一种防菌包装生产设备及其方法与流程
1.本发明涉及木炭的生产制备技术领域,具体涉及一种防菌包装生产设备及其方法。
背景技术:
2.防霉抗菌包原料是采自天然的矿物,是一种化学性能稳定的矽酸铝。产品以天然植物纤维为吸湿载体,可100%自然降解,属环保型干燥剂。不含任何添加剂、腐蚀性物质和氯化物,纯天然矿物加工而成。其ph值显中性,对任何金属无任何腐蚀性。能广泛用于纺织、鞋服、电子、电器、机械、药品、食品等高低级产品的防潮。
3.而抗菌包在生产时由于其体积较小,批量生产效率低下,并且多数抗菌包的内部需要覆膜,而生产企业均采购覆膜包装进行生产,增大企业投入成本,为减小企业投入成本,我们提出了一种防菌包装生产设备及其方法。
技术实现要素:
4.本发明实施例提供了一种防菌包装生产设备及其方法。
5.鉴于上述问题,本发明提出的技术方案是:
6.一种防菌包装生产设备,包括:
7.防菌包生产设备,所述防菌包生产设备包括工作台,所述工作台从左至右依次设有贴膜机构、压合烘干机构、放料机构、封口机构、模切机构和余料收卷机构;
8.所述贴膜机构包括第一固定架、第二固定架和第三固定架,所述第一固定架上轴承安装有第一纸辊和第一导向辊组,所述第二固定架上安装有储胶箱、分胶管和支撑辊组,所述储胶箱的底面连通有电磁阀,所述分胶管的顶面中心处与所述电磁阀连通,所述第三固定架上设有膜辊和第二导向辊组;
9.所述压合烘干机构包括第一压合组、第二压合组、第三压合组、烘干机和外壳体,所述外壳体呈拱门状,所述第一压合组、所述第二压合组和所述第三压合组的结构相同,且均从左至右依次设置于所述外壳体的内部,所述第一压合组、所述第二压合组和所述第三压合组均包括第一压合辊、第二压合辊,所述第一压合辊设置于所述第二压合辊的正下方,所述烘干机设置于所述外壳体的顶面,且所述烘干机的出风口与所述外壳体的内部连通;
10.所述放料机构包括第四固定架、第五固定架、第六固定架和放料底座,所述放料底座设置于所述工作台的顶面且位于所述压合烘干机构的右侧,所述第四固定架上设有储料箱,所述储料箱的底面通过所述电磁阀连通有若干投料管,所述第五固定架上轴承安装有第二纸辊和第三导向辊组,所述第六固定架的顶端设有第一连接板,所述第一连接板的底面靠近两端处均设有第一液压杆,所述第一液压杆的推动端设有第一热熔机构,所述放料底座的表面开设有若干通槽,所述放料底座的顶面靠近两端处均设有固定板,所述固定板通过螺栓固定于所述放料底座的顶面靠近两端处,所述通槽的内部均设有压条,且每个所述通槽内的所述压条数量均为两个,所述压条竖直设置,且所述压条的两端分别固定安装
于两个所述固定板的底面;
11.所述封口机构包括第七固定架、第二连接板、第二热熔机构和热熔底座,所述第二连接板水平设置于所述第七固定架的顶端,所述第二连接板的底面靠近两端处均设有第二液压杆,所述第二液压杆的推动端与所述第二热熔机构的顶面固定连接,所述热熔底座设置于所述第二热熔机构的正下方;
12.所述模切机构包括第八固定架、第三连接板、固定块和模切底座,所述第三连接板设置于所述第八固定架的顶端,所述第三连接板的底面靠近两端处均设有第三液压杆,所述第三液压杆的推动端与所述固定块固定连接,所述固定块的底面设有若干模切块,所述模切底座设置于所述固定块的正下方;
13.所述余料收卷机构包括第九固定架、收卷辊和驱动电机,所述收卷辊轴承安装于所述第九固定架上,所述驱动电机固定安装于所述第九固定架的一侧,且所述驱动电机的输出端通过传动组与所述收卷辊传动连接。
14.在发明的一种实施例中,所述第一固定架设置于所述工作台的左侧,所述第二固定架和所述第三固定架从左至右依次设置于所述工作台的顶面,所述工作台的顶面位于所述第三固定架的左右两侧处均设有支撑架,所述分胶管水平设置于,且所述分胶管的中轴线与所述第一纸辊、所述膜辊的中轴线胶均相互平行,所述分胶管的底端设有若干出胶头。
15.在发明的一种实施例中,所述第一压合组、所述第二压合组和所述第三压合组均包括立柱、顶板和底板,三组所述第一压合辊和所述第二压合辊的两端均设有卡块,所述卡块的两侧均卡合于对应的所述立柱之间,并与所述立柱滑动连接,三组所述第一压合辊和所述第二压合辊的一端均穿过对应的所述卡块并套设有齿轮,且同一压合组中的两个所述齿轮相互啮合,三组压合组中的所述第二压合辊两端的所述卡块顶面均轴承安装有螺纹销,所述螺纹销的顶端分别穿过所述顶板并固定连接有转把,所述顶板被所述螺纹销穿过的孔槽内壁设有与所述螺纹销相适配的内螺纹。
16.在发明的一种实施例中,所述第四固定架设置于所述压合烘干机构的右侧,所述投料管的数量与所述通槽的数量相同,每个所述投料管均设置于每个所述通槽的正上方,且每个所述投料管的底端均延伸至对应的所述通槽的内部且靠近所述压合烘干机构的一端处,所述第二纸辊设置于所述放料底座的正上方且靠近中心处,所述第一热熔机构设置于所述放料底座的顶面且远离所述储料箱的一端,所述第一热融机构的底面设有第一热熔条,所述第一热熔条的数量比所述通槽数量多一个,且每个所述热熔条分别设置于所述放料底座未开设所述通槽处的表面正上方,每个所述第一热熔条的中心轴均与所述第二纸辊的中心轴垂直。
17.在发明的一种实施例中,所述第二热熔机构的底面靠近四角处均设有第一弹簧,所述第一弹簧底端设有第一压板,所述第一压板的表面开设有第一避让槽,所述第二热熔机构的底面中心处设有第二热熔条,所述第二热熔条设置于所述第一避让槽的正上方且可穿过所述第一避让槽,所述第一避让槽和所述第二热熔条的中心轴与所述第二纸辊的中心轴平行。
18.在发明的一种实施例中,所述固定块的底面设有靠近四角处均设有第二弹簧,所述第二弹簧的底端设有第二压板,所述第二压板的表面开设有若干第二避让槽,所述第二避让槽和所述模切块的数量相同,且均为方形,所述模切底座的表面开设有与所述模切块
数量相同的模切槽,所述模切块可穿过所述第二避让槽延伸至所述模切槽的内部。
19.在发明的一种实施例中,所述工作台的顶面开设有落料孔,所述落料孔设置于所述模切底座的正下方,所述落料孔的正下方设有收集框。
20.一种生物质多联产组合碳化炉提质的工艺,包括以下步骤:
21.s1:准备工作,将第一纸辊上包装纸的一端绕过第一导向辊组穿过支撑辊组、支撑架、压合烘干机构、放料机构、封口机构和模切机构,并固定在收卷辊上,将膜辊上的薄膜一端穿过第二导向辊组、靠近压合烘干机构一侧的支撑架、压合烘干机构、放料机构、封口机构和模切机构绕,并固定在收卷辊上,将第二纸辊上的包装纸或贴好膜的包装纸的一端穿过第三导向辊组,并固定在收卷辊上,第一纸辊上的包装纸、膜辊上的薄膜和第二纸辊上的包装纸或贴好膜的包装纸在穿过放料机构时使用压条将包装纸、薄膜和第二纸辊上的包装纸或贴好膜的包装纸限制在通槽内,穿过压合烘干机构时转动转把,使第二压合辊上升,第一纸辊上的包装纸和膜辊上薄膜穿过压合烘干机构后反转转把,使两个齿轮啮合,启动驱动电机,使第一纸辊、第二纸辊和膜辊同步转动;
22.s2:包装纸粘胶,将胶水倒入储胶箱,胶水经过电磁阀和分胶管从出胶头流出,通过电磁阀使胶水定量的从出胶头流至包装纸的表面,通过驱动电机;
23.s3:覆膜,第一纸辊和膜辊通过驱动电机的转动,使经过步骤s2的包装纸与薄膜接触;
24.s4:压合、烘干,覆膜的包装纸通过第一压合组、第二压合组和第三压合组进行压实,并通过烘干机对胶水进行烘干;
25.s5:放料,将抗菌颗粒放于储料箱内,通过电磁阀定量定时进行放料,使覆完膜的包装纸表面每间隔一段距离堆放一堆抗菌颗粒,通过第一液压杆工作使第一热熔机构向下运动,第一热熔机构中的第一热熔条使第二纸辊上的包装纸与覆完膜的包装纸熔接在一起;
26.s6:封口,第二液压杆工作使第二热熔机构向下运动,第一压板将经过s5的包装纸压紧,通过第二热熔条对每堆抗菌颗粒所处位置进行封口,完成抗菌袋的密封;
27.s7:模切,第三液压杆工作使固定块向下运动,第二压板将经过步骤s6的包装袋压紧,通过模切块穿过第二避让槽和模切槽,使抗菌包装袋被切割出来,并从落料孔掉落到收集框内。
28.相对于现有技术而言,本发明的有益效果是:将第一纸辊上包装纸的一端绕过第一导向辊组穿过支撑辊组、支撑架、压合烘干机构、放料机构、封口机构和模切机构绕,并固定在收卷辊上,将膜辊上的薄膜一端穿过第二导向辊组、靠近压合烘干机构一侧的支撑架、压合烘干机构、放料机构、封口机构和模切机构绕,并固定在收卷辊上,将第二纸辊上的包装纸或贴好膜的包装纸的一端穿过第三导向辊组,并固定在收卷辊上,第一纸辊上的包装纸、膜辊上的薄膜和第二纸辊上的包装纸或贴好膜的包装纸在穿过放料机构时使用压条将包装纸、薄膜和第二纸辊上的包装纸或贴好膜的包装纸限制在通槽内,穿过压合烘干机构时转动转把,使第二压合辊上升,第一纸辊上的包装纸和膜辊上薄膜穿过压合烘干机构后反转转把,使两个齿轮啮合,启动驱动电机,使第一纸辊、第二纸辊和膜辊同步转动,将胶水倒入储胶箱,胶水经过电磁阀和分胶管从出胶头流出,通过电磁阀使胶水定量的从出胶头流至包装纸的表面,通过驱动电机,第一纸辊和膜辊通过驱动电机的转动,使包装纸与薄膜
接触,覆膜的包装纸通过第一压合组、第二压合组和第三压合组进行压实,并通过烘干机对胶水进行烘干,将抗菌颗粒放于储料箱内,通过电磁阀定量定时进行放料,使覆完膜的包装纸表面每间隔一段距离堆放一堆抗菌颗粒,通过第一液压杆工作使第一热熔机构向下运动,第一热熔机构中的第一热熔条使第二纸辊上的包装纸与覆完膜的包装纸熔接在一起,第二液压杆工作使第二热熔机构向下运动,第一压板将包装纸压紧,通过第二热熔条对每堆抗菌颗粒所处位置进行封口,完成抗菌袋的密封,第三液压杆工作使固定块向下运动,第二压板将包装袋压紧,通过模切块穿过第二避让槽和模切槽,使抗菌包装袋被切割出来,并从落料孔掉落到收集框内,进而完成抗菌袋的生产及收集,该种防菌包生产设备使包装纸从贴膜、压合烘干、装料和模切,实现单个抗菌袋的生产,全过程减少了工作人员的工作量,减小了工作者的工作强度,大大提高了工作效率。
29.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
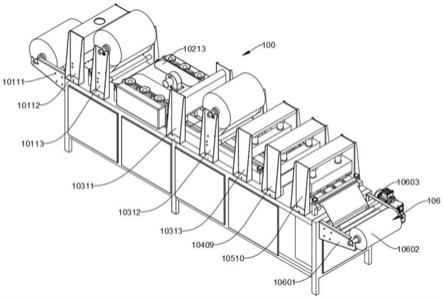
30.图1为本发明实施例公开的防菌包装生产设备的立体结构示意图;
31.图2为本发明实施例公开的贴膜机构的立体结构示意图;
32.图3为本发明实施例公开的压合烘干机构的立体结构示意图;
33.图4为本发明实施例公开的放料机构的立体结构示意图;
34.图5为本发明实施例公开的封口机构的立体结构示意图;
35.图6为本发明实施例公开的贴模切构的立体结构示意图;
36.图7为本发明实施例公开的工作台的立体结构示意图;
37.图8为本发明实施例公开的一种防菌包装生产设备的工艺流程示意图。
38.附图标记:100、防菌包生产设备;101、贴膜机构;10101、第一纸辊;10102、第一导向辊组;10103、支撑辊组;10104、分胶管;10105、储胶箱;10106、电磁阀;10107、出胶头;10108、膜辊;10109、第二导向辊组;10110、支撑架;10111、第一固定架;10112、第二固定架;10113、第三固定架;102、压合烘干机构;10201、第一压合组;10202、第二压合组;10203、第三压合组;10204、立柱;10205、底板;10206、顶板;10207、第一压合辊;10208、第二压合辊;10209、齿轮;10210、卡块;10211、转把;10212、烘干机;10213、外壳体;103、放料机构;10301、放料底座;10302、通槽;10303、固定板;10304、压条;10305、储料箱;10306、第二纸辊;10307、第一热熔机构;10308、第一液压杆;10309、第一连接板;10310、投料管;10311、第四固定架;10312、第五固定架;10313、第六固定架;104、封口机构;10401、第二连接板;10402、第二液压杆;10403、第二热熔机构;10404、第一弹簧;10405、第一压板;10406、避让槽;10407、第二热熔条;10408、热熔底座;10409、第七固定架;105、模切机构;10501、第三连接板;10502、第三液压杆;10503、固定块;10504、模切块;10505、第二压板;10506、第二弹簧;10507、第二避让槽;10508、模切底座;10509、模切槽;10510、第八固定架;106、余料收卷机构;10601、第九固定架;10602、收卷辊;10603、驱动电机;200、工作台;2001、落料孔;2002、收集框。
具体实施例
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
40.参照附图1-8所示,一种防菌包装生产设备,其包括
41.防菌包生产设备100,防菌包生产设备100包括工作台200,工作台200从左至右依次设有贴膜机构101、压合烘干机构102、放料机构103、封口机构104、模切机构105和余料收卷机构106;
42.贴膜机构101包括第一固定架10111、第二固定架10112和第三固定架10113,第一固定架10111上轴承安装有第一纸辊10101和第一导向辊组10102,第二固定架10112上安装有储胶箱10105、分胶管10104和支撑辊组10103,储胶箱10105的底面连通有电磁阀10106,分胶管10104的顶面中心处与电磁阀10106连通,第三固定架10113上设有膜辊10108和第二导向辊组10109;
43.压合烘干机构102包括第一压合组10201、第二压合组10202、第三压合组10203、烘干机10212和外壳体10213,外壳体10213呈拱门状,第一压合组10201、第二压合组10202和第三压合组10203的结构相同,且均从左至右依次设置于外壳体10213的内部,第一压合组10201、第二压合组10202和第三压合组10203均包括第一压合辊10207、第二压合辊10208,第一压合辊10207设置于第二压合辊10208的正下方,烘干机10212设置于外壳体10213的顶面,且烘干机10212的出风口与外壳体10213的内部连通;
44.放料机构103包括第四固定架10311、第五固定架10312、第六固定架10313和放料底座10301,放料底座10301设置于工作台200的顶面且位于压合烘干机构102的右侧,第四固定架10311上设有储料箱10305,储料箱10305的底面通过电磁阀10106连通有若干投料管10310,第五固定架10312上轴承安装有第二纸辊10306和第三导向辊组,第六固定架10313的顶端设有第一连接板10309,第一连接板10309的底面靠近两端处均设有第一液压杆10308,第一液压杆10308的推动端设有第一热熔机构10307,放料底座10301的表面开设有若干通槽10302,放料底座10301的顶面靠近两端处均设有固定板10303,固定板10303通过螺栓固定于放料底座10301的顶面靠近两端处,通槽10302的内部均设有压条10304,且每个通槽10302内的压条10304数量均为两个,压条10304竖直设置,且压条10304的两端分别固定安装于两个固定板10303的底面;
45.封口机构104包括第七固定架10409、第二连接板10401、第二热熔机构10403和热熔底座10408,第二连接板10401水平设置于第七固定架10409的顶端,第二连接板10401的底面靠近两端处均设有第二液压杆10402,第二液压杆10402的推动端与第二热熔机构10403的顶面固定连接,热熔底座10408设置于第二热熔机构10403的正下方;
46.模切机构105包括第八固定架10510、第三连接板10501、固定块10503和模切底座10508,第三连接板10501设置于第八固定架10510的顶端,第三连接板10501的底面靠近两端处均设有第三液压杆10502,第三液压杆10502的推动端与固定块10503固定连接,固定块10503的底面设有若干模切块10504,模切底座10508设置于固定块10503的正下方;
47.余料收卷机构106包括第九固定架10601、收卷辊10602和驱动电机10603,收卷辊10602轴承安装于第九固定架10601上,驱动电机10603固定安装于第九固定架10601的一侧,且驱动电机10603的输出端通过传动组与收卷辊10602传动连接。
48.作为发明的一种实施例,进一步的,第一固定架10111设置于工作台200的左侧,第二固定架10112和第三固定架10113从左至右依次设置于工作台200的顶面,工作台200的顶面位于第三固定架10113的左右两侧处均设有支撑架10110,分胶管10104水平设置于,且分胶管10104的中轴线与第一纸辊10101、膜辊10108的中轴线胶均相互平行,分胶管10104的底端设有若干出胶头10107。
49.作为发明的一种实施例,进一步的,第一压合组10201、第二压合组10202和第三压合组10203均包括立柱10204、顶板10206和底板10205,三组第一压合辊10207和第二压合辊10208的两端均设有卡块10210,卡块10210的两侧均卡合于对应的立柱10204之间,并与立柱10204滑动连接,三组第一压合辊10207和第二压合辊10208的一端均穿过对应的卡块10210并套设有齿轮10209,且同一压合组中的两个齿轮10209相互啮合,三组压合组中的第二压合辊10208两端的卡块10210顶面均轴承安装有螺纹销,螺纹销的顶端分别穿过顶板10206并固定连接有转把10211,顶板10206被螺纹销穿过的孔槽内壁设有与螺纹销相适配的内螺纹。
50.作为发明的一种实施例,进一步的,第四固定架10311设置于压合烘干机构102的右侧,投料管10310的数量与通槽10302的数量相同,每个投料管10310均设置于每个通槽10302的正上方,且每个投料管10310的底端均延伸至对应的通槽10302的内部且靠近压合烘干机构102的一端处,第二纸辊10306设置于放料底座10301的正上方且靠近中心处,第一热熔机构10307设置于放料底座10301的顶面且远离储料箱10305的一端,第一热融机构的底面设有第一热熔条,第一热熔条的数量比通槽10302数量多一个,且每个热熔条分别设置于放料底座10301未开设通槽10302处的表面正上方,每个第一热熔条的中心轴均与第二纸辊10306的中心轴垂直,通过压条10304将包装纸、薄膜和第二纸辊10306上的包装纸或贴好膜的包装纸限制在通槽10302内,通过电磁阀10106使储料箱10105内的抗菌颗粒定量定时进行放料,使覆完膜的包装纸表面每间隔一段距离堆放一堆抗菌颗粒,并通过第一液压杆10308工作使第一热熔机构10307向下运动,第一热熔机构10307中的第一热熔条使第二纸辊10306上的包装纸与覆完膜的包装纸熔接在一起。
51.作为发明的一种实施例,进一步的,第二热熔机构10403的底面靠近四角处均设有第一弹簧10404,第一弹簧10404底端设有第一压板10405,第一压板10405的表面开设有第一避让槽10406,第二热熔机构10403的底面中心处设有第二热熔条10407,第二热熔条10407设置于第一避让槽10406的正上方且可穿过第一避让槽10406,第一避让槽10406和第二热熔条10407的中心轴与第二纸辊10306的中心轴平行,第二液压杆10402工作,使第二热熔机构10403向下运动,第一压板10405对包装带压紧,第二热熔条10407对每堆抗菌颗粒所在位置处进行热熔封口。
52.作为发明的一种实施例,进一步的,固定块10503的底面设有靠近四角处均设有第二弹簧10506,第二弹簧10506的底端设有第二压板10505,第二压板10505的表面开设有若干第二避让槽10507,第二避让槽10507和模切块10504的数量相同,且均为方形,模切底座10508的表面开设有与模切块10504数量相同的模切槽10509,模切块10504可穿过第二避让槽10507延伸至模切槽10509的内部,第三液压杆10502向下运动,通过第二压板10505对包装膜进行压紧,模切块10504穿过第二避让槽10507和模切槽10509,使单个的抗菌袋被切割下来,并从落料孔2001掉落到收集框2002内,进而完成抗菌袋的生产及收集。
53.作为发明的一种实施例,进一步的,工作台200的顶面开设有落料孔2001,落料孔2001设置于模切底座10508的正下方,落料孔2001的正下方设有收集框2002。
54.参照附图1-8所示,本发明还提出一种生物质多联产组合碳化炉提质的工艺,包括以下步骤:
55.s1:准备工作,将第一纸辊10101上包装纸的一端绕过第一导向辊组10102穿过支撑辊组10103、支撑架10110、压合烘干机构102、放料机构103、封口机构104和模切机构105,并固定在收卷辊10602上,将膜辊10108上的薄膜一端穿过第二导向辊组10109、靠近压合烘干机构102一侧的支撑架10110、压合烘干机构102、放料机构103、封口机构104和模切机构105,并固定在收卷辊10602上,将第二纸辊10306上的包装纸或贴好膜的包装纸的一端穿过第三导向辊组,并固定在收卷辊10602上,第一纸辊10101上的包装纸、膜辊10108上的薄膜和第二纸辊10306上的包装纸或贴好膜的包装纸在穿过放料机构103时使用压条10304将包装纸、薄膜和第二纸辊10306上的包装纸或贴好膜的包装纸限制在通槽10302内,穿过压合烘干机构102时转动转把10211,使第二压合辊10208上升,第一纸辊10101上的包装纸和膜辊10108上薄膜穿过压合烘干机构102后反转转把10211,使两个齿轮10209啮合,启动驱动电机10603,使第一纸辊10101、第二纸辊10306和膜辊10108同步转动;
56.s2:包装纸粘胶,将胶水倒入储胶箱10105,胶水经过电磁阀10106和分胶管10104从出胶头10107流出,通过电磁阀10106使胶水定量的从出胶头10107流至包装纸的表面,通过驱动电机10603;
57.s3:覆膜,第一纸辊10101和膜辊10108通过驱动电机10603的转动,使经过步骤s2的包装纸与薄膜接触;
58.s4:压合、烘干,覆膜的包装纸通过第一压合组10201、第二压合组10202和第三压合组10203进行压实,并通过烘干机10212对胶水进行烘干;
59.s5:放料,将抗菌颗粒放于储料箱10305内,通过电磁阀10106定量定时进行放料,使覆完膜的包装纸表面每间隔一段距离堆放一堆抗菌颗粒,通过第一液压杆10308工作使第一热熔机构10307向下运动,第一热熔机构10307中的第一热熔条使第二纸辊10306上的包装纸与覆完膜的包装纸熔接在一起;
60.s6:封口,第二液压杆10402工作使第二热熔机构10403向下运动,第一压板10405将经过s5的包装纸压紧,通过第二热熔条10407对每堆抗菌颗粒所处位置进行封口,完成抗菌袋的密封;
61.s7:模切,第三液压杆10502工作使固定块10503向下运动,第二压板10505将经过步骤s6的包装袋压紧,通过模切块10504穿过第二避让槽10507和模切槽10509,使抗菌包装袋被切割出来,并从落料孔2001掉落到收集框2002内。
62.需要说明的是,电磁阀10106、第一液压杆10308、第二液压杆10402、第三液压杆10502和驱动电机10603具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
63.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1