一种复合式张力控制系统的制作方法
1.本发明涉及一种已投放使用的缠绕机性能提升的优化系统,尤其涉及一种对缠绕机中各单个纱团均能实现张力均衡控制以及多股聚集的纱线实现总张力调节的系统。
背景技术:
2.缠绕成型为复合材料一种常见的成型方式。根据基体树脂受热时是否发生化学变化,可将基体树脂分为热塑性树脂和热固性树脂。根据缠绕时基体树脂物理化学状态的不同,可分为干法缠绕、湿法缠绕和半干法缠绕。无论哪一种缠绕方法,对张力的要求都非常高,张力的稳定直接影响缠绕制品的质量。
3.现有缠绕机在实际应用中投产成型,从不同批次的成型结果反映出制品存在较大性能波动以及并不理想的良品率。除缠绕基材本身及工艺参数环境的些微差异外,缠绕机作业过程中张力控制的失衡成为了很大的诱因。
技术实现要素:
4.本发明的目的旨在提出一种复合式张力控制系统,解决缠绕机各纱团张力的独立调整和纱团间张力的均衡控制问题。
5.本发明实现上述目的的技术解决方案是, 一种复合式张力控制系统,作为辅件安装于缠绕机,且缠绕机设有若干用于固定纱团的纤维放卷轴,其特征在于:由主控器、总张力调节机构和对应每个纤维放卷轴成套配置的分张力调节机构组成,任一所述分张力调节机构包括制动单元、第一导纱辊组及其一体集成的分张力传感辊,其中制动单元固定于缠绕机的纱架上、用于输出为纱团提供张力的扭矩,对应纱团的纱线穿接于第一导纱辊组并与分张力传感辊相接触;所述总张力调节机构位于全部第一导纱辊组与缠绕丝嘴之间,且包括独立成套的第二导纱辊组及总张力传感辊,多股聚集的纱线穿接于第二导纱辊组并与总张力传感辊相接触,各制动单元、各分张力传感辊及总张力传感辊与主控器信号互联。
6.上述复合式张力控制系统,进一步地,所述第一导纱辊组位于纤维放卷轴对应纱线流向的后端,由四个导纱辊排列构成,所述分张力传感辊位于中间并分隔两侧各两个导纱辊。
7.上述复合式张力控制系统,更进一步地,所述导纱辊与分张力传感辊为上下交错排列,所述分张力传感辊的中心轴位置低于与之相邻的两个导纱辊的中心轴位置,且所述纱线自分张力传感辊的上表面通过,并自相邻的两个导纱辊的下表面通过。
8.上述复合式张力控制系统,进一步地,所述第二导纱辊组由四个导纱辊排列构成,所述总张力传感辊位于中间并分隔两侧各两个导纱辊。
9.上述复合式张力控制系统,更进一步地,所述导纱辊与总张力传感辊为上下交错排列,所述总张力传感辊的中轴位置低于与之相邻的两个导纱辊的中心轴位置,且多股聚集的纱线自总张力传感辊的上表面通过,并自相邻的两个导纱辊的下表面通过。
10.上述复合式张力控制系统,进一步地,所述缠绕机对应热固缠绕模式下,所述制动
单元为伺服电机制动器。
11.上述复合式张力控制系统,进一步地,所述缠绕机对应热塑缠绕模式下,所述制动单元为磁粉制动器。
12.应用本发明的复合式张力控制系统,其所具备的优点为:通过对各纱团的纱线及多股聚集后的纱线分别进行张力的精确控制,能提高不同批次缠绕制品内部应力水平和分布的一致性,从而有效控制产品尺寸;使得缠绕制品实现内衬预压和纤维预拉,并使内外层受力均匀,充分发挥纤维力学性能优势,从而节省纤维用量,降低生产成本。
附图说明
13.图1是本发明复合式张力控制系统的正视布局结构示意图。
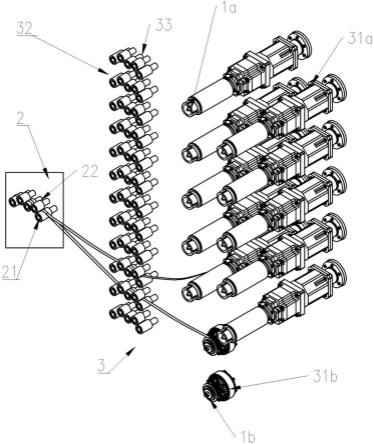
14.图2是本发明复合式张力控制系统的立体结构示意图。
15.图3是本发明复合式张力控制系统中第一导纱辊组。
具体实施方式
16.以下便结合实施例附图,对本发明的具体实施方式作进一步的详述,以使本发明技术方案更易于理解、掌握,从而对本发明的保护范围做出更为清晰的界定。
17.本发明设计者针对现有缠绕机在成型工艺中对纱团及其纱线张力控制均衡性差、成型良品率低下等诸多不足,仰赖于产线设备维护之经验,创新提出了一种复合式张力控制系统,适用于改造现有投产使用的各种缠绕设备,并实现单股纱线张力的独立调整和纱团间张力的均衡控制。
18.为解决上述技术问题,如图1至图3所示从技术概述来看,该复合式张力控制系统,作为辅件安装于缠绕机,且缠绕机本身设有若干用于固定纱团的纤维放卷轴1a、1b。作为技术改进的主要特征,该张力控制系统由主控器(未图示)、总张力调节机构2和对应每个纤维放卷轴成套配置的分张力调节机构3组成,而任一分张力调节机构3包括制动单元31、第一导纱辊组32及其一体集成的分张力传感辊33,其中制动单元31固定于缠绕机的纱架上、用于输出为纱团提供张力的扭矩,对应纱团的纱线4穿接于第一导纱辊组32并与分张力传感辊33相接触;另一方面,上述总张力调节机构位于全部第一导纱辊组32与缠绕丝嘴(未图示)之间,且包括独立成套的第二导纱辊组21及总张力传感辊22,多股聚集的纱线5穿接于第二导纱辊组21并与总张力传感辊22相接触,各制动单元、各分张力传感辊33及总张力传感辊22与主控器信号互联。
19.以上概述方案需要说明的是,该复合式张力控制系统主要针对单股和多股聚集的两部分纱线分别施加张力控制的,且两部分分别对应每条纱线的供料路线设置的。而周知地,纱团装接于纤维放卷轴上,通过外部受力使得纱团中的纱线抽头并向外供线。而随着制动单元对纤维放线轴输出扭矩可限制其自由转动,从而一定程度上对纱团及其输出的纱线提供了可控的张力。由于缠绕成型工艺的多样性,该张力控制也或多或少地存在一些参数上的差异性。例如,当其应用于热固性缠绕需要保障较大的线速度时,可利用动态性能和响应能力优异的伺服电机制动器31a,进而实时改变热固缠绕各纱团张力,达到张力的精确控制。而当应用于热塑性缠绕需要较大转矩和较小线速度时,采用基于伺服电机的制动单元复杂程度及成本均很高,因此,优选为磁粉制动器31b,可以较低的成本达到与伺服电机制
动器同样的效果。
20.上述纤维放卷轴,通过连轴器与伺服电机制动器或磁粉制动器相连接。纱团通过纤维放卷轴上的固定器固定于其上,将伺服电机制动器与磁粉制动器输出的扭矩传动至纱团,给各纱团提供一定的张力。
21.从更进一步细化特征来看,上述分张力调节机构虽然对应每个纤维放卷轴独立配置,其亦可理解为一部分构件功能集合的总称。参见图1所示,其中对应一个纤维放卷轴及其所装载的纱线4a,即可配置一套分张力调节机构3a,而对应纱线4b则可配置另一套分张力调节机构。具体地,分张力调节机构在本复合式张力控制系统中有两个作用:一者,能实现各纱团间张力的均衡控制。当各纱团间张力不均衡时,分张力传感辊将各纱团张力反馈至主控器,主控器则通过信号调节各制动单元输出扭矩,改变摩擦力,通过联轴器传递至各纤维放卷轴,从而改变各纱团张力。通过分张力传感辊的实时反馈和分张力调节机构的实时调节,使得各纱团张力均匀分配。二者,能实现总张力的自动调节,当总张力过大或过小时,总张力传感辊将总张力反馈给主控器,主控器也通过分张力调节机构调节各制动单元输出扭矩,改变摩擦力,通过联轴器传递至各纤维放卷轴,使得各纱团的张力达到总张力要求的相应值,从而使得总张力达到设定要求。
22.上述第一导纱辊组32位于纤维放卷轴对应纱线流向的后端,如图1中下部所示,由四个导纱辊32a、32b、32c、32d排列构成,且分张力传感辊33位于中间并分隔两侧各两个导纱辊。并且如图3的细节图示可见,上述导纱辊与分张力传感辊33为上下交错排列。即两翼的导纱辊32a、32d的中心轴位置偏低,分张力传感辊33两侧的导纱辊32b、32c的中心轴位置偏高,且分张力传感辊33的中心轴位置介于两翼的导纱辊32a、32d和两侧的导纱辊32b、32c各自的中心轴位置之间,整体呈压扁的m字状。对应纱团抽头引出的纱线4则依次自导纱辊32a的上表面、导纱辊32b的下表面、分张力传感辊33的上表面、导纱辊32c的下表面、导纱辊32d的上表面通过。由此,通过导纱辊的上下交错排列,使得过纱路径上的纱线获得一定的预应力。
23.上述第二导纱辊组21位于缠绕丝嘴之前,也由四个导纱辊21a、21b、21c、21d排列构成,且总张力传感辊22位于中间并分隔两侧各两个导纱辊。与上述第一导纱辊组的设置雷同,上述导纱辊与总张力传感辊22为上下交错排列。即总张力传感辊22的中轴位置低于与之相邻的两个导纱辊21b、21c的中心轴位置,且多股聚集的纱线5自总张力传感辊22的上表面通过,并自相邻的两个导纱辊21b、21c的下表面通过。
24.本发明该复合式张力控制系统在进行张力控制时的具体步骤为:s1、将纱团放置于纤维放卷轴上并固定好。
25.s2、当进行干法缠绕,预浸带有隔离膜时,将预浸带与隔离膜分别置于两个相近的纤维放卷轴上,预浸带缠绕与隔离膜收卷同步进行,且保持相同的线速度,提高了系统的自动化程度。
26.s3、将各纱团穿过各自的过纱路径。具体为:纤维放卷轴
→
第一导纱辊组(分张力传感辊)
→
浸胶槽(湿法缠绕时)
→
第二导纱辊组(总张力传感辊)
→
丝嘴
→
芯模。当进行干法缠绕和热塑缠绕时,纱团通过第一导纱辊组后直接通过第二导纱辊组;当进行湿法缠绕时,纱团通过第一导纱辊组后通过浸胶槽后再通过第二导纱辊组。
27.s4、开始缠绕时,分张力传感辊将检测到的各纱团张力反馈给控制器,控制器通过
分张力调节机构调节各制动器输出扭矩改变张力,使得各纱团间张力均衡;总张力传感辊将检测到的各纱团张力反馈给控制器,控制器通过分张力调节结构调节各制动器输出扭矩改变张力,使得总张力达到设定要求。
28.综上关于本发明复合式张力控制系统方案介绍及实施例详述可见,本发明具备突出的实质性特点和显著的进步性:通过对各纱团的纱线及多股聚集后的纱线分别进行张力的精确控制,能提高不同批次缠绕制品内部应力水平和分布的一致性,从而有效控制产品尺寸;使得缠绕制品实现内衬预压和纤维预拉,并使内外层受力均匀,充分发挥纤维力学性能优势,从而节省纤维用量,降低生产成本。
29.除上述实施例外,本发明还可以有其它实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明所要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1