一种短切产品跨线自动物流转运的设备的制作方法
1.本发明涉及玻璃纤维生产领域,尤其涉及一种短切产品跨线自动物流转运的设备。
背景技术:
2.在玻璃纤维产品的生产过程中,短切类产品是一种特殊的生产工艺。在拉丝工段完成原丝的生产后,需通过自动物流运输线将原丝小车运输至短切生产线进行短切生产。一般来说需要生产短切产品的生产线,会在生产线的设计阶段就将短切产品的物流系统纳入规划,实现生产线内的自动物流线内循环,而不需生产短切产品的生产线,则不进行短切物流线的规划。
3.但在实际生产中,由于玻璃纤维生产过程中,各生产线的玻璃配方不相同,当客户对短切产品的玻璃配方有指定要求时,则需要将不生产短切生产线的原丝,通过手拉、货运电梯、叉车等方式,将原丝小车运送至短切生产线进行下一步生产,生产完成后又需要将原丝小车重新运回原生产线。
4.这种方法的缺点是当需要跨线生产时,各生产线均需要抽出员工专门从事转运工作,同时生产量越大,需要投入越多人力,且员工的工作强度较大。在人力运输过程中极易造成原丝损伤,使产品因外观不良降等。另外,在叉车运输原丝小车的过程中,由于运输不平稳易造成原丝小车翻车,有极大的安全隐患。
技术实现要素:
5.本发明的目的在于克服现有技术的不足,适应现实需要,提供一种短切产品跨线自动物流转运的设备。
6.为了实现本发明的目的,本发明采用的技术方案为:一种短切产品跨线自动物流转运的设备,包括上/下纱系统以及自动物流转运设备,所述上/下纱系统由多个独立的原丝小车1以及转运台2组成,每个所述转运台上均设置有原丝小车传输装置;所述转运台2设置在自动物流转运设备的承载区3内,所述转运台2上设置有原丝小车排序引导装置。
7.所述原丝小车排序引导装置为自动物料转运停靠导轨4,所述原丝小车1通过自动物料转运停靠导轨输送到转运台2上。
8.所述自动物料转运停靠导轨4的导轨末端设置有定位块5。
9.所述原丝小车传输装置为链式机6,所述链式机6设置有两条并分别设置在原丝小车上车体两侧,所述原丝小车1内设置有带动两侧链式机6转动的电机7。
10.所述链式机6的传输前端设置有上/下纱导轨8。
11.两所述链式机6相向外侧设置有原丝小车位置定位感应器9。
12.所述转运台2一侧设置有电源终端箱10。
13.所述自动物流转运设备为转运车。
14.所述转运车包括前端的动力装置11以及后侧的承载区3。
15.所述承载区3两侧设置有护栏12,所述护栏12上设置有三向旋钮13,所述三向旋钮13一侧设置有航空插头14。
16.本发明的有益效果在于:
17.1、本发明的自动物流转运设备解决了当短切产品需要跨线生产时,原丝小车由物流系统内循环改为外循环时的自动物流运输操作,极大减少工人劳动强度;
18.2、本发明降低了人工转运原丝小车时造成的原丝损伤,对比叉车运输小车,自动物流转运设备更加稳定,在运输过程中减少运输颠簸对原丝的影响。
19.3、本发明降低了人工转运原丝小车过程中的安全隐患,避免了因叉车运输小车时的不稳定造成的小车翻车,减少不安全因素。
附图说明
20.下面结合附图和实施案例对本发明做进一步的说明。
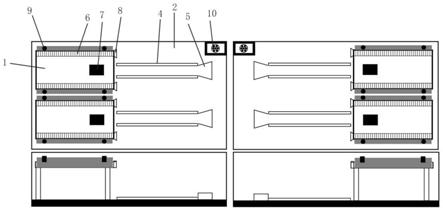
21.图1示例性的示出了本发明的上/下纱系统的主视图和侧视图。
22.图2示例性的示出了本发明的自动物流转运设备的主视图和侧视图。
具体实施方式
23.下面结合附图和实施例对本发明进一步说明:
24.参见图1-2。
25.本发明公开了一种短切产品跨线自动物流转运的设备,包括上/下纱系统以及自动物流转运设备,所述上/下纱系统由多个独立的原丝小车1以及转运台2组成,每个所述转运台上均设置有原丝小车传输装置;所述转运台2设置在自动物流转运设备的承载区3内,所述转运台2上设置有原丝小车排序引导装置。
26.所述原丝小车排序引导装置为自动物料转运停靠导轨4,所述原丝小车1通过自动物料转运停靠导轨输送到转运台2上。
27.所述自动物料转运停靠导轨4的导轨末端设置有定位块5。
28.所述原丝小车传输装置为链式机6,所述链式机6设置有两条并分别设置在原丝小车上车体两侧,所述原丝小车1内设置有带动两侧链式机6转动的电机7。
29.所述链式机6的传输前端设置有上/下纱导轨8。
30.两所述链式机6相向外侧设置有原丝小车位置定位感应器9。
31.所述转运台2一侧设置有电源终端箱10。
32.所述自动物流转运设备为转运车。
33.所述转运车包括前端的动力装置11以及后侧的承载区3。
34.所述承载区3两侧设置有护栏12,所述护栏12上设置有三向旋钮13,所述三向旋钮13一侧设置有航空插头14。
35.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附件,对本发明实施例中的技术方案进行清楚、完整的描述。显然所描述的实例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互任意组合。
36.发明人通过设计一种可移动的物流运输设备,用于将不同生产线的原丝小车进行本生产线物流系统的外循环,通过与上/下纱系统的配合,将满车原丝小车运送至短切生产线,并将空原丝小车重新运回原生产线,实现跨线物流转运的高效安全运转,同时确保产品在运输过程中无损伤,提高产品的成品率及优等品率,极大降低人工劳动强度、降低生产运营成本,提高生产工作效率,满足工业化生产的需求。
37.下面结合附图,对根据本发明所提供的自动物流转运设备进行详细描述。
38.图1示例性的示出了本发明的上/下纱系统的主视图和侧视图。参照图1所示:在自动物流转运设备到达不同生产线后,自动物流转运设备沿上下纱导致及定位块,缓慢靠近原丝小车上纱链式机,并与之精确对位。接通电源终端箱,原丝小车上/下纱链式机电机启动,原丝小车通过上/下纱导轨向上纱链式机自动移动,在接上纱链式机的原丝小车定位感应器信号后停止,后由原物流线分配车将原丝小车运输至短切生产线进行生产。
39.在原丝生产完成后,生产线分配车将空原丝小车运回下纱系统,下纱系统将空原丝小车送回下纱链式机,在接收到下纱链式机原丝小车定位感应器信号后停下,再由员工操作自动物流转运设备运送至原生产线入立体库。
40.图2示例性的示出了本发明的自动物流转运设备的主视图和侧视图。参照图2所示:员工操作动力装置,将自动物流转运设备送达短切生产线,在此过程中由原丝小车护栏防护原丝小车及原丝,并停靠到位,由操作员工打开电气终端箱,手动将航空插头与所到生产线的电源终端箱相连,给予链式机电机能量,再由员工手动操作需要移动的小车对应的三向旋钮,控制可移动链式机链条正转,将原丝小车送向上纱系统,并由后续的物流线分配车将原丝小车运输至短切生产线生产。
41.在原丝生产完成后,物流线分配车将空原丝小车送上下纱链式机,员工手动操作要移动的小车对应的三向旋钮,控制可移动链式机链条反转,将原丝小车送上自动物流转运设备,完成八辆小车上线后,员工拔下航空插头,将其收回电气终端箱,再操作动力装置,将自动物流转运设备送回原生产线。
42.在此过程中无需员工运送小车至货运电梯,无需叉车移动原丝小车,无需短切生产线手工将产品搬运至生产线,只需一名员工操作自动物流转运设备即可,极大提高员工的工作效率,同时确保在转运过程中产品及员工的安全。
43.上面描述的内容可以单独地或者以各种方式结合起来实施,可以在同一工厂的几条生产线进行物流系统的外循环,确保物流系统的高效运转,不需其它人力投入。
44.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1