一种货车货物的装卸方法及系统与流程
1.本技术涉及仓储物流技术领域,尤其涉及一种货车货物的装卸方法及系统。
背景技术:
2.目前实现车厢内货物装卸方式有三种:
3.第1种、传统的人工装卸货物,无辅助工具,完全靠人力手工搬运。该种装卸方式的效率低下、劳动力成本高,普通的人工搬运费时费力,且人工装卸属于重体力劳动,劳动费用较高,增加了生产成本。
4.第2种、将货物码垛到托盘上,然后用叉车运输到车厢内部或者用叉车运输车厢外部。该种装卸方式使用叉车运输托盘方式对车厢空间利用不足增加了运输成本,由于托盘有一定高度,叉车作业时需要将托盘举起,这样导致车厢顶部需要预留出高度用于叉车作业。从而始车厢内部装卸货物时空间无法完全利用,导致运输成本增加。
5.第3种、将对接模块延伸到车厢内部,启动对接模块,将货物输送到车厢内部,用人工进行抓取货物及摆放,卸货同理,人工抓取货物放到对接模块运输到车厢外部。该种装卸方在使用传送带运输,人工装卸方式,存在安全隐患。作业时人在车厢内从传输带直接取货物,在狭小的空间与传送带如此紧密的接触极易不小心将衣物卷入到输送设备中,从而造成安全事故。
6.以上3种方式都存在缺陷,无法兼顾装卸的效率和准确率。
技术实现要素:
7.本技术实施例提供一种货车货物的装卸方法,用于解决装卸无法兼顾装卸的效率和准确率的技术问题。
8.具体的,一种货车货物的装卸方法,包括以下步骤:
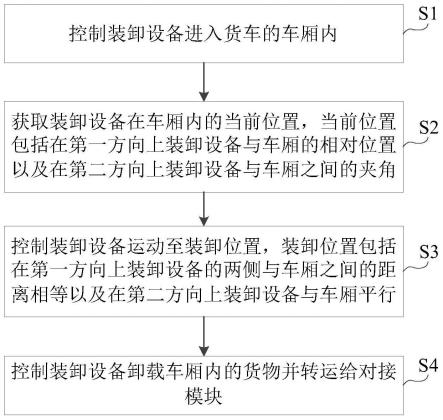
9.步骤s1、控制装卸设备进入货车的车厢内;
10.步骤s2、获取装卸设备在所述车厢内的当前位置,所述当前位置包括在第一方向上所述装卸设备与所述车厢的相对位置以及在第二方向上所述装卸设备与所述车厢之间的夹角;
11.步骤s3、控制所述装卸设备运动至装卸位置,所述装卸位置包括在第一方向上所述装卸设备的两侧与所述车厢之间的距离相等以及在第二方向上所述装卸设备与所述车厢平行;
12.步骤s4、控制所述装卸设备卸载所述车厢内的货物并转运给对接模块。
13.本技术实施例提供的技术方案,至少具有如下有益效果:
14.本技术提供的一种货车货物的装卸方法,根据装卸设备进入车厢后的当前位置不在装卸位置,控制装卸设备运动至装卸位置,装卸位置解决了装卸设备在装卸过程中运行不稳定的问题,避免在装卸过程中装卸设备会出现与车厢碰撞、抓取货物后掉落、抓取货物后无法将货物转运至车厢外或车厢内等问题,不再需要不断调整装卸设备的位置或需要人
工介入,能够兼顾装卸的效率和准确率。具体地,装卸位置的要求为在第一方向上即在宽度方向上装卸设备的两侧与车厢之间的距离相等,即在第一方向上装卸设备相对于车厢居中设置,以保证装卸设备具有足够的作业空间。在第二方向上装卸设备与车厢平行,即在第二方向上装卸设备相对于车厢没有倾斜,以保证装卸设备的重心稳定。车厢内的货物与车厢的高度方向平行,控制装卸设备运动至装卸位置后,装卸设备与货物的高度方向、车厢的高度方向平行,能够提高装卸设备抓取货物时或卸载货物时的准确率。
15.通过对接模块将装卸设备卸载的货物转运至货仓内或将需要装载的货物从货仓内转运至货车附近,以为装卸设备装载货物提供便利。通过对接模块实现了货仓、装卸设备和货车之间的联系,可以替代人工,实现无人自动装卸物的功能,大大提高了效率,节省了成本。
16.进一步的,所述步骤s1包括:
17.步骤s1.1、获取所述货车的位置信息;
18.步骤s1.2、根据所述货车的位置信息满足装卸位置要求,控制所述装卸设备进入装卸平台;
19.步骤s1.3、根据所述装卸设备进入装卸平台,控制所述装卸设备和所述货车进入卸载模式;
20.步骤s1.4、控制所述装卸设备获取所述货车的门体状态;
21.步骤s1.5、根据所述门体状态为打开状态,控制所述装卸设备进入所述车厢内。
22.进一步的,所述步骤s2包括:
23.控制感应件获取在第一方向上所述装卸设备的左侧位置、所述装卸设备的右侧位置、所述车厢的左侧位置、所述车厢的右侧位置、在第二方向上所述装卸设备的前侧角度以及所述装卸设备的后侧角度。
24.进一步的,所述步骤s3包括:
25.步骤s3.1、根据在第一方向上所述装卸设备的左侧位置、所述装卸设备的右侧位置、所述车厢的左侧位置、所述车厢的右侧位置,计算所述装卸设备的左侧与所述车厢的左侧之间的第一间距和所述装卸设备的右侧与所述车厢的右侧之间的第二间距;
26.步骤s3.2、根据在第二方向上所述装卸设备的前侧角度以及所述装卸设备的后侧角度,计算所述装卸设备的前侧与所述车厢的前侧之间的第一夹角以及所述装卸设备的后侧与所述车厢的后侧之间的第二夹角;
27.步骤s3.3、比较所述第一间距和所述第二间距的大小;
28.步骤s3.4、根据所述第一间距与所述第二间距不相等,控制所述装卸设备运动至所述第一间距与所述第二间距相等;
29.步骤s3.5、判断所述第一夹角和所述第二夹角是否为零;
30.步骤s3.6、根据所述第一夹角和所述第二夹角不为零,控制所述装卸设备运动至所述第一夹角与所述第二夹角为零。
31.进一步的,所述步骤s4包括:
32.步骤s4.1、获取所述车厢内的货物状态;
33.步骤s4.2、根据所述车厢内存在货物,获取所述装卸设备与所述车厢内货物之间的距离和所述货物的位置合集;
34.步骤s4.3、根据所述距离小于所述装卸设备的装卸范围,控制所述装卸设备沿所述第二方向向靠近所述货物的方向移动至所述货物进入所述装卸范围;
35.步骤s4.4、控制所述装卸设备根据所述位置合集横向卸载或纵向卸载依次所述货物并转移至所述对接模块;
36.步骤s4.5、控制所述对接模块将所述货物输送至储存平台,重复步骤s4.1-步骤s4.5;
37.步骤s4.6、根据所述车厢内不存在货物,控制所述装卸设备从所述车厢内退出返回至装卸平台。
38.进一步的,所述货车货物的装卸方法还包括:
39.步骤s5、控制所述装卸设备将货物依次装载至鹅颈区域内;
40.步骤s6、判断所述货物是否完成整面装载;
41.步骤s7、根据完成整面装载,控制所述装卸设备沿所述第二方向至少向远离货物的方向运动一个货物在所述第二方向上的尺寸;
42.步骤s8、判断鹅颈剩余长度是否小于0.75倍的所述货物在所述第二方向上的尺寸;
43.步骤s91、根据鹅颈剩余长度小于0.75倍的所述货物在所述第二方向上的尺寸,控制所述装卸设备将货物依次装载至非鹅颈区域;
44.步骤s92、根据鹅颈剩余长度不小于0.75倍的所述货物在所述第二方向上的尺寸,重复步骤s5-s8;
45.步骤s10、判断所述装卸设备是否到达满装位置;
46.步骤s111、根据所述装卸设备到达所述满装位置,控制所述装卸设备从所述车厢内退出返回至装卸平台;
47.步骤s112、根据所述装卸设备未到达满装位置,控制所述装卸设备将货物依次装载至非鹅颈区域,并重复步骤s6-s7。
48.进一步的,所述步骤s5包括:
49.步骤s5.1、获取所述货车的位置信息;
50.步骤s5.2、根据所述货车的位置信息满足装卸位置要求,控制所述装卸设备进入装卸平台;
51.步骤s5.3、根据所述装卸设备进入装卸平台,控制所述装卸设备和所述货车进入装载模式并定义所述货物的尺寸;
52.步骤s5.4、控制所述装卸设备获取所述货车的门体状态;
53.步骤s5.5、根据所述门体状态为打开状态,控制所述装卸设备进入所述车厢内;
54.步骤s5.6、获取所述鹅颈区域的长度、宽度和高度以及所述非鹅颈区域的长度、宽度和高度;
55.步骤s5.7、根据所述鹅颈区域的长度、宽度和高度以及所述非鹅颈区域的长度、宽度和高度,计算所述装卸设备的第一装载位置并控制所述装卸设备运动至所述第一装载位置;
56.步骤s5.8、控制所述对接模块将所述货物输送至所述装卸设备的装卸范围内;
57.步骤s5.9、控制所述装卸设备将货物依次装载至鹅颈区域内。
58.进一步的,所述步骤s91包括:
59.步骤s91.1、根据所述鹅颈区域的长度、宽度和高度以及所述非鹅颈区域的长度、宽度和高度,计算所述装卸设备的第二装载位置并控制所述装卸设备运动至所述第二装载位置;
60.步骤s91.2、控制所述装卸设备将货物按照横向或纵向依次装载至非鹅颈区域内;
61.步骤s91.3、判断所述货物是否完成整面装载;
62.步骤s91.4、根据完成整面装载,控制所述装卸设备沿所述第二方向至少向远离货物的方向运动一个货物在所述第二方向上的尺寸。
63.进一步的,所述步骤s10包括:
64.s10.1、获取所述装卸设备和所述车厢的后侧在所述第二方向上的位置;
65.s10.2、根据所述装卸设备和所述车厢的后侧在所述第二方向上的位置,计算所述装卸设备与所述车厢的后侧之间的第三间距;
66.s10.3、判断所述第三间距是否小于等于预设间距;
67.s10.4、根据所述第三间距小于等于所述预设间距,判断所述装卸设备到达所述满装位置。
68.本技术实施例还提供一种货车货物的装卸系统,用于实现货车货物的装卸方法。
69.具体的,一种货车货物的装卸系统,包括:
70.装卸设备,所述装卸设备包括行走模块和抓取模块,所述抓取模块设置在所述行走模块上,所述抓取模块具有至少三个自由度;
71.视觉模块,所述视觉模块设置在所述抓取模块上用于获取所述货车内的货物信息和所述货车的门体状态;
72.感应模块,所述感应模块设置在所述行走模块上,所述感应模块包括第一感应件、第二感应件和第三感应件,所述第一感应件设置在所述行走模块的前侧以用于获取所述货车的车厢的点云数据,所述第二感应件设置在所述行走模块的后侧并位于所述行走模块的底部中间以用于检测障碍物,所述第三感应件设置在所述行走模块的后侧立杆上以用于定位导航所述装卸设备;
73.对接模块,所述对接模块的一端连接在所述行走模块的后侧,另一端与储存平台对接。
74.本技术实施例提供的技术方案,至少具有如下有益效果:
75.本技术提供的一种货车货物的装卸系统,通过装卸设备、视觉模块、感应模块和对接模块替代人工实现装卸的自动化。通过感应模块进行自主导航,将装卸设备从装卸平台引导到货车车厢内,然后通过视觉模块拍摄,对车厢内环境进行识别,规划卸载流程或装载流程。对接模块将装卸设备卸载的货物转运至货仓内或将需要装载的货物从货仓内转运至货车附近,以为装卸设备装载货物提供便利,通过对接模块实现了货仓、装卸设备和货车之间的联系,可以替代人工,实现无人自动装卸物的功能,大大提高了效率,节省了成本。
附图说明
76.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
77.图1为本技术实施例提供的一种货车货物的装卸方法的流程图。
78.图2为本技术实施例提供的一种货车货物的装卸方法的步骤s1的流程图。
79.图3为本技术实施例提供的一种货车货物的装卸方法的步骤s3的流程图。
80.图4为本技术实施例提供的一种货车货物的装卸方法的步骤s4的流程图。
81.图5为本技术实施例提供的一种货车货物的装卸方法的流程图。
82.图6为本技术实施例提供的一种货车货物的装卸方法的步骤s5的流程图。
83.图7为本技术实施例提供的一种货车货物的装卸方法的步骤s91的流程图。
84.图8为本技术实施例提供的一种货车货物的装卸方法的步骤s10的流程图。
85.图9为本技术实施例提供的一种货车货物的装卸系统的结构示意图。
86.100
ꢀꢀꢀꢀꢀꢀꢀ
货车货物的装卸系统
87.11
ꢀꢀꢀꢀꢀꢀꢀꢀ
行走模块
88.12
ꢀꢀꢀꢀꢀꢀꢀꢀ
抓取模块
89.13
ꢀꢀꢀꢀꢀꢀꢀꢀ
视觉模块
90.14
ꢀꢀꢀꢀꢀꢀꢀꢀ
感应模块
91.15
ꢀꢀꢀꢀꢀꢀꢀꢀ
对接模块
具体实施方式
92.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
93.目前从交通运输行业统计来讲,把营运货车分成四类,分别是普通货车、专用货车、牵引车和挂车。就普通货车而言,可以从载重、厢体结构、驾驶室、驱动方式、车长、用能结构、排放标准等去进行划分,专用货车也可以放到厢体结构中,属于特殊厢体结构,挂车包括栏板式挂车、仓栅式挂车、厢式、低平板式、车辆运输车挂车(又分为中置轴和半挂)、液体运输车、颗粒物料运输半挂车、集装箱半挂车、冷藏和保温运输半挂车。由于运输货物的特性不同,货车(挂车)车箱厢体差异较大,一般来讲,可以分为仓栅式、栏板式、(低)平板式、自卸车、厢式、集装箱车、罐式以及中置轴等。本技术不限于适用的货车类型,为了方便说明,以本技术的货车货物的装卸方法适用于挂车中的平板挂车为例,平板挂车的后方挂接有车厢,车厢分为靠近驾驶室的鹅颈区域和远离驾驶室的非鹅颈区域,鹅颈区域与非鹅颈区域的宽度相同,鹅颈区域的高度小于非鹅颈区域的高度,一般来说,鹅颈区域的长度小于非鹅颈区域的长度,以更大化地利用车厢内的空间。
94.本技术提供一种货车货物的装卸方法,用于实现货车货物的装卸方法,以解决装卸无法兼顾装卸的效率和准确率的技术问题。
95.请参照图9,为实现货车货物的装卸方法,本技术提供了一种货车货物的装卸系统100,包括:
96.装卸设备,装卸设备包括行走模块11和抓取模块12,抓取模块12设置在行走模块11上,抓取模块12具有至少三个自由度;
97.视觉模块13,视觉模块13设置在抓取模块12上用于获取货车内的货物信息和货车
的门体状态;
98.感应模块14,感应模块14设置在行走模块11上,感应模块14包括第一感应件、第二感应件和第三感应件,第一感应件设置在行走模块11的前侧以用于获取货车的车厢的点云数据,第二感应件设置在行走模块11的后侧并位于行走模块11的底部中间以用于检测障碍物,第三感应件设置在行走模块11的后侧立杆上以用于定位导航装卸设备;
99.对接模块15,对接模块15的一端连接在行走模块11的后侧,另一端与储存平台对接。
100.本技术提供的货车货物的装卸系统100,通过装卸设备、视觉模块13、感应模块14和对接模块15替代人工实现装卸的自动化。通过感应模块14进行自主导航,将装卸设备从装卸平台引导到货车车厢内,然后通过视觉模块13拍摄,对车厢内环境进行识别,规划卸载流程或装载流程。对接模块15将装卸设备卸载的货物转运至货仓内或将需要装载的货物从货仓内转运至货车附近,以为装卸设备装载货物提供便利,通过对接模块15实现了货仓、装卸设备和货车之间的联系,可以替代人工,实现无人自动装卸物的功能,大大提高了效率,节省了成本。
101.进一步的,行走模块11可以为履带、带轮和电机的组合形式、链条、链轮和电机的组合形式或者全向轮和电机的组合形式。在一个实施例中,行走模块11采用马克纳姆轮,马克纳姆轮的数量为至少三个。当数量为三个时,三个马克纳姆轮的排布形成三角结构,当数量为四个时,四个马克纳姆轮的排布形成矩形结构,当数量为五个或更多时,马克纳姆轮的排布形式与上述排布形式类似或其他本领域技术人员容易想到的排布形式。采用可以实现全向控制,有利于装卸设备的直线行走以及转向行走。行走模块11还包括车体,车体底部为马克纳姆轮,车体上设置有感应模块14,通过感应模块14实现无人行驶。
102.进一步的,抓取模块12设置在车体上,抓取模块12包括机械臂和抓取手两部分,机械臂包括三节皮带输送结构,通过私服传动机构进行串联,能够实现抓取手在xyz方向内的定位,即能够实现货物的抓取,机械臂的臂展大于等于2米,更进一步的,机械臂的臂展大于5米,保证在行走模块11不移动的情况下,机械臂臂展至最大时,抓取手能够到达车厢的任意一个极限位置,能够抓取到任意位置的货物或者将货物装载至任意位置。抓取手采用真空吸盘,通过真空负压实现货物的抓取。
103.进一步的,现有的识别系统采用的是2d相机,无法实现对货物左边的准确提取,因此,在本技术中,视觉模块13采用3d相机,能够计算出货物的大小尺寸以及与机械臂之间的距离,更能够精确的抓取。视觉模块13可以设置在车体上,也可以设置在机械臂上,由于车体的高度较低,对货物进行仰视拍摄时会存在误差,因此将视觉模块13设置在机械臂上,兼顾不同位置的货物,尽可能降低拍摄的误差。视觉模块13不仅用于拍摄货物,还可用于获取车厢的信息,例如车厢的宽度和高度,鹅颈区域的长度和非鹅颈区域的长度等,还可用于获取门体状态时打开状态还是闭合状态,以保证装卸的顺利进行。当装卸设备启动后,控制视觉模块13拍摄车厢门体状态,当门体状态为打开状态,控制装卸设备驶入车厢内部,同时视觉模块13拍摄货物并对图像进行处理,当视觉模块13识别到货物时,控制装卸设备运动至装卸位置并停止,对视觉模块13拍摄的图像进行解析,计算出货物相对于装卸设备的位置,控制装卸设备根据每一货物的位置进行抓取卸载。
104.进一步的,感应模块14设置在行走模块11上,感应模块14包括第一感应件、第二感
应件和第三感应件,第一感应件、第二感应件和第三感应件均采用激光雷达,第一感应件设置在行走模块11的前侧以用于获取货车的车厢的点云数据,例如车厢的宽度和高度,鹅颈区域的长度和非鹅颈区域的长度等,还可用于获取门体状态时打开状态还是闭合状态,还可以计算装卸设备与车厢前侧、后侧的夹角,反馈给装卸设备的控制器,装卸设备行走过程中实时纠正装卸设备的角度,使装卸设备与车厢前侧、后侧保持水平。同时计算出装卸设备与车厢左右两边的间距,装卸设备行走过程中并纠正装卸设备与车厢左右连边间距,使装卸设备与车厢左右连边间距相等,能够保证装卸设备有充足的作业空间,让装卸设备正面面向车厢货物,视觉模块13与所拍摄的货物平行,提高卸箱时码垛机器人末端抓取货物的准确率。第二感应件设置在行走模块11的后侧并位于行走模块11的底部中间以用于检测障碍物,起到对装卸设备的防撞保护作用。第三感应件设置在行走模块11的后侧立杆上,立杆高度大于1米,当装卸设备驶出车厢时,第三感应件开始工作,将装卸设备引导到指定位置。
105.进一步的,对接模块15可以是货仓内的输送线,也可以是连接货仓和装卸设备的输送线。对接模块15的一端连接在装卸设备的行走模块11的后侧,另一端与储存平台对接。对接模块15为伸缩式的输送线,对接模块15的一端与行走模块11挂接,即两者可以随时断开连接或恢复连接。对接模块15的移动通过滑轮实现,滑轮上设置有高度调节机构,通过高度调节机构实现对输送线的高度的改变,
106.请参照图1,本技术提供一种货车货物的装卸方法,包括以下步骤:
107.步骤s1、控制装卸设备进入货车的车厢内;
108.可以理解的是,装卸设备包括机械臂系统和控制器,其中机械臂系统又包括机械臂和抓取手两部分,抓取手可以为灵巧手,也可以为真空吸盘,还可以为灵巧手和吸盘的组合。装卸设备进入货车的车厢内可以按照直线行走、曲线行走或直线与曲线结合行走,行走轨迹取决于装卸设备和货车的车厢两者的相对位置。
109.步骤s2、获取装卸设备在车厢内的当前位置,当前位置包括在第一方向上装卸设备与车厢的相对位置以及在第二方向上装卸设备与车厢之间的夹角;
110.可以理解的是,第一方向可以与第二方向垂直,第一方向也可以与第二方向之间形成锐角或钝角。在一个实施例中,第一方向与第二方向垂直,第一方向为车厢的宽度方向,第二方向为车厢的长度方向。获取装卸设备在车厢内的当前位置包括在宽度方向上装卸设备与车厢的相对位置以及在长度方向上装卸设备与车厢之间的夹角。在宽度方向上装卸设备与车厢的相对位置以及在长度方向上装卸设备与车厢之间的夹角决定了装卸设备在装卸过程中运行的稳定性,即在装卸过程中装卸设备会出现与车厢碰撞、抓取货物后掉落、抓取货物后无法将货物转运至车厢外或车厢内等问题,需要不断调整装卸设备的位置或需要人工介入,都会导致装卸设备在装卸过程中运行不稳定,最终导致装卸无法兼顾装卸的效率和准确率的技术问题。
111.步骤s3、控制装卸设备运动至装卸位置,装卸位置包括在第一方向上装卸设备的两侧与车厢之间的距离相等以及在第二方向上装卸设备与车厢平行;
112.可以理解的是,根据装卸设备进入车厢后的当前位置不在装卸位置,控制装卸设备运动至装卸位置,装卸位置解决了装卸设备在装卸过程中运行不稳定的问题,避免在装卸过程中装卸设备会出现与车厢碰撞、抓取货物后掉落、抓取货物后无法将货物转运至车厢外或车厢内等问题,不再需要不断调整装卸设备的位置或需要人工介入,能够兼顾装卸
的效率和准确率。具体地,装卸位置的要求为在第一方向上即在宽度方向上装卸设备的两侧与车厢之间的距离相等,即在第一方向上装卸设备相对于车厢居中设置,以保证装卸设备具有足够的作业空间。在第二方向上装卸设备与车厢平行,即在第二方向上装卸设备相对于车厢没有倾斜,以保证装卸设备的重心稳定。车厢内的货物与车厢的高度方向平行,控制装卸设备运动至装卸位置后,装卸设备与货物的高度方向、车厢的高度方向平行,能够提高装卸设备抓取货物时或卸载货物时的准确率。
113.步骤s4、控制装卸设备卸载车厢内的货物并转运给对接模块15。
114.可以理解的是,在一个实施例中,对接模块15为连接货仓和装卸设备的输送线,通过对接模块15将装卸设备卸载的货物转运至货仓内或将需要装载的货物从货仓内转运至货车附近,以为装卸设备装载货物提供便利。通过对接模块15实现了货仓、装卸设备和货车之间的联系,可以替代人工,实现无人自动装卸物的功能,大大提高了效率,节省了成本。
115.在本技术提供的一种具体实施方式中,请参照图2,步骤s1包括:
116.步骤s1.1、获取货车的位置信息;
117.步骤s1.2、根据货车的位置信息满足装卸位置要求,控制装卸设备进入装卸平台;
118.步骤s1.3、根据装卸设备进入装卸平台,控制装卸设备和货车进入卸载模式;
119.步骤s1.4、控制装卸设备获取货车的门体状态;
120.步骤s1.5、根据门体状态为打开状态,控制装卸设备进入车厢内。
121.可以理解的是,在不需要进行装卸时,装卸设备可以停在货仓内或库房内避免恶劣天气例如暴晒、下雨或下雪对其结构的伤害,避免影响其装卸准确率。在需要进行装卸时,向装卸设备发送装卸需求,装卸设备根据需求动作完成需求,即从货仓内或库房内中驶出进入装卸平台。以卸载为例进行说明,向装卸设备发送卸载需求,即需要将货车车厢内的货物从车厢内卸载下来转运至指定地点,例如货仓内。装卸需求可以是由人工手动输入,也可以由装卸设备自动获取货车的位置信息,在一个实施例中,为了提高卸载的自动化,由装卸设备自动获取货车的位置信息。具体地,获取货车的位置信息;根据货车的位置信息满足装卸位置要求,例如货车1号需要在装卸平台1号区域进行卸载,当货车到达装卸平台1号区域后控制装卸设备进入装卸平台;根据装卸设备满足装卸位置要求,卸载设备到达装卸平台1号区域控制装卸设备和货车进入卸载模式,即控制装卸设备上的视觉模块13启动和车厢门体打开;控制装卸设备获取货车的门体状态;根据门体状态为打开状态,控制装卸设备进入车厢内。
122.可以理解的是,货车的门体状态通过视觉模块13进行识别完成,视觉模块13设置在装卸设备上,例如视觉模块13为相机,通过相机拍摄车厢门体形成一个图像,装卸设备内存储有门体状态为打开状态的图像,通过两个图像的对比来判断门体状态。或者,还可以通过是否拍摄到货物来判断门体状态。
123.可以理解的是,装卸设备进入货车的车厢内可以按照直线行走、曲线行走或直线与曲线结合行走,行走轨迹取决于装卸设备和货车的车厢两者的相对位置。
124.在本技术提供的一种具体实施方式中,步骤s2包括:
125.控制感应件获取在第一方向上装卸设备的左侧位置、装卸设备的右侧位置、车厢的左侧位置、车厢的右侧位置、在第二方向上装卸设备的前侧角度以及装卸设备的后侧角度。
126.可以理解的是,第一方向可以与第二方向垂直,第一方向为车厢的宽度方向,第二方向为车厢的长度方向。感应件获取在第一方向上装卸设备的左侧位置、装卸设备的右侧位置、车厢的左侧位置、车厢的右侧位置、在第二方向上装卸设备的前侧角度以及装卸设备的后侧角度。
127.在本技术提供的一种具体实施方式中,请参照图3,步骤s3包括:
128.步骤s3.1、根据在第一方向上装卸设备的左侧位置、装卸设备的右侧位置、车厢的左侧位置、车厢的右侧位置,计算装卸设备的左侧与车厢的左侧之间的第一间距和装卸设备的右侧与车厢的右侧之间的第二间距;
129.步骤s3.2、根据在第二方向上装卸设备的前侧角度以及装卸设备的后侧角度,计算装卸设备的前侧与车厢的前侧之间的第一夹角以及装卸设备的后侧与车厢的后侧之间的第二夹角;
130.步骤s3.3、比较第一间距和第二间距的大小;
131.步骤s3.4、根据第一间距与第二间距不相等,控制装卸设备运动至第一间距与第二间距相等;
132.步骤s3.5、判断第一夹角和第二夹角是否为零;
133.步骤s3.6、根据第一夹角和第二夹角不为零,控制装卸设备运动至第一夹角与第二夹角为零。
134.需要指出的是,定义装卸设备进入车厢后面对驾驶室的方向为前侧,背离驾驶室的方向为后侧,前侧逆时针转动90
°
为左侧,顺时针转动90
°
为右侧。
135.可以确定的是,装卸设备的左侧与车厢的左侧之间的第一间距和装卸设备的右侧与车厢的右侧之间的第二间距、装卸设备的前侧与车厢的前侧之间的第一夹角以及装卸设备的后侧与车厢的后侧之间的第二夹角决定了装卸设备在装卸过程中运行的稳定性,保证在第一方向上装卸设备相对于车厢居中设置,以保证装卸设备具有足够的作业空间。具体地,比较第一间距和第二间距的大小;根据第一间距与第二间距不相等,控制装卸设备运动至第一间距与第二间距相等。在第二方向上装卸设备与车厢平行,即在第二方向上装卸设备相对于车厢没有倾斜,以保证装卸设备的重心稳定。具体地,判断第一夹角和第二夹角是否为零;根据第一夹角和第二夹角不为零,控制装卸设备运动至第一夹角与第二夹角为零实现平行。
136.车厢内的货物与车厢的高度方向平行,控制装卸设备运动至装卸位置后,装卸设备与货物的高度方向、车厢的高度方向平行,能够提高装卸设备抓取货物时或卸载货物时的准确率,避免在装卸过程中装卸设备会出现与车厢碰撞、抓取货物后掉落、抓取货物后无法将货物转运至车厢外或车厢内等问题,不再需要不断调整装卸设备的位置或需要人工介入,能够兼顾装卸的效率和准确率。
137.在本技术提供的一种具体实施方式中,请参照图4,步骤s4包括:
138.步骤s4.1、获取车厢内的货物状态;
139.步骤s4.2、根据车厢内存在货物,获取装卸设备与车厢内货物之间的距离和货物的位置合集;
140.步骤s4.3、根据距离小于装卸设备的装卸范围,控制装卸设备沿第二方向向靠近货物的方向移动至货物进入装卸范围;
141.步骤s4.4、控制装卸设备根据位置合集横向卸载或纵向卸载依次货物并转移至对接模块15;
142.步骤s4.5、控制对接模块15将货物输送至储存平台,重复步骤s4.1-步骤s4.5;
143.步骤s4.6、根据车厢内不存在货物,控制装卸设备从车厢内退出返回至装卸平台。
144.货物在车厢内堆叠时,都是整面式堆叠形成多面货物墙,当卸载完一面货物时,需要调整装卸设备与货物之间的距离,以保证能够继续卸载下一面的货物。例如,在卸载第一面货物时,获取车厢内的货物状态;根据车厢内存在货物,获取装卸设备与车厢内货物之间的距离和货物的位置合集;根据距离小于装卸设备的装卸范围,控制装卸设备沿第二方向向靠近货物的方向移动至货物进入装卸范围;控制装卸设备根据位置合集横向卸载或纵向卸载依次货物并转移至对接模块15;控制对接模块15将货物输送至储存平台。第一面货物卸载完成后,重复获取车厢内的货物状态;根据车厢内存在货物,获取装卸设备与车厢内货物之间的距离和货物的位置合集;根据距离小于装卸设备的装卸范围,控制装卸设备沿第二方向向靠近货物的方向移动至货物进入装卸范围;控制装卸设备根据位置合集横向卸载或纵向卸载依次货物并转移至对接模块15;控制对接模块15将货物输送至储存平台。不论车厢内存在几面货物,当车厢内不存在货物时,说明卸载完成,控制装卸设备从车厢内退出返回至装卸平台。
145.在本技术提供的一种具体实施方式中,获取货物的位置合集是通过视觉模块13完成的,获取图像后需要对图像进行处理,具体地,通过视觉模块13获取货物的图像;通过灰度转化、滤波算法除去图像中的杂志;通过菲尔森茨瓦布算法和霍夫变换算法提取图像中的直线;通过旋转矩阵算法将纸箱尺寸转化为像素差,并计算纸箱坐标;通过旋转矩阵算法将纸箱坐标转化为装卸设备的坐标;通过modbustcp协议将货物的xyz坐标发送给控制器并驱动机械臂和抓取手抓取货物。当控制器收到视觉模块13通过modbustcp协议传输过来的xyz坐标(xp1,yp1,zp1,p1为货物)坐标后,进行解算。
146.解算的具体步骤包括:
147.步骤1、l1、l2、l3、l4、l5、l6、l7、l8、l9、h1按照机械实际机械臂各部分的长度输入,
148.p4p3=sqrt((l3-l4)^2+l5^2);
149.p5p3=sqrt(l3^2+l5^2);
150.thetap51=atan(l3/l5);
151.thetap52=atan((l3-l4)/l5);
152.步骤2、计算角度d1:
153.预设坐标为xp1=-(5577);yp1=200;zp1=-400.92;pointp1=[xp1;yp1;zp1;1];
[0154]
pointp2=pointp1+[1;0;0;0];
[0155]
d1xp3=-sqrt((xp1+l1)^2+zp1^2)+l2;
[0156]
d1yp3=yp1;
[0157]
d1pointp3=[d1xp3;d1yp3;0;1];
[0158]
thetad1=atan2(zp1/(-d1xp3+12).(xp1+|1)/(d1xp3-12));
[0159]
角度d5:thetad5=-thetad1;
[0160]
步骤3、在局部坐标系d1中计算角度d2、d3和d4。
[0161]
otd1=[cos(thetad1),0,sin(thetad1),0;..0,1.0,0;...-sin(thetad1)0cos(thetad1),0;...0,0,0,1];
[0162]
pointp3=otd1*d1pointp3;d1xp8=-17/2;
[0163]
d1yp8=h1;
[0164]
d1xp6=17/2;
[0165]
d1yp6=h1;
[0166]
z1=2*(d1yp3-d1yp6)*16;
[0167]
z2=2*(d1xp3-d1xp6)*16;
[0168]
z3=(d1xp3-d1xp6)^2+(d1yp3-d1yp6)^2+|6^2-p5pз^2;
[0169]
costhetad21=(z2*z3+sqrt(z1^2*z2^2+z1^2*z3^2-z1^4))/(z1*z1+z2*z2);
[0170]
costhetad22=(z2*z3-sqrt(z1^2*z2^2+z1^2*z3^2-z1^4))/(z1*z1+z2*z2);
[0171]
c=(z1*z3+sqrt(z1^2*z2^2-z2^2*z3^2+z2^4))/(z1*z1-z2*z2);
[0172]
sinthetad21=(z1*z3+sqrt(z1^2*z2^2-z2^2*z3^2+z2^4))/(z1*z1+z2*z2)sinthetad22=(z1*z3-sart(z1^2*z2^2+z2^2*z3^2-z2^4))/(z1*z1+z2*z2);
[0173]
thetad2=zeros(1,4);thetap5p51=zeros(1.4);thetap5p52=zeros(14);
[0174]
thetad2(1)=atan2(sinthetad21.costhetad21);
[0175]
thetad2(2)=atan2(sinthetad21.costhetad22);
[0176]
thetad2(3)=atan2(sinthetad22.costhetad21);
[0177]
thetad2(4)=atan2(sinthetad22.costhetad22);
[0178]
thetad2=sort(thetad2,'descend');%%求解theta2的真解j=1;
[0179]
for i=1:4
[0180]
if abs(z1*sin(thetad2(i))+z2*cos(thetad2(1)-z3)《0.0005
[0181]
thetad2(i)=thetad2(i);
[0182]
thetap5p51(i)=atan2(d1yp3-d1yp6-16*sin(thetad2(1)),d1xp3-d1xp6-16*cos(thetad2(1)));thetap5p52(i)=thetap5p51()+thetap52-thetap51;j=j+1;end end j-j-1;
[0183]
m1=d1xp3-d1xp8-p4p3*cos(thetap5p52(1));
[0184]
m2=d1yp3-d1yp8-p4p3*sin(thetap5p52(1));n1=2*m1*18;n2=-2*m2*18;
[0185]
n3=|9*9-m1^2-m2^2-|8^2:
[0186]
if n1^2*n2^2-n1^2*n3^2+n1^4》=0
[0187]
cosphi11=(n2*n3+sqrt(n1^2*n2^2-n1^2*n3^2-n1^4))/(n1*n1+n2*n2)
[0188]
cosphi12=(n2*n3+sqrt(n1^2*n2^2-n1^2*n3^2-n1^4))/(n1*n1+n2*n2);end
[0189]
if n1^2*n2^2-n2^2*n3^2+n2^4》=0
[0190]
sinphi11=(n1*n3+sqrt(n1^2*n2^2-n2^2*n3^2+n2^4))/(n1*n1+n2*n2);
[0191]
sinphi12=(n1*n3-sqrt(n1^2*n2^2+n2^2*n3^2+n2^4))/(n1*n1+n2*n2);end
[0192]
phi1=zeros(1,4);
[0193]
phi1(1)=atan2(sinphi11.cosphi11);
[0194]
phi1(2)=atan2(sinphi11.cosphi12);
[0195]
phi1(3)=atan2(sinphi12,cosphi11);
[0196]
phi1(4)=atan2(sinphi12,cosphi12);phi1=sort(phi1,'descend');j=1;
[0197]
for i=1:2
[0198]
if abs(n1*sin(phi10)+n2*cos(phi10)-n3)《0.0005
[0199]
phi1(i)=phi1(i);j=j+1;end end j=j-1;
[0200]
thetad3=phi1(1)+pi/2;
[0201]
thetap5=(thetap5p51-thetap51);thetad4=pi/2-thetap5:i=1;
[0202]
thetad4(=range adjust(-pipi,thetad40)
[0203]
步骤4、分别求出d1、d2、d3、d4、d5后,对应机械臂5个轴的角度定位,控制器通过机械臂对5个轴进行位置同步控制,从而实现抓取手xyz的定位。
[0204]
在本技术提供的一种具体实施方式中,前文描述了卸载货物的过程,下面描述下装载货物的过程,请参照图5,货车货物的装卸方法还包括:
[0205]
步骤s5、控制装卸设备将货物依次装载至鹅颈区域内;
[0206]
步骤s6、判断货物是否完成整面装载;
[0207]
步骤s7、根据完成整面装载,控制装卸设备沿第二方向至少向远离货物的方向运动一个货物在第二方向上的尺寸;
[0208]
步骤s8、判断鹅颈剩余长度是否小于0.75倍的货物在第二方向上的尺寸;
[0209]
步骤s91、根据鹅颈剩余长度小于0.75倍的货物在第二方向上的尺寸,控制装卸设备将货物依次装载至非鹅颈区域;
[0210]
步骤s92、根据鹅颈剩余长度不小于0.75倍的货物在第二方向上的尺寸,重复步骤s5-s8;
[0211]
步骤s10、判断装卸设备是否到达满装位置;
[0212]
步骤s111、根据装卸设备到达满装位置,控制装卸设备从车厢内退出返回至装卸平台;
[0213]
步骤s112、根据装卸设备未到达满装位置,控制装卸设备将货物依次装载至非鹅颈区域,并重复步骤s6-s7。
[0214]
需要说明的是,装载时,需要先从鹅颈区域装载,当鹅颈区域装满后再从非鹅颈区域装载,以保证最大化利用车厢空间。具体地,控制装卸设备将货物依次装载至鹅颈区域内;判断货物是否完成整面装载;根据完成整面装载,控制装卸设备沿第二方向至少向远离货物的方向运动一个货物在第二方向上的尺寸,每完成一面装载后,装卸设备后退至少一个货物在第二方向上的尺寸,即留出下一面货物装载的空间。
[0215]
鹅颈区域的长度与货物的长度可以是整数倍关系,也可以不成整数倍关系,因此不能保证将鹅颈区域完全被利用。当鹅颈区域的长度与货物的长度不成整数倍关系,需要保证鹅颈区域的最后一面货物不会从鹅颈区域跌落至非鹅颈区域,因此需要判断鹅颈剩余长度与货物长度的关系。具体地,判断鹅颈剩余长度是否小于0.75倍的货物在第二方向上的尺寸;当鹅颈剩余长度小于0.75倍的货物在第二方向上的尺寸时,说明鹅颈区域不能够继续装载,若强行装载后容易导致货物从鹅颈区域跌落至非鹅颈区域,因此控制装卸设备将货物依次装载至非鹅颈区域;当鹅颈剩余长度不小于0.75倍的货物在第二方向上的尺寸,说明鹅颈区域还可以装载货物,则重复步骤s5-s8。
[0216]
随着装载的进行,车厢内可装载空间逐渐减小,当可装载空间达到设定值时或装卸设备到达满装位置时,则需要装卸设备从车厢中退出,完成装载过程。具体地,判断装卸设备是否到达满装位置;根据装卸设备到达满装位置,控制装卸设备从车厢内退出返回至装卸平台;根据装卸设备未到达满装位置,控制装卸设备将货物依次装载至非鹅颈区域,并重复步骤s6-s7。
[0217]
在本技术提供的一种具体实施方式中,请参照图6,步骤s5包括:
[0218]
步骤s5.1、获取货车的位置信息;
[0219]
步骤s5.2、根据货车的位置信息满足装卸位置要求,控制装卸设备进入装卸平台;
[0220]
步骤s5.3、根据装卸设备进入装卸平台,控制装卸设备和货车进入装载模式并定义货物的尺寸;
[0221]
步骤s5.4、控制装卸设备获取货车的门体状态;
[0222]
步骤s5.5、根据门体状态为打开状态,控制装卸设备进入车厢内;
[0223]
步骤s5.6、获取鹅颈区域的长度、宽度和高度以及非鹅颈区域的长度、宽度和高度;
[0224]
步骤s5.7、根据鹅颈区域的长度、宽度和高度以及非鹅颈区域的长度、宽度和高度,计算装卸设备的第一装载位置并控制装卸设备运动至第一装载位置;
[0225]
步骤s5.8、控制对接模块15将货物输送至装卸设备的装卸范围内;
[0226]
步骤s5.9、控制装卸设备将货物依次装载至鹅颈区域内。
[0227]
可以理解的是,在不需要进行装卸时,装卸设备可以停在货仓内或库房内避免恶劣天气例如暴晒、下雨或下雪对其结构的伤害,避免影响其装卸准确率。在需要进行装卸时,向装卸设备发送装卸需求,装卸设备根据需求动作完成需求,即从货仓内或库房内中驶出进入装卸平台。以装载为例进行说明,向装卸设备发送装载需求,即需要将指定地点的货物装载至货车的车厢内,例如将货仓内的货物装载至货车的车厢内。装卸需求可以是由人工手动输入,也可以由装卸设备自动获取货车的位置信息,在一个实施例中,为了提高卸载的自动化,由装卸设备自动获取货车的位置信息。具体地,获取货车的位置信息;根据货车的位置信息满足装卸位置要求,例如货车1号需要在装卸平台1号区域进行装载,当货车到达装卸平台1号区域后控制装卸设备进入装卸平台;根据装卸设备满足装卸位置要求,卸载设备到达装卸平台1号区域控制装卸设备和货车进入装载模式并定义货物的尺寸,即控制装卸设备上的视觉模块13启动和车厢门体打开;控制装卸设备获取货车的门体状态;根据门体状态为打开状态,控制装卸设备进入车厢内。
[0228]
货车的门体状态通过视觉模块13进行识别完成,视觉模块13设置在装卸设备上,例如视觉模块13为相机,通过相机拍摄车厢门体形成一个图像,装卸设备内存储有门体状态为打开状态的图像,通过两个图像的对比来判断门体状态。或者,还可以通过是否拍摄到货物来判断门体状态。
[0229]
装卸设备进入货车的车厢内可以按照直线行走、曲线行走或直线与曲线结合行走,行走轨迹取决于装卸设备和货车的车厢两者的相对位置。
[0230]
获取鹅颈区域的长度、宽度和高度以及非鹅颈区域的长度、宽度和高度,根据鹅颈区域的长度、宽度和高度以及非鹅颈区域的长度、宽度和高度,计算装卸设备的第一装载位置并控制装卸设备运动至第一装载位置,第一装载位置为可以将货物装载至鹅颈区域的任
意一个极限位置,以最大化地利用鹅颈区域的空间。当货物位于装卸设备的装卸范围内时,装卸设备可以直接进行抓取,当货物不在装卸设备的装卸范围内时,由于装卸设备与车厢的相对位置不能发生变动,因此需要改变货物的位置,使货物进入到装卸设备的装卸范围内,因此,可以通过对接模块15将货物输送至装卸设备的装卸范围内,再控制装卸设备将货物按照纵向或横向依次将货物装载至鹅颈区域内。具体地,获取鹅颈区域的长度、宽度和高度以及非鹅颈区域的长度、宽度和高度;根据鹅颈区域的长度、宽度和高度以及非鹅颈区域的长度、宽度和高度,计算装卸设备的第一装载位置并控制装卸设备运动至第一装载位置;控制对接模块15将货物输送至装卸设备的装卸范围内;控制装卸设备将货物依次装载至鹅颈区域内。
[0231]
在本技术提供的一种具体实施方式中,请参照图7,步骤s91包括:
[0232]
步骤s91.1、根据鹅颈区域的长度、宽度和高度以及非鹅颈区域的长度、宽度和高度,计算装卸设备的第二装载位置并控制装卸设备运动至第二装载位置;
[0233]
步骤s91.2、控制装卸设备将货物按照横向或纵向依次装载至非鹅颈区域内;
[0234]
步骤s91.3、判断货物是否完成整面装载;
[0235]
步骤s91.4、根据完成整面装载,控制装卸设备沿第二方向至少向远离货物的方向运动一个货物在第二方向上的尺寸。
[0236]
鹅颈区域的长度与货物的长度可以是整数倍关系,也可以不成整数倍关系,因此不能保证将鹅颈区域完全被利用。当鹅颈区域的长度与货物的长度不成整数倍关系,需要保证鹅颈区域的最后一面货物不会从鹅颈区域跌落至非鹅颈区域,因此需要判断鹅颈剩余长度与货物长度的关系。具体地,判断鹅颈剩余长度是否小于0.75倍的货物在第二方向上的尺寸;当鹅颈剩余长度小于0.75倍的货物在第二方向上的尺寸时,说明鹅颈区域不能够继续装载,若强行装载后容易导致货物从鹅颈区域跌落至非鹅颈区域,因此控制装卸设备将货物依次装载至非鹅颈区域。当在非鹅颈区域进行装载时,装载设备的装载位置必会发生变化,需要控制装卸设备的位置沿第二方向向远离鹅颈区域的方向移动,即需要确定在非鹅颈区域进行装载的第二装载位置。具体地,根据鹅颈区域的长度、宽度和高度以及非鹅颈区域的长度、宽度和高度,计算装卸设备的第二装载位置并控制装卸设备运动至第二装载位置;控制装卸设备将货物按照横向或纵向依次装载至非鹅颈区域内;判断货物是否完成整面装载;根据完成整面装载,控制装卸设备沿第二方向至少向远离货物的方向运动一个货物在第二方向上的尺寸,每完成一面装载后,装卸设备后退至少一个货物在第二方向上的尺寸,即留出下一面货物装载的空间。
[0237]
在本技术提供的一种具体实施方式中,请参照图8,步骤s10包括:
[0238]
s10.1、获取装卸设备和车厢的后侧在第二方向上的位置;
[0239]
s10.2、根据装卸设备和车厢的后侧在第二方向上的位置,计算装卸设备与车厢的后侧之间的第三间距;
[0240]
s10.3、判断第三间距是否小于等于预设间距;
[0241]
s10.4、根据第三间距小于等于预设间距,判断装卸设备到达满装位置。
[0242]
随着装载的进行,车厢内可装载空间逐渐减小,当可装载空间达到设定值时或装卸设备到达满装位置时,则需要装卸设备从车厢中退出,完成装载过程。具体地,获取装卸设备和车厢的后侧在第二方向上的位置;根据装卸设备和车厢的后侧在第二方向上的位
置,计算装卸设备与车厢的后侧之间的第三间距;判断第三间距是否小于等于预设间距;根据第三间距小于等于预设间距,判断装卸设备到达满装位置。
[0243]
需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、商品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、商品或者设备所固有的要素。在没有更多限制的情况下,有语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、商品或者设备中还存在另外的相同要素。
[0244]
以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1