一种抽取式纱布的折叠生产装置的制作方法
1.本发明涉及纺织设备技术领域,尤其涉及一种抽取式纱布的折叠生产装置。
背景技术:
2.医用纱布主要用于表皮伤口清洁、止血和包扎,广泛应用于医药和卫生行业中。目前纱布的主要形态是独立的纱布片或纱布卷,独立纱布片一般为小包装,一包只包括几片依次叠放的纱布。手术过程中需要使用大量的纱布来止血,且所需数量无法在术前确定,这样在手术过程中需要不断的拆包装或将纱布卷裁剪为纱布条,而且不能保证每次都能准确拿去一张纱布,这无疑会增加手术过程中工作人员的负担,浪费时间,而时间在手术过程中是极其宝贵的。
技术实现要素:
3.本发明的目的是提供一种抽取式纱布的折叠生产装置,其能够将纱布折叠为v型依次交替放置,形成大包装的抽取式纱布,使用时可直接一张张抽取独立的纱布,无需反复拆剪清点,在手术过程中快速拿取,赢取宝贵的救治时间。
4.本发明的上述技术目的是通过以下技术方案得以实现的:一种抽取式纱布的折叠生产装置,包括沿送料方向设置的送料台,所述送料台进料的一端设有放料架,所述送料台出料的一端设有折叠装置,且所述送料台上设有分切装置;所述折叠装置包括呈u型结构且开口向上的折叠架,所述折叠架的开口内竖直滑动安装有承布板,所述折叠架上端面对称设置有位于进料方向两侧的左折板和右折板,所述左折板和右折板分别位于承布板两侧;所述左折板和右折板靠近承布板的一端铰接在折叠架上,其铰接轴线沿进料方向设置,且所述左折板和右折板分别连接有驱动其翻转的翻转机构;所述折叠架沿垂直于送料方向水平滑动,所述折叠架和送料台之间设有转料装置;所述转料装置包括沿送料台长度方向设置在送料台一侧的转料架,所述转料架上设有沿其长度方向滑动的真空吸附板,所述真空吸附板水平设置在送料台和折叠架正上方;所述折叠架远离送料台的一侧还设有取料装置。
5.通过采用上述技术方案,纱布卷安装在放料架上进行纱布松放,纱布由送料台向前输送,分切装置将纱布裁剪为所需规格,并由送料台继续向前输送。真空吸附板将裁剪后的单块纱布真空吸住,真空吸附板带动单块纱布沿转料架移动至承布板正上方,折叠前左折板、右折板和承布板上端面齐平。然后真空吸附板放气使单块纱布落到承布板和右折板上,且单块纱布的中心线位于承布板和右折板之间的缝隙上。真空吸附板复位转移下一单块纱布,与此同时折叠架整体向右移动一个承布板沿送料台宽度方向上长度的距离,这样第二块单块纱布落在承布板和左折板上,且第二块单块纱布的中心线位于承布板和左折板之间的缝隙上。随后右折板上的翻转机构驱动右折板向靠近承布板方向翻转,将第一块单块纱布对折呈v型后复位,这样第二块纱布右侧的一半被夹在第一块纱布折叠后的双层之间。与此同时真空吸附板复位转移第三块单块纱布,折叠架整体向左移动复位,第三块单块
纱布放置在承布板和右折板上,左折板上的翻转机构驱动左折板向靠近承布板方向翻转,将第二块单块纱布对折呈v型后复位,第三块纱布左侧的一半被夹在第二块纱布折叠后的双层之间。其中,每折叠一次,承布板向下移动一个单块纱布厚度的距离,保证下一步折叠的纱布处于水平状态。
6.如此往复,真空吸附板往复转料,折叠架整体左右往复移动,使得单块纱布依次分别放置在右折板和承布板上或左折板和承布板上,翻转机构分别驱动右折板和左折板交替翻转折叠纱布并复位,这样将单块纱布依次折叠为v型并依次交替放置,实现对纱布的交错折叠。待折叠的纱布数量达到需求时,利用取料装置将堆叠好的纱布从折叠架上取下即可。
7.本发明能够将单块纱布依次折叠为v型并依次交替放置,若干纱布交错折叠后形成大包装的抽取式纱布,使用时可直接抽取一张带出下一张,一张张抽取独立的纱布,无需反复拆剪清点,在手术过程中快速拿取,赢取宝贵的救治时间。
8.进一步地,所述翻转机构包括分别固定在左折板铰接轴和右折板铰接轴一端的翻转齿轮,所述折叠架侧壁分别定位转动安装有与对应的翻转齿轮啮合的驱动齿轮,两个所述驱动齿轮分别连接有固定在折叠架上的驱动电机,两个所述驱动电机交替工作。
9.通过采用上述技术方案,需要翻转右折板或左折板时,对应的驱动电机工作,驱动电机带动对应的驱动齿轮转动,驱动齿轮带动对应的翻转齿轮转动,进而带动对应的右折板或左折板翻转,实现对纱布的折叠。折叠完毕后驱动电机迅速翻转,使得对应的右折板或左折板快速复位,以便承接下一块纱布。两个驱动电机交替工作,实现右折板和左折板的交替翻转,其结构简单,利用齿轮传动快速驱动折板翻转,降低对折板铰接轴上的翻转齿轮的大小需求。
10.进一步地,所述承布板下端面连接有竖直设置且固定在折叠架上的承布气缸,两个所述驱动齿轮上分别设有计数器,两个所述计数器均与承布气缸通信控制连接。
11.通过采用上述技术方案,利用承布气缸驱动承布板上下移动,提高对承布板下降距离控制的精确度。驱动齿轮上的计数器用于记录其转动次数,正反转一次完成一次翻折,每完成一次翻折控制承布气缸向下移动一个单块纱布厚度的距离,两个计数器交替控制承布气缸工作,其结构简单,方便操作,提高控制的精确度,进而提高纱布折叠堆码的整齐性,效果明显。
12.进一步地,所述折叠架下方设有固定在地面上的底板,所述底板上设有沿送料台宽度方向设置的导轨,所述折叠架底部设有滑动安装在导轨内的导向块;所述折叠架远离送料台的侧壁设有竖直设置的矩形框,所述矩形框的上内侧壁和下内侧壁上分别设有沿导轨长度方向设置的上齿条和下齿条,所述上齿条和下齿条对称设置;所述上齿条和下齿条之间设有与其啮合的半齿轮,所述半齿轮定位转动安装在底板上,其转动轴线沿进料方向设置,且所述半齿轮外壁的轮齿数量小于满齿的二分之一。
13.通过采用上述技术方案,驱动半齿轮转动,半齿轮转动一圈的过程中,先与上齿条啮合,驱动折叠架整体向右移动,再与下齿条啮合,驱动折叠架整体向左移动,这样实现驱动折叠架带动承布板、右折板和左折板往复移动,其结构简单,方便操作。其中,半齿轮外壁的轮齿数量小于满齿的二分之一,这样在半齿轮与上齿条啮合后存在一定的时间间隙才会和下齿条啮合,与下齿条啮合后存在一定的时间间隙才会与上齿条啮合,使得折叠架左右移动后有一定的停顿时间,保证纱布能顺利落到折板和承布板上。另外,导向块滑动安装在
导轨内,实现将折叠架滑动安装在底板上,保证折叠架左右移动时的稳定性。
14.进一步地,所述分切装置包括沿送料台宽度方向设置的分切刀,所述送料台上设有位于分切刀两端的分切架,所述分切刀竖直滑动安装在分切架上;所述送料台上设有送料带,所述送料带表面阵列设有若干沿其宽度方向设置且与分切刀对应的分切槽。
15.通过采用上述技术方案,根据单块纱布所需大小,送料带间歇性送料,分切刀间歇性竖直向下移动分切纱布,将纱布裁剪出所需规格。竖直滑动分切纱布相较于水平移动分切纱布更加快速,加快分切效率,且保证纱布切口的整齐性。其中,送料带上端面的分切槽保证分切刀能快速切断纱布,且避免分切刀反复使用损伤送料带表面。
16.进一步地,所述取料装置包括设置在折叠架远离送料台一侧的取料架,所述取料架上竖直滑动安装有沿送料台宽度方向设置的导杆,所述导杆上水平滑动安装有水平设置的卡板,所述卡板远离导杆的一端搭放在承布板上;所述取料架下方设有沿进料方向设置的滑移架,所述取料架沿滑移架长度方向滑动安装在滑移架上。
17.通过采用上述技术方案,卡板放置在承布板上端面,折叠前卡板上端面和右折板、左折板上端面齐平,纱布叠放在卡板上。在承布气缸带动承布板下降过程中,卡板及导杆随承布板一起沿取料架向下移动,在折叠架整体左右移动时,卡板随承布板一起沿导杆左右移动。当折叠的纱布数量达到需求时,取料架带动卡板整体沿滑移架移动,卡板带动堆码好的纱布从承布板上移出,实现取料。
18.进一步地,所述导杆两端设有导座,所述取料架上设有竖直设置且与导座配合的导槽,所述导座滑动安装在对应导槽内;所述导座连接有竖直固定在取料架上的取料气缸,所述取料气缸和两个计数器通信控制连接。
19.通过采用上述技术方案,导座竖直滑动安装在导槽内,并利用取料气缸驱动导座在导槽内滑动,实现将导杆竖直滑动安装在取料架上,且保证导杆和卡板竖直滑动的稳定性。取料气缸也和计数器通信控制连接,一方面取料气缸可以和承布气缸一起工作,共同实现驱动卡板随承布板同步下降;另一方面,当两个计数器的计数总和达到设定纱布数量时,说明可以取料,控制取料气缸将卡板向上抬起取料,取料时,卡板一边随取料架水平移动,一边随取料气缸向上抬起,更加方便将纱布从折叠架内取出。
20.进一步地,所述卡板远离导杆的一端设有沿送料台长度方向设置的卡杆,所述卡杆沿送料台宽度方向阵列设有多根;所述承布板上设有若干与卡杆一一对应的卡槽,所述卡槽靠近取料架的一端贯穿承布板,且所述卡杆放置在对应的卡槽内。
21.通过采用上述技术方案,卡板上的卡杆搭放在承布板上的卡槽内,避免卡杆表面凸出承布板,保证承布板表面可以和左折板和右折板表面齐平,发挥承布板承接纱布的作用,保证纱布放置的整齐性。另外,卡杆和卡杆之间存在一定的间隙,卡板抬起后,最下层纱布在重力作用下会有些许下沉到间隙内,更方便将堆叠的纱布从折叠架内取出,其结构简单,效果明显。
22.进一步地,所述滑移架和折叠架之间设有沿折叠架滑动方向设置的出料台,所述出料台上设有出料带,且所述出料台位于卡板一侧;所述出料台靠近取料架的一端设有位于卡板下方的搭板,所述卡杆下端面和搭板接触时,所述卡杆上端面与出料带上端面齐平;所述搭板上端面设有触发器,所述触发器与取料气缸通信控制连接。
23.通过采用上述技术方案,取料架整体移动,将卡杆和纱布全部从折叠架内取出移
动到搭板正上方后,取料气缸驱动卡杆和卡板整体向下移动,当卡板与搭板接触时,触动触发器,触发器控制取料气缸停止工作,卡杆上的纱布部分位于出料带上,出料带移动时带动纱布整体从卡杆上移出,将堆叠好的纱布转移走,便于取料架整体复位,继续和承布板配合进行下一次纱布折叠。
24.进一步地,所述出料台上设有沿其宽度方向设置的裁剪架,所述裁剪架两侧设有沿出料台宽度方向设置的夹板,所述夹板上端转动安装在裁剪架上,且其转动轴线沿出料台宽度方向设置;所述裁剪架上竖直滑动安装有沿出料台宽度方向设置的连接板,所述连接板下端面沿其长度方向阵列设有多个沿出料台长度方向设置的裁剪刀。
25.通过采用上述技术方案,出料带将堆叠好的纱布向前输送,当纱布输送到裁剪架正下方后,出料带停止运动,并驱动两个夹板向下翻转,从两侧将纱布固定住,与此同时,连接板带动若干裁剪刀同步向下移动,分切纱布,将纱布分切为小摞的抽取式纱布。分切完毕后,连接板带动裁剪刀复位,夹板复位,出料带继续将小摞纱布向前输送,以便对其进行包装。
26.综上所述,本发明具有以下有益效果:1、通过设置送料台、分切装置、转料装置以及折叠装置,折叠装置包括沿送料台宽度方向设置的折叠架,折叠架上设置竖直滑动的承布板以及铰接的右折板和左折板,左折板和右折板分别连接翻转机构;分切装置分切纱布,转料装置往复转料,折叠架整体左右往复移动,使得单块纱布依次分别放置在右折板和承布板上或左折板和承布板上,翻转机构分别驱动右折板和左折板交替翻转折叠纱布并复位,这样将单块纱布依次折叠为v型并依次交替放置,实现对纱布的交错折叠,形成大包装的抽取式纱布,使用时可直接抽取一张带出下一张,一张张抽取独立的纱布,无需反复拆剪清点,在手术过程中快速拿取,赢取宝贵的救治时间;2、转料装置利用真空吸附板真空吸附转料,保证每次纱布都能精准放置在承布板上,避免堆叠的纱布发生错位,保证纱布交替折叠的整齐性;3、通过设置取料装置和出料台,便于将堆叠后的纱布从折叠装置上取出并送走,保证折叠装置和取料装置可以继续进行工作,实现连续生产;4、在出料台上设置裁剪架,裁剪架上设置裁剪刀,对堆叠好的纱布进行分切,形成小摞的收取时纱布,这样折叠装置可以折叠大号的纱布再进行分切,提高折叠生产效率。
附图说明
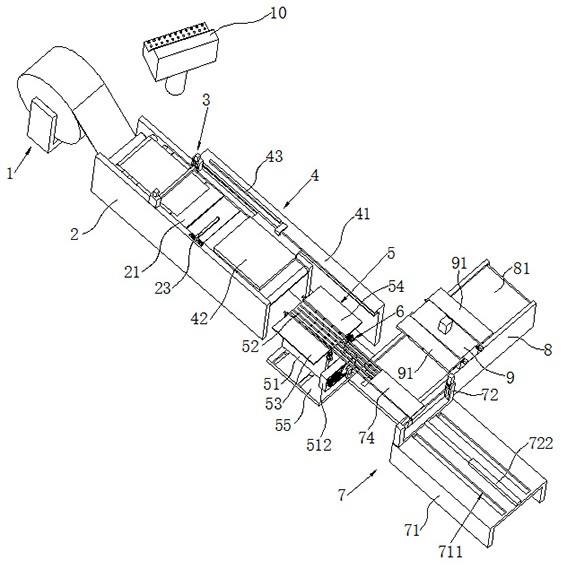
27.图1是一种抽取式纱布的折叠生产装置的整体结构示意图;图2是一种抽取式纱布的折叠生产装置中送料台及分切装置的结构示意图;图3是一种抽取式纱布的折叠生产装置中折叠装置的结构示意图;图4是一种抽取式纱布的折叠生产装置中送料台、转料装置及折叠装置的结构示意图;图5是一种抽取式纱布的折叠生产装置中折叠装置、取料装置及出料台的结构示意图;图6是一种抽取式纱布的折叠生产装置中出料台及裁剪架的结构示意图。
28.图中,1、放料架;2、送料台;21、送料带;22、分切槽;23、测距杆;231、测距传感器;
3、分切装置;31、分切刀;311、切刀座;32、分切架;321、刀座槽;33、分切气缸;4、转料装置;41、转料架;42、真空吸附板;43、吸附气缸;5、折叠装置;51、折叠架;511、导向块;512、矩形框;513、上齿条;514、下齿条;52、承布板;521、承布气缸;522、卡槽;53、左折板;54、右折板;55、底板;551、导轨;552、半齿轮;553、滑动电机;6、翻转机构;61、翻转齿轮;611、计数器;62、驱动齿轮;63、驱动电机;7、取料装置;71、滑移架;711、滑移槽;72、取料架;721、滑移块;722、滑移气缸;723、导槽;73、导杆;731、导座;732、取料气缸;74、卡板;741、卡杆;8、出料台;81、出料带;82、搭板;821、触发器;9、裁剪架;91、夹板;911、翻转气缸;912、让位槽;92、连接板;921、裁剪气缸;93、裁剪刀;10、总控台。
具体实施方式
29.以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
30.一种抽取式纱布的折叠生产装置,如图1所示,包括沿送料方向依次设置的放料架1、送料台2、转料装置4、折叠装置5以及取料装置7,折叠装置5和取料装置7之间设置有垂直于送料方向水平设置的出料台8,送料台2上设有分切装置3,送料台2一侧还设有控制整个生产装置自动化工作的总控台10,总控台10通过plc控制系统控制放料架1、送料台2、转料装置4、折叠装置5、取料装置7、出料台8、分切装置3等的自动化联动。如图1所示,纱布卷安装在放料架1上进行纱布松放,纱布由送料台2向前输送,分切装置3将纱布分切为所需规格,并由送料台2继续向前输送。转料装置4将分切后形成的单块纱布转移到折叠装置5上进行折叠,取料装置7将叠码好的纱布从折叠装置5上取出并放到出料台8上送出。
31.如图1所示,在本实施例中,放料架1包括架体和垂直于送料方向水平设置的轴,纱布卷安装在轴上进行松放,具体结构和现有技术中相同,不做过多赘述。送料台2上设有送料带21,放料架1松放的纱布贴合在送料带21上向前输送。如图2所示,分切装置3包括沿送料台2宽度方向设置的分切刀31,分切刀31两端分别设有切刀座311,在送料台2上端面设有竖直设置在分切刀31两端的分切架32,且分切架32上设有竖直设置且与切刀座311配合的刀座槽321。切刀座311滑动安装在刀座槽321内,实现将分切刀31竖直滑动安装在分切架32上,且分切架32上设有竖直向下设置的分切气缸33,分切气缸33的活塞杆与刀座上端面固定连接,用于驱动切刀座311带动分切刀31沿刀座槽321竖直向下移动。
32.如图2所示,送料带21表面阵列设有若干沿其宽度方向设置且与分切刀31对应的分切槽22,既保证分切刀31可快速切断纱布,又避免分切刀31反复使用损伤送料带21表面。当然,分切刀31两端可拆卸安装在切刀座311上,便于在分切刀31刀口损坏时对其进行更换,保证纱布分切工作的正常进行。在本实施例中,分切刀31两端采用简单的螺钉连接方式固定在切刀座311上。
33.如图1和图2所示,送料台2上还设有位于分切装置3靠近折叠装置5一侧的测距杆23,测距杆23沿送料台2宽度方向设置,其远离测距台的一端位于送料台2的中线上,且该端部设有与分切气缸33通信控制连接的测距传感器231。分切刀31和测距传感器231之间的距离为所需规格的纱布长度,当测距传感器231感应到纱布一端时,控制分切气缸33驱动分切刀31向下移动切断纱布,控制送料带21暂停送料,分切刀31完成对纱布的分切,分切完毕后分切刀31复位,送料带21继续送料。如此往复,分切刀31和送料带21均间歇工作,完成对纱
布的分切和送料。
34.如图2所示,当然,测距杆23可以沿送料台2长度方向滑动安装在送料台2上,这样可以控制分切刀31可以分切不同长度要求的纱布,提高适用范围。测距杆23在送料台2上的滑动安装方式本实施例中采用腰型孔和螺钉的配合方式,不做过多赘述。
35.如图1和图3所示,在本实施例中,折叠装置5包括呈u型结构且开口向上的折叠架51,折叠架51沿送料台2宽度方向滑动,在折叠架51的开口内竖直滑动安装有水平设置的承布板52,承布板52底部连接有竖直向上设置的承布气缸521,承布气缸521固定在u型架上且其活塞杆和承布板52下端面固定连接。在折叠架51上端面对称设有位于进料方向两侧的左折板53和右折板54,左折板53和右折板54分别位于承布板52两侧,且承布板52、左折板53以及右折板54长度相等。左折板53和右折板54靠近承布板52的一端铰接在折叠架51上,其铰接轴线沿进料方向设置,且左折板53和右折板54分别连接有驱动其翻转的翻转机构6。当左折板53和右折板54均处于水平状态时时,其上端面与承布板52上端面齐平。
36.如图1和图3所示,转料装置4将送料台2送来的单块纱布转移到承布板52和右折板54上,且单块纱布的中心线位于承布板52和右折板54之间的缝隙上;然后折叠架51整体向右移动一个承布板52沿送料台2宽度方向上长度的距离,这样转料装置4将第二块单块纱布转移到承布板52和左折板53上,且第二块单块纱布的中心线位于承布板52和左折板53之间的缝隙上;然后右折板54上的翻转机构6驱动右折板54向靠近承布板52方向翻转,将第一块单块纱布对折呈v型后右折板54复位,这样第二块纱布右侧的一半被夹在第一块纱布折叠后的双层之间。在右折板54翻转并复位的过程中,折叠架51向左移动复位,并在右折板54复位后承布气缸521驱动承布板52向下移动单块纱布厚度的距离,使第二块纱布处于水平状态;同时转料装置4将第三块单块纱布放置在承布板52和右折板54上;然后左折板53上的翻转机构6驱动左折板53向靠近承布板52方向翻转,将第二块单块纱布对折呈v型后复位,第三块纱布左侧的一半被夹在第二块纱布折叠后的双层之间。在左折板53翻转复位的过程中,折叠架51向右移动复位,并在左折板53复位后承布气缸521驱动承布板52向下移动单块纱布厚度的距离,使第三块纱布初一水平状态;同时第四块单块纱布放置在承布板52和左折板53上,然后右折板54折叠第三块单块纱布。
37.如图1和图3所示,如此往复,转料装置4往复转料,折叠架51整体左右往复移动,使得单块纱布依次分别放置在右折板54和承布板52上或左折板53和承布板52上,翻转机构6分别驱动右折板54和左折板53交替翻转折叠纱布并复位,右折板54或左折板53每翻转折叠一次复位后,承布气缸521带动承布板52向下移动一个单块纱布厚度的距离,保证下一步折叠的纱布处于水平状态。左折板53和右折板54交替翻转,将单块纱布依次折叠为v型并依次交替放置,实现对纱布的交错折叠。
38.如图1所示,待折叠的纱布数量达到需求时,利用取料装置7将堆叠好的纱布从折叠架51上取下即可。折叠装置5将单块纱布依次折叠为v型并依次交替放置,若干纱布交错折叠后形成大包装的抽取式纱布,使用时可直接抽取一张带出下一张,一张张抽取独立的纱布,无需反复拆剪清点,在手术过程中快速拿取,赢取宝贵的救治时间。
39.如图3所示,在本实施例中,为实现驱动左折板53、右折板54翻转,翻转机构6包括分别固定在左折板53铰接轴一端和右折板54铰接轴一端的翻转齿轮61,在折叠架51侧壁分别定位转动安装有与对应翻转齿轮61啮合的驱动齿轮62,驱动齿轮62分别连接有设置在折
叠架51上的驱动电机63,两个驱动电机63交替工作。
40.如图3所示,需要翻转右折板54或左折板53时,对应的驱动电机63工作,驱动电机63带动对应的驱动齿轮62转动,驱动齿轮62带动对应的翻转齿轮61转动,进而带动对应的右折板54或左折板53翻转,实现对纱布的折叠。折叠完毕后驱动电机63迅速翻转,使得对应的右折板54或左折板53快速复位,以便承接下一块纱布。两个驱动电机63交替工作,实现右折板54和左折板53的交替翻转。
41.如图3所示,其中,两个驱动齿轮62上分别设有计数器611,且两个计数器611均与承布气缸521通信控制连接。驱动齿轮62上的计数器611用于记录其转动次数,正反转一次完成一次翻折,每完成一次翻折控制承布气缸521向下移动一个单块纱布厚度的距离,两个计数器611交替控制承布气缸521工作,提高控制的精确度,进而提高纱布折叠堆码的整齐性。
42.如图1和图3所示,为了实现驱动折叠架51整体移动,在折叠架51下方设有固定在地面上的底板55,底板55上设有沿送料台2宽度方向设置的导轨551,在折叠架51底部设有滑动安装在导轨551内的导向块511,通过导向块511和导轨551的配合,实现将折叠架51滑动安装在底板55上。
43.如图1和图3所示,在折叠架51远离送料台2一侧的侧壁上设有竖直设置的矩形框512,在矩形框512的上内侧壁和下内侧壁上分别设有沿导轨551长度方向设置的上齿条513和下齿条514,上齿条513和下齿条514对称设置。在上齿条513和下齿条514之间设有与其啮合的半齿轮552,半齿轮552定位转动安装在底板55上,其转动轴线沿进料方向设置,且半齿轮552外壁的轮齿数量小于满齿的二分之一,在本实施例中为满齿的三分之一。半齿轮552连接有驱动其转动的滑动电机553,滑动电机553固定在底板55上。
44.如图3所示,滑动电机553驱动半齿轮552转动,在半齿轮552转动一圈的过程中,半齿轮552上的轮齿先与上齿条513啮合,驱动折叠架51整体向右移动,再与下齿条514啮合,驱动折叠架51整体向左移动,这样实现驱动折叠架51带动承布板52、右折板54和左折板53往复移动。其中,半齿轮552外壁的轮齿数量小于满齿的二分之一,这样在半齿轮552与上齿条513啮合后存在一定的时间间隙才会和下齿条514啮合,与下齿条514啮合后存在一定的时间间隙才会与上齿条513啮合,使得折叠架51左右移动后有一定的停顿时间,保证单块纱布能顺利落到右折板54和承布板52或左折板53和承布板52上。
45.如图1和图4所示,在本实施例中,转料装置4包括沿送料台2长度方向设置在送料台2一侧的转料架41,在转料架41上设有沿其长度方向滑动的真空吸附板42,真空吸附板42水平设置在送料台2和折叠架51正上方,且转料架41上设有水平设置的吸附气缸43,吸附气缸43的活塞杆与真空吸附板42侧壁固定连接。
46.如图4所示,吸附气缸43驱动真空吸附板42移动到送料带21上方,真空吸附板42真空吸附固定送料带21上的单块纱布;吸附气缸43驱动真空吸附板42带动单块纱布移动到承布板52上方,真空吸附板42放气使单块纱布脱落到承布板52和左折板53或承布板52和右折板54上。如此往复,实现将单块纱布从送料带21上转移到承布板52上,且保证单块纱布放置在承布板52上位置的准确性。其中,吸附气缸43和两个驱动电机63(标记在图3中)交替联动,吸附气缸43完成一次往复动作,控制一个驱动电机63工作,保证转料和翻折工作的连续联动。
47.如图1和图5所示,为了实现将堆叠好的抽取式纱布从折叠架51上的承布板52上取下,在本实施例中,取料装置7包括设置在折叠架51远离送料台2一侧的取料架72,在取料架72上竖直滑动安装有沿送料台2宽度方向设置的导杆73,在导杆73设有沿其长度方向水平滑动的卡板74;在卡板74远离导杆73的一端沿导杆73长度方向阵列设有多根沿送料台2长度方向设置的卡杆741,在承布板52上端面设有若干与卡杆741配合的卡槽522,且卡槽522远离送料台2的一端贯穿承布板52。卡杆741搭放在卡槽522内时,卡杆741的上端面与承布板52上端面齐平。在取料架72下方设有沿进料方向设置的滑移架71,取料架72沿滑移架71长度方向滑动安装在滑移架71上。
48.如图5所示,卡板74上的卡杆741搭放在卡槽522内,即卡板74整体搭放在承布板52上,在承布气缸521带动承布板52下降的过程中,卡板74及导杆73随承布板52一起沿取料架72向下移动;在折叠架51整体左右移动时,卡板74随承布板52一起沿导杆73左右移动。当承布板52上折叠的纱布数量达到需求时,取料架72带动卡板74整体沿滑移架71移动,卡杆741带动堆码好的纱布从承布板52上移出,实现取料。
49.如图5所示,其中,为实现将取料架72滑动安装在滑移架71上,在滑移架71上设有沿其长度方向设置的滑移槽711,在取料架72上设有滑动安装在滑移槽711内的滑移块721,保证取料架72在滑移架71上滑动的稳定性。滑移架71上还设有水平设置的滑移气缸722,滑移气缸722的活塞杆与取料架72固定连接,利用滑移气缸722驱动取料架72整体往复运动。
50.如图5所示,为了实现将导杆73和卡板74竖直滑动安装在取料架72上,在导杆73两端设有导座731,在取料架72上设有竖直设置且与导座731配合的导槽723,导座731滑动安装在对应导槽723内,保证导杆73在取料架72上竖直滑动的稳定性。在取料架72上还设有竖直设置的取料气缸732,取料气缸732的活塞杆与导座731固定连接,且取料气缸732和两个计数器611(标记在图3中)通信控制连接。
51.如图3和图5所示,取料气缸732也和计数器611通信控制连接,一方面取料气缸732可以和承布气缸521一起工作,共同实现驱动卡板74随承布板52同步下降;另一方面,当两个计数器611的计数总和达到设定纱布数量时,说明可以取料,控制取料气缸732将卡板74向上抬起取料,取料时,卡板74一边随取料架72水平移动,一边随取料气缸732向上抬起,更加方便将纱布从折叠架51内取出。
52.如图5所示,在出料台8上设有出料带81,且出料台8位于卡板74一侧,承布板52和右折板54承放单块纱布时,出料台8靠近卡板74的一端位于承布板52和右折板54之间的缝隙上。在出料台8靠近取料架72的一端设有位于卡板74下方的搭板82,其且当卡杆741下端面和搭板82接触时,卡杆741上端面与出料带81上端面齐平。在搭板82上端面设有触发器821,且触发器821与取料气缸732通信控制连接。
53.如图5所示,取料时取料架72整体移动,将卡杆741和堆叠好的抽取式纱布全部从折叠架51内取出,滑动气缸控制取料架72的移动行程,使得卡杆741正好移动到搭板82正上方,随后取料气缸732驱动卡杆741和卡板74整体向下移动,当卡板74与搭板82接触时,触动触发器821,触发器821控制取料气缸732停止工作,卡杆741上的纱布部分位于出料带81上,这样出料带81移动时带动抽取式纱布整体从卡杆741上移出,将堆叠好的纱布转移走,便于取料架72整体复位,继续和承布板52配合进行下一次纱布折叠。
54.如图5所示,为了提高纱布的折叠生产效率,承布板52、左折板53以及右折板54沿
进料方向的长度可以设置的长一点,出料台8出料后可以将堆叠好的长条状抽取式纱布裁切为所需规格的小摞抽取式纱布。如图5和图6所示,在本实施例中,在出料台8上设有沿其宽度方向设置的裁剪架9,在裁剪架9上竖直滑动安装有沿出料台8宽度方向设置的连接板92,连接板92上端面连接有竖直设置在裁剪架9上的裁剪气缸921,裁剪气缸921的活塞杆与连接板92上端面固定连接。在连接板92下端面沿出料台8宽度方向阵列设有多个沿出料台8长度方向设置的裁剪刀93。
55.如图5和图6所示,当长条的抽取式纱布移动到裁剪架9正下方后,出料带81停止运动,裁剪气缸921驱动连接板92带动若干裁剪刀93同步向下移动,裁剪刀93将纱布分切为小摞的抽取式纱布。裁切完毕后裁剪气缸921驱动连接板92带动裁剪刀93复位,出料带81将小摞的纱布继续向前输送,以便对其进行包装。其中,在其他实施例中,裁剪刀93也可以沿出料台8宽度方向滑动安装在连接板92上,以便调整裁剪刀93的位置,以分切出不同规格的小摞抽取式纱布。
56.如图5和图6所示,为了保证裁剪刀93裁剪时长条抽取式纱布的稳定性,在裁剪架9两侧设有沿出料台8宽度方向设置的夹板91,夹板91上端转动安装在裁剪架9上,其转动轴线沿出料台8宽度方向设置,且连接有驱动其翻转的翻转气缸911。出料带81将长条的抽取式纱布输送到裁剪架9正下方后,出料带81停止运动,翻转气缸911驱动对应的夹板91向下翻转,利用两个夹板91从两侧将长条的抽取式纱布固定住,以便裁剪刀93进行分切。分切完毕后,连接板92带动裁剪刀93复位,翻转气缸911驱动夹板91复位,以便出料带81将小摞的抽取式纱布送出。其中,如图6所示,在两个夹板91相互靠近的一侧设有垂直于其转动轴线且与若干裁剪刀93配合的让位槽912,避免与裁剪刀93发生干涉。
57.本发明的工作原理和使用方法:纱布卷安装在放料架1上进行纱布松放,纱布由送料台2向前输送,测距传感器231控制分切气缸33驱动分切刀31将纱布分切为所需规格,并由送料台2继续向前输送。吸附气缸43驱动真空吸附板42往复移动,将送料台2送来的单块纱布再转移到折叠装置5处进行折叠。
58.折叠架51整体左右往复移动,使得单块纱布依次分别放置在右折板54和承布板52上或左折板53和承布板52上,翻转机构6分别驱动右折板54和左折板53交替翻转折叠纱布并复位,右折板54或左折板53每翻转折叠一次复位后,承布气缸521带动承布板52向下移动一个单块纱布厚度的距离,保证下一步折叠的纱布处于水平状态。左折板53和右折板54交替翻转,将单块纱布依次折叠为v型并依次交替放置,实现对纱布的交错折叠。若干纱布交错折叠后形成大包装的抽取式纱布,使用时可直接抽取一张带出下一张,一张张抽取独立的纱布。
59.当承布板52上折叠的纱布数量达到需求时,取料架72带动卡板74整体沿滑移架71移动,卡杆741带动堆码好的纱布从承布板52上移出,滑动气缸控制取料架72的移动行程,使得卡杆741正好移动到搭板82正上方,随后取料气缸732驱动卡杆741和卡板74整体向下移动,当卡板74与搭板82接触时,触动触发器821,触发器821控制取料气缸732停止工作,卡杆741上的纱布部分位于出料带81上,这样出料带81移动时带动抽取式纱布整体从卡杆741上移出,将堆叠好的纱布转移走,便于取料架72整体复位,继续和承布板52配合进行下一次纱布折叠。
60.出料带81将长条的抽取式纱布输送到裁剪架9正下方后,出料带81停止运动,翻转气缸911驱动对应的夹板91向下翻转,利用两个夹板91从两侧将长条的抽取式纱布固定住。接着裁剪气缸921驱动连接板92带动若干裁剪刀93同步向下移动,裁剪刀93将纱布分切为小摞的抽取式纱布。分切完毕后,连接板92带动裁剪刀93复位,翻转气缸911驱动夹板91复位,出料带81将小摞的纱布继续向前输送,以便对其进行包装。
61.上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1