一种封箱袋定型贴条设备的制作方法
1.本发明涉及包装设备领域,尤其涉及一种封箱袋定型贴条设备。
背景技术:
2.在纸箱外追加套袋可以进一步保护箱内产品免受恶劣环境的影响,在纸箱外套袋通常由人工手动操作完成,封箱袋的袋口封贴后会有多余部分自由凌乱垂摆,在堆码作业时阻碍纸箱整齐码放,导致堆码稳定性降低,空间利用率降低。
技术实现要素:
3.本发明主要解决的技术问题是提供一种封箱袋定型贴条设备,具有全自动取放料、多余边角辊压整理和贴条束缚等功能,代替人工对封箱袋封口进行整理和贴条束缚,从而提高堆码稳定性,提升空间利用率。
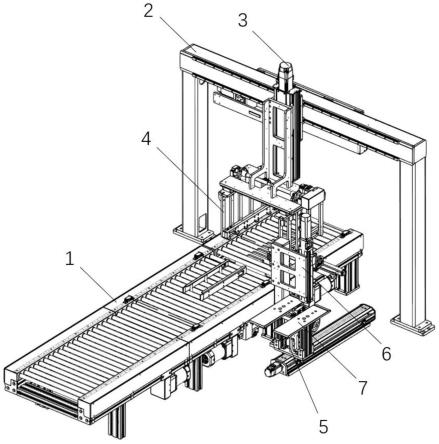
4.为解决上述技术问题,本发明采用的一个技术方案是:提供一种封箱袋定型贴条设备,包括输送机、龙门、搬运机构、变距夹爪、封贴机构、侧面定型机构、底面定型机构,所述输送机上方架设有龙门,所述龙门上设置有搬运机构,所述搬运机构挂载有变距夹爪,所述变距夹爪与输送机旁的封贴机构衔接,所述封贴机构上配套设置有侧面定型机构和底面定型机构。
5.在本发明一个较佳实施例中,所述变距夹爪由吊板、正反牙丝杆、线轨、夹紧档杆、托板、光电传感器组成,所述吊板表面水平设置有由伺服驱动的正反牙丝杆,所述吊板底面平行正反牙丝杆设置有线轨,所述线轨对称悬挂有两组联排分布的夹紧档杆,所述夹紧档杆对称连接在正反牙丝杆上,所述夹紧档杆下端设置有托板和光电传感器。
6.在本发明一个较佳实施例中,所述侧面定型机构由伺服丝杆升降机、水平推进气缸和定型压辊组成,所述伺服丝杆升降机上设置有水平推进气缸,所述水平推进气缸连接有定型压辊,所述定型压辊水平衔接变距夹爪。
7.在本发明一个较佳实施例中,所述底面定型机构由伺服滑台、底座支架和铲底平板组成,所述伺服滑台上设置有底座支架,所述底座支架上水平设置有铲底平板,所述铲底平布置在定型压辊的正下方。
8.在本发明一个较佳实施例中,所述封贴机构由气动升降座、背板支架、从动贴带压辊、轴承旋转臂、胶带料辊、主动贴带压辊、气动推杆、气动切刀组成,所述气动升降座上设置有背板支架,所述背板支架上设置有从动贴带压辊和轴承旋转臂,所述轴承旋转臂的下部设置有胶带料辊,所述轴承旋转臂的上部设置有主动贴带压辊,所述背板支架与轴承旋转臂之间连接有气动推杆,所述主动贴带压辊和从动贴带压辊间设置有气动切刀。
9.在本发明一个较佳实施例中,所述主动贴带压辊通过一杠杆转轴活动装配在轴承旋转臂的上端,所述轴承旋转臂的上端设置有配合在主动贴带压辊周面的胶带引导板,所述杠杆转轴的尾部上侧压缩设置有控制弹簧使所述主动贴带压辊适时顶压在胶带引导板上用以实现对胶带的绷紧和断切。
10.本发明的有益效果是:本发明提供的一种封箱袋定型贴条设备,具有全自动取放料、多余边角辊压整理和贴条束缚等功能,代替人工对封箱袋封口进行整理和贴条束缚,从而提高堆码稳定性,提升空间利用率。
附图说明
11.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1 是本发明一种封箱袋定型贴条设备的一较佳实施例的结构图;图2 是本发明一种封箱袋定型贴条设备的一较佳实施例的变距夹爪结构图;图3 是本发明一种封箱袋定型贴条设备的一较佳实施例的侧面定型机构和底面定型机构的结构图;图4 是本发明一种封箱袋定型贴条设备的一较佳实施例的封贴机构的结构图;图5 是本发明一种封箱袋定型贴条设备的一较佳实施例的轴承旋转杯背面的杠杆转轴和控制弹簧的结构图。
具体实施方式
12.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
13.如图1-5所示,本发明实施例包括:一种封箱袋定型贴条设备,包括输送机1、龙门2、搬运机构3、变距夹爪4、封贴机构5、侧面定型机构6、底面定型机构7,所述输送机1上方架设有龙门2,所述龙门2上设置有搬运机构3,所述搬运机构3挂载有变距夹爪4,所述变距夹爪4与输送机1旁的封贴机构5衔接,所述封贴机构5上配套设置有侧面定型机构6和底面定型机构7。
14.其中,所述变距夹爪4由吊板41、正反牙丝杆42、线轨43、夹紧档杆44、托板45、光电传感器46组成,所述吊板41表面水平设置有由伺服驱动的正反牙丝杆42,所述吊板41底面平行正反牙丝杆42设置有线轨43,所述线轨43对称悬挂有两组联排分布的夹紧档杆44,所述夹紧档杆44对称连接在正反牙丝杆42上,所述夹紧档杆44下端设置有托板45和光电传感器46。
15.进一步的,所述侧面定型机构6由伺服丝杆升降机61、水平推进气缸62和定型压辊63组成,所述伺服丝杆升降机61上设置有水平推进气缸62,所述水平推进气缸62连接有定型压辊63,所述定型压辊63水平衔接变距夹爪4。
16.进一步的,所述底面定型机构7由伺服滑台71、底座支架72和铲底平板73组成,所述伺服滑台71上设置有底座支架72,所述底座支架72上水平设置有铲底平板73,所述铲底平布置在定型压辊63的正下方。
17.进一步的,所述封贴机构5由气动升降座51、背板支架52、从动贴带压辊53、轴承旋
转臂54、胶带料辊55、主动贴带压辊56、气动推杆57、气动切刀58组成,所述气动升降座51上设置有背板支架52,所述背板支架52上设置有从动贴带压辊53和轴承旋转臂54,所述轴承旋转臂54的下部设置有胶带料辊55,所述轴承旋转臂54的上部设置有主动贴带压辊56,所述背板支架52与轴承旋转臂54之间连接有气动推杆57,所述主动贴带压辊56和从动贴带压辊53间设置有气动切刀58。
18.进一步的,所述主动贴带压辊56通过一杠杆转轴59活动装配在轴承旋转臂54的上端,所述轴承旋转臂54的上端设置有配合在主动贴带压辊56周面的胶带引导板510,所述杠杆转轴59的尾部上侧压缩设置有控制弹簧511使所述主动贴带压辊56适时顶压在胶带引导板510上用以实现对胶带的绷紧和断切。
19.本设备应用在包装流水线上,上游设备将产品装入纸箱内,对纸箱贴胶带封箱,封箱后进一步套入密封袋,密封袋排气并封口。
20.本设备输送机1进料端逐个流入已封口的封箱袋(袋内是装有产品的纸箱),此时的封箱袋袋口自由凌乱垂摆,当流转至龙门2位置时,输送机1将封箱袋顶起,两轴搬运机构3到达输送机1上方,通过变距夹爪4将封箱袋捞出提升并平移到封贴机构5处。
21.在封贴机构5处,侧面定型机构6首先对封箱袋进行整理,此时变距夹爪4仍然夹紧举托封箱袋,袋口面向定型压辊63,定型压辊63将纸箱侧面的袋体辊压平整(也就是紧贴在纸箱的侧面);接着由底面定型机构7对封箱袋进行整理,此时的铲底平板73沿着纸箱的底面水平铲起封箱袋的多余部分,使封箱袋的多余部分铲到纸箱的底面(也就是紧贴在纸箱的底面)。
22.上述整理工序完成后,封贴机构5启动,气动推杆57将轴承旋转臂54抬起,此时胶带的端头被从动贴带压辊53顶在胶带导引板上处于绷直状态,当气动推杆57顶起直到主动贴带压辊56压到纸箱底面(也就是封箱袋的封口处)时,从动贴带压辊53的控制弹簧511受纸箱的顶压压力作用下从胶带导引板上松开,松开的同时胶带贴到封箱袋上,此时伺服滑台71开始平移,平移过程中,胶带不断被拉出,封箱袋的封口与纸箱底部的封箱袋本体粘连贴上胶条。完成贴条后,气动推杆57下降,气动切刀58推出,使胶带被切断。切断后伺服滑台71继续前进一小段距离,通过从动贴带压辊53使切断的胶带端头也贴到封箱袋上。
23.完成贴条后,变距夹爪4带着纸箱回到输送机1,脱离主动贴带压辊56的瞬间,控制弹簧511回弹,使胶带再次绷紧复位。
24.综上所述,本发明提供了一种封箱袋定型贴条设备,具有全自动取放料、多余边角辊压整理和贴条束缚等功能,代替人工对封箱袋封口进行整理和贴条束缚,从而提高堆码稳定性,提升空间利用率。
25.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1