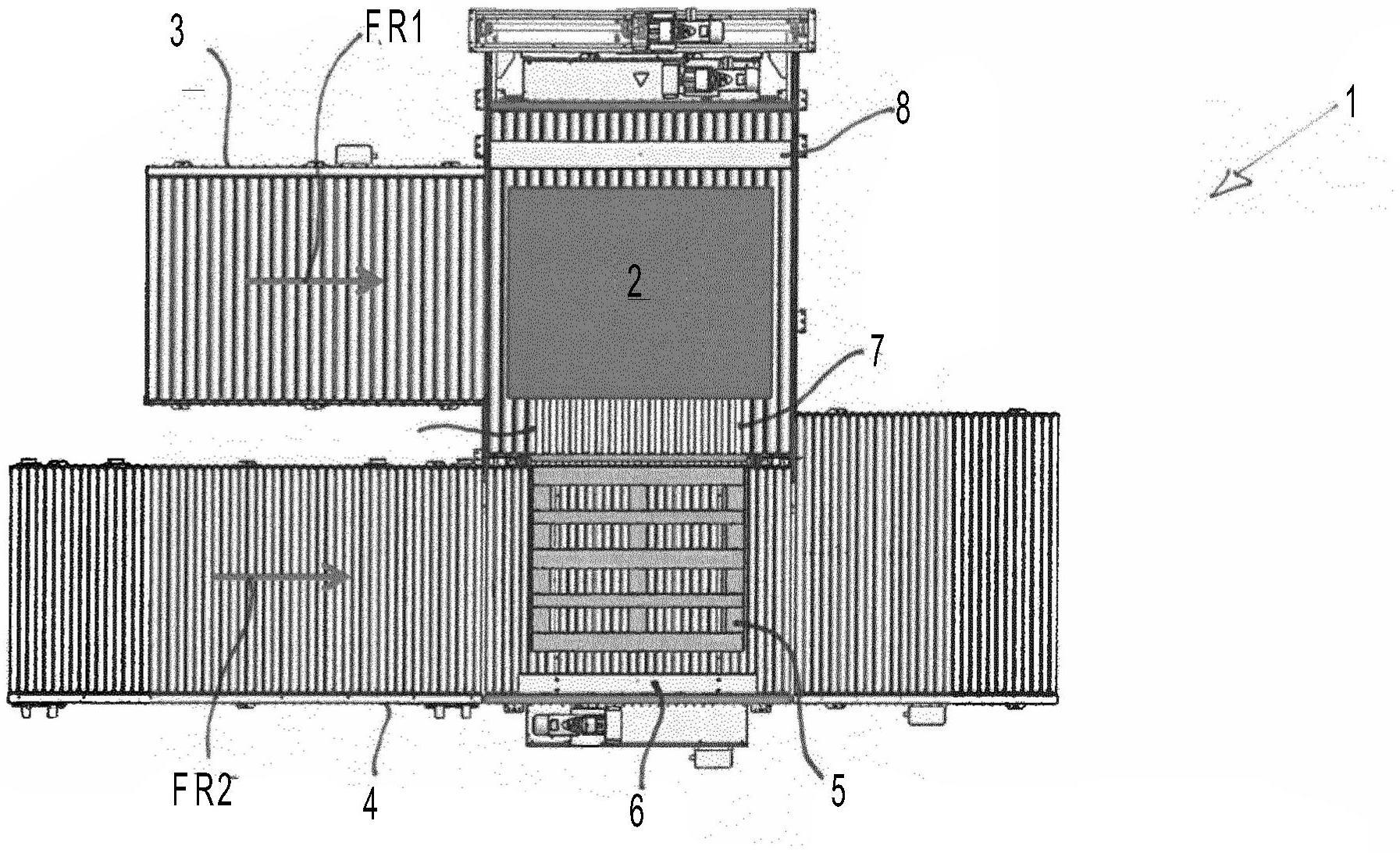
9.按照本发明的装置1构成用于将输送物料2、尤其是堆叠从第一输送设备3转移到另外的输送设备4上。所述装置此外具有底板5(例如托盘)、挤压设备6、剑杆设备7以及滑动设备8,所述滑动设备包括其所属的示出的、但不进一步表示的驱动装置。
10.在该步骤中在图1中可看出,通过第一输送设备2、例如辊带将输送物料2输送和定向到其转移位置中至另外的输送设备4、例如同样是辊带。底板5已经在其规定的位置中处于第二输送设备4上,所述底板在这里例如作为欧式托盘示出。输送物料2沿输送方向fr1并且底板5沿输送方向fr2置于其相应的规定的位置中。
11.2.空托盘推进器将托盘推动到止挡部上并且在那里固定该托盘:
12.在该步骤中,在图2中可看出,底板5(尤其是欧式托盘)利用所述另外的输送设备4的挤压设备6(空托盘推进器)沿输送方向fr3运动到第一输送设备1的转移位置处并且在那里固定。这引起,所述欧式托盘在输送物料2的后续的转移中不再可以从其占据的位置中运动出来。
13.剑杆设备7还处于其在第一输送设备3的区域中的初始位置中。
14.3.伸出剑杆设备(尖齿滑动架)的剑杆:
15.在图3中示出,剑杆设备7已运动到所述另外的输送设备4的区域中。并且更确切地
说是这样,使得剑杆设备7的剑杆大致符合地与底板5重叠。换句话说,在第一输送设备2中在输送物料2的转移位置的区域中,多个彼此平行定向的尖齿(也称为剑杆)在第一输送设备3中的输送物料2的转移位置的区域中的对应的凹部(槽)中下降地设置,从而输送物料2可以推动到该转移区域中,而这些尖齿不会干扰。这减少了摩擦并且提高了工作速度。为了输送物料2从第一输送设备3至第二输送设备4的随后的运动,多个彼此平行定向的尖齿朝底板5、尤其是在那里固定的欧式托盘的方向、更准确地说是在其表面上运动。固定是一定需要的,以便避免当借助剑杆设备7转移输送物料2时,底板5离开规定的位置。该转移沿输送方向fr4进行。所述剑杆设备的剑杆以其朝向输送物料2的上面的区域(在管形的剑杆中例如其上面的顶点)稍微超过放置输送物料2的平面伸出,因此所述输送物料可以借助剑杆设备7沿输送方向fr4从第一输送设备3转移至所述另外的输送设备4。备选于此地,可以考虑,将剑杆下降到上面的平面之下,直至输送物料2占据在图3中示出的位置,在所述上面的平面上,输送物料2在第一输送设备3上运动。此后剑杆可以稍微抬起,因此输送物料2的下侧从第一输送设备3的表面提起,因此输送物料2仅还在剑杆设备7上转移至所述另外的输送设备4。
16.4.堆叠推出器将堆叠推进到托盘上的尖齿上:
17.在尖齿(剑杆设备7的剑杆)事先运动到其规定的转移位置之后(即,其一个端部在挤压设备6(空托盘推进器)上贴靠或已置于其附近),按照在图4中的示图借助滑动设备8(堆叠推出器)使输送物料2通过尖齿运动到底板5(尤其是欧式托盘)的区域中,即,输送物料2的下侧在尖齿的表面上滑动,这通过平行定向的尖齿能够以最小的摩擦非常良好地并且只以小的力消耗实现。
18.5.尖齿滑动架伸入并且将堆叠存放到托盘上:
19.在输送物料2按照图5中的示图到达其在底板5(尤其是欧式托盘)上方的规定的位置中之后,优选组合成所谓的尖齿滑动架并且因此可以同时驱动的尖齿再次相反于输送方向fr4伸入其在第一输送设备3的转移区域中的原始位置中。这引起,输送物料2的下侧在尖齿运动出之后存放在欧式托盘的上侧上。
20.6.不仅堆叠推进器而且空托盘推进器往回移动到其初始位置中:
21.在输送物料2已存放在底板5(尤其是欧式托盘)上之后,按照在图6中的示图,不仅滑动设备8(堆叠推进器或堆叠推出器)相反于输送方向fr4而且挤压设备6(空托盘推进器)沿输送方向fr5往回移动到其初始位置中,由此底板5(尤其是欧式托盘)连同现在存放在那里的输送物料2在第二输送设备4上被释放并且因此再次可运动,并且所述底板对应于按照图7的示图与输送物料2一起可以运动到在所述另外的输送设备4上的另外的位置中。
22.7.将已码垛的堆叠(多个纸板相叠地存放在欧式托盘上)输送出:
23.图7因此示出,底板5(尤其是欧式托盘)连同现在存放在那里的输送物料2在第二输送设备4上被释放并且因此再次可运动,并且该底板对应于按照图7的示图与输送物料2一起可以运动到在所述另外的输送设备4上的另外的位置中。
24.为了使周期时间保持尽可能少,可能/需要的是,重叠或同时实施一些以上陈述的功能或者说方法步骤。
25.选项:
26.空托盘推进器对于具有波纹管筒和两个位置(上、下)的气动的行程对于如下情况
预备,即,需要将堆叠在伸出之前抬起,以便避免所述堆叠会保持悬挂在堆叠推出器上。
27.·
瓷器托盘,纵向和横向
28.·
最小托盘l1000xb600
29.·
最大托盘l1600xb1200
30.·
托盘高度150mm
31.·
托盘最大300mm,上面或底部包装
32.·
周期30秒
33.(以上说明是纯示例性地的并且不是限制性的)
34.附图标记列表
35.1装置
36.2输送物料
37.3第一输送设备
38.4另外的输送设备
39.5底板
40.6挤压设备(也称为空托盘推进器)
41.7剑杆设备
42.8滑动设备(也称为堆叠推出器)
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1