手机贴片剥离设备的制作方法
1.本发明涉及电子产品贴片的剥离设备,具体涉及手机贴片的剥离设备。
背景技术:
2.电子设备等相关产品的制造过程中经常用到将贴片贴到产品上的工艺过程,而传统的做法是工人手工将贴片从料带上取下并贴到相应位置,此做法不仅人员需要较多,人力成本很高,而且贴片效率和质量都较不稳定。
3.为此,现有技术采用机器设备将贴片从料带上剥离,所述机器设备一般包括料带位移机构和剥片平台,料带位移机构和剥片平台之间具有间隙,料带位移机构载着附有贴片的料带向剥片平台位移,贴片与料带分离,贴片移动至剥片平台,而贴片经过所述间隙向下位移。随着贴片的持续位移,一长条的料带上的贴片被逐步剥离。
4.按现有技术,剥去贴片后的料带卷绕在卷轴上,但是,这是针对能够卷绕的料带。实际生产中,有的手机(如苹果手机)用贴片附在长条形料带上,该长条形料带长度并不长,卷绕不便,而且,没有必要卷绕。通常的作法是,料带与贴片分离后,已向下位移的料带反向位移至机器设备的上方,由工人将料带移走。之后,工人再将需要剥离贴片的料带装载到料带位移机构上。之后,与贴片分离后的料带(空白料带)再向上复位,被工人移走。如此反复。
技术实现要素:
5.本发明所解决的技术问题:如何将空白的料带在不向上复位的情况下回收。
6.为解决上述技术问题,本发明提供如下技术方案:手机贴片剥离设备,包括料带位移机构和剥片平台,料带位移机构和剥片平台之间具有间隙,料带位移机构包括机构身体和设置在机构身体上的前端夹持位移机构和尾端夹持位移机构,机构身体位于所述间隙处设有倾斜面,前端夹持位移机构的前端夹持单元位于所述间隙中且能够沿所述倾斜面向斜后方位移,剥片平台的下方设有摆臂,摆臂的自由端设有吸盘,吸盘能够从所述倾斜面处吸附料带。
7.附有贴片的长条形料带放置在料带位移机构上,料带的前端被前端夹持位移机构夹持,料带的尾端被尾端夹持位移机构夹持。人工将料带前端的贴片与料带剥离,贴片的前端平展到剥片平台上。前端夹持单元沿所述倾斜面向斜后方位移,尾端夹持位移机构向前位移,料带经过机构身体的前端,与附在其上的贴片分离,并沿倾斜面向斜后方位移,而贴片沿剥片平台前移。
8.在贴片与料带完全脱离后,摆臂向倾斜面方向摆动,其上的吸盘吸附位于所述倾斜面处的料带,同时,前端夹持单元和尾端夹持位移机构释放料带,摆臂回摆,从所述倾斜面处取走料带。之后,吸盘释放料带,料带下落至回收容器中。
9.按现有技术,前端夹持位移机构和尾端夹持位移机构在贴片与料带完全脱离后,需要带着空白的料带复位,工人需要从前端夹持位移机构和尾端夹持位移机构上取走空白的料带,再装载附有贴片的料带。而本技术在前端夹持位移机构和尾端夹持位移机构复位
后,工人可以直接将附有贴片的料带装载在料带位移机构上,相比于现有技术,工作效率得到提升,劳动量得到降低。
附图说明
10.下面结合附图对本发明做进一步的说明:
11.图1为手机贴片剥离设备的示意图;
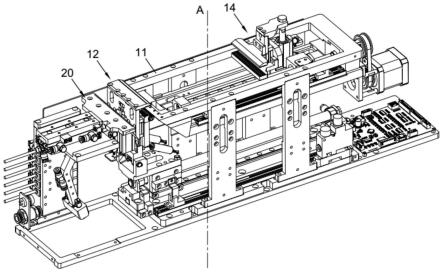
12.图2为图1中手机贴片剥离设备的外壳隐藏后的示意图;
13.图3为图2中竖直线a左侧部分的示意图;
14.图4为图2中竖直线a右侧部分的示意图;
15.图5为图2中手机贴片剥离设备的主视图;
16.图6为图2中手机贴片剥离设备另一视角的示意图。
17.图中符号说明:
18.10、料带位移机构;11、机构身体;112、倾斜面;12、前端夹持位移机构;121、第一丝杆机构;122、前端位移模块;123、扭簧;124、前端立式模块;125、前端气缸;126、前端夹持块;127、拉簧;128、滚轮;14、尾端夹持位移机构;141、第二丝杆机构;142、尾端位移模块;143、尾端气缸;144、下夹;145、上夹;15、电机;
19.20、剥片平台;21、伸缩式气缸;22、吸附模块;23、吸附孔;
20.30、间隙;
21.40、摆臂;41、吸盘;43、旋转气缸。
具体实施方式
22.结合图2至图4,手机贴片剥离设备,包括料带位移机构10和剥片平台20,料带位移机构和剥片平台之间具有间隙30,料带位移机构包括机构身体11和设置在机构身体上的前端夹持位移机构12和尾端夹持位移机构14,机构身体位于所述间隙处设有倾斜面112,前端夹持位移机构的前端夹持单元位于所述间隙中且能够沿所述倾斜面向斜后方位移,剥片平台的下方设有摆臂40,摆臂的自由端设有吸盘41,吸盘能够从所述倾斜面处吸附料带。
23.工人将附有贴片的长条形料带放置在料带位移机构10上,工人将料带前端的贴片与料带剥离,贴片的前端平展到剥片平台20上。料带的前端被前端夹持位移机构12夹持,料带的尾端被尾端夹持位移机构14夹持。前端夹持单元沿所述倾斜面112向斜下方且后方位移,尾端夹持位移机构14向前位移,料带经过机构身体11的前端,向斜下方且后方位移,与附在其上的贴片分离,贴片沿剥片平台20前移。
24.在贴片与料带完全脱离后,摆臂40向倾斜面112方向摆动,其上的吸盘41吸附位于所述倾斜面处的料带,同时,前端夹持单元和尾端夹持位移机构释放料带,摆臂40回摆,从所述倾斜面112处取走料带。之后,吸盘41释放料带,料带下落至回收容器中。之后,前端夹持位移机构12和尾端夹持位移机构14复位,工人将下一附有贴片的料带装载在料带位移机构10上。
25.如图3,前端夹持位移机构12包括前端位移单元,前端位移单元包括第一丝杆机构121和安装在第一丝杆机构上的前端位移模块122,前端夹持单元铰接在前端位移模块上,铰接轴上设有扭簧123。第一丝杆机构121驱动前端位移模块122线性位移,前端位移模块载
着前端夹持单元线性位移。由于前端夹持单元铰接在前端位移模块122上,因此,在第一丝杆机构121驱动前端位移模块122后移的过程中,前端夹持单元的顶部贴着所述倾斜面112向斜下方且后方位移,同时,前端夹持单元相对前端位移模块122向前转动而发生倾斜。
26.作为一种改进,前端夹持单元与前端位移模块122之间设有拉簧127,以利于前端夹持单元的顶部能够紧贴所述倾斜面112位移。
27.前端夹持单元包括与前端位移模块122铰接的前端立式模块124、设置在前端立式模块上的前端气缸125、与前端气缸连接的前端夹持块126。在前端气缸125的驱动下,前端夹持块126夹紧或释放料带的前端。
28.作为一种改进,前端立式模块124的顶端设有与倾斜面112紧贴的滚轮128,利于前端立式模块的顶端沿所述倾斜面112位移。
29.如图4,尾端夹持位移机构14包括尾端位移单元和尾端夹持单元,尾端夹持单元安装在尾端位移单元上;尾端位移单元包括第二丝杆机构141和安装在第二丝杆机构上的尾端位移模块142。尾端夹持单元安装在尾端位移模块上。在第二丝杆机构141的驱动下,尾端位移模块载着尾端夹持单元前后线性位移。
30.尾端夹持单元包括安装在尾端位移模块142上的尾端气缸143、与尾端位移模块142固定连接的下夹144、与尾端气缸143连接的上夹145。在尾端气缸143的驱动下,上夹145和下夹144夹紧或释放料带的尾端。
31.第一丝杆机构121的丝杆与第二丝杆机构141的丝杆平行且由同一电机15驱动,以保证前端夹持位移机构12和尾端夹持位移机构14位移料带的同步性。
32.如图5,所述摆臂40安装在旋转气缸43上,在旋转气缸的驱动下,摆臂作固定幅度的摆动。
33.如图3,作为一种改进,剥片平台20包括伸缩式气缸21、安装在伸缩式气缸活塞上的吸附模块22。实际操作中,伸缩式气缸驱动吸附模块向机构身体11的前端靠拢,工人将附有贴片的长条形料带放置在料带位移机构10上,工人将料带前端的贴片与料带剥离,料带的前端被前端夹持位移机构12夹持,料带的尾端被尾端夹持位移机构14夹持。前端夹持单元沿所述倾斜面112向斜下方且后方位移,尾端夹持位移机构14向前位移,料带经过机构身体11的前端,向斜下方且后方位移,与附在其上的贴片分离,与料带分离的贴片被向前平移至所述吸附模块22。吸附模块吸附贴片,伸缩式气缸21驱动吸附模块22复位,即吸附模块22向前位移。如此,贴片向前位移,而料带沿所述倾斜面112向下且向斜后方位移。之后,吸附模块22释放贴片。工人可以从吸附模块22上取贴片,工人可以手持贴片的前端,前端夹持位移机构12和尾端夹持位移机构14继续位移,直到贴片与料带完全分离。工人取走贴片,摆臂40取走料带,利于工作效率的提升。
34.吸附模块22上设有吸附孔23,用于吸附贴片。
35.以上内容仅为本发明的较佳实施方式,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1