高效包装水笔的工艺的制作方法
1.本发明涉及高效包装水笔的工艺。
背景技术:
2.中性笔或水笔在包装过程中,存在方向不一致,无法将笔仅按同一顺序装填。现有技术的包装过程多采用人工包装,效率低下,且无法保证装填正确;自动化程度低,成品笔自动化包装生产线cn201811592447.7虽然提供了一套组装线,但是,其结构复杂,兼容性不佳,无法自动识别笔帽与笔尖。
3.针对具有尖头,且笔重心靠近笔帽(笔头)远离笔尖的中性笔或水笔本发明提供了一套生产线及组装工艺。
技术实现要素:
4.本发明所要解决的技术问题总的来说是提供一种高效包装水笔的工艺。
5.为解决上述问题,本发明所采取的技术方案是:
6.一种高效包装水笔的工艺,用于组装文具笔,文具笔两端具有笔尖与笔头,笔尖具有锥度,文具笔重心靠近笔头而远离笔尖;工艺包括以下步骤;
7.首先,通过第一组装部进行文具笔外包装烫印、安装笔芯及笔帽;然后,通过第二调整部调整文具笔的传送方向并调整为同向单向,对单向前行的文具笔进行封袋形成封装袋;其次,通过第三包装部对封装袋统一包装并输出到下一工序。
8.作为上述技术方案的进一步改进:
9.在第一组装部步骤中,借助于第一传送部,执行以下步骤;
10.s1.1,在第一输入工位,首先,上一道工序送入的文具笔的笔管送入到送入传送带的下端,送入传送带携带笔管斜上向送至斜上端的输出端,在斜向上过程中,笔管通过斜向弹性侧板调整长度方向为前行方向并通过直线通道输出;然后,笔管通过下落导向套,期间通过弹性板调整方向后下落,沿着斜向过渡板进入到变向减速下落通道中,其中,当文具笔到达送入传送带输出端时,如果是笔头在前,则因文具笔自重下落进入下落导向套中,反之,则笔尖进入到摆动半套中直到文具笔的笔帽离开变向传送带输出端,利用摆动半套下摆动,从而同样笔头朝下进入下落导向套中;其次,笔管通过减速格挡板折线导向后减速下落到定位v型槽块的v槽中,下落到第一卡位槽板中;
11.s1.2,在第一调整工位,通过侧顶推杆侧推位于第一卡位槽板中横向位置,通过上弹性压头的下端头下压或纵向拨动文具笔,避免文具笔错位或重叠;
12.s1.3,在第一烫印工位,设置有在第一传送部上方的烫印机、印刷机或蚀刻机,以对文具笔进行标记图文,配套有在第一传送部两侧的侧向夹持机械手,用于夹持文具笔两端;
13.s1.4,在第一加盖工位,首先,通过笔芯下落v型座承接下落的笔芯,辅助扶正压头下压位于第一加盖工位的文具笔的笔管;然后,笔芯侧顶推杆将位于笔芯下落v型座的v型
座中的笔芯横向推送到笔管中;
14.s1.5,在笔帽安装工位,通过机械手和/或人工将笔帽装入到笔管中。
15.在第二调整部步骤中,执行以下步骤;
16.s2.1,首先,文具笔通过进口a进入到变向传送带上,并斜上向输送到下落工位,在斜向上过程中,文具笔通过斜向弹性侧板调整长度方向为前行方向并通过直线通道输出;然后,笔管通过下落导向套,期间通过弹性板调整方向后下落,沿着斜向过渡板进入到下落导向套中,其中,当文具笔到达下落工位时,如果是笔头在前,则因文具笔自重下落进入下落导向套中,反之,则笔尖进入到摆动半套中直到文具笔的笔帽离开变向传送带输出端,利用摆动半套下摆动,从而同样笔头朝下进入下落导向套中;其次,笔管下落到水笔传送带上;再次,在包装工位,对文具笔连续封装的封装袋;之后,通过剪切工位将连续封装袋分段为单个;随后,在下落工位,输出下落分段后的封装袋。
17.在第三包装部步骤中,借助于包装传送带,执行以下步骤;
18.s3.1,在载包装盒工位,在铰接托座的上前部开口放置外端开口的包装盒;
19.s3.2,在下落笔工位,首先,上一道工序送入的已封装的文具笔;然后,文具笔通过笔传送带输出,通过笔变向后弧板导向,下落到下落笔工位上的开口朝上的包装盒中;其次,在封口工位,对包装盒端口进行封装;最后,在输出工位,借助于输出导向弧板,输出包装盒到下一工序。
20.本发明设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便。本发明实现了文具笔,例如水笔等,本发明实现了笔芯、笔帽安装,本发明可以实现自动调整方向,本发明实现包装与整理入盒。
附图说明
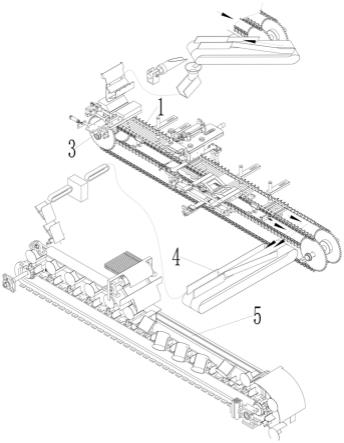
21.图1是本发明的使用结构示意图。
22.图2是本发明的第一传送部结构示意图。
23.图3是本发明的调整下落结构示意图。
24.图4是本发明的第三包装部结构示意图。
25.其中:1、文具笔;2、封装袋;3、第一组装部;4、第二调整部;5、第三包装部;6、第一传送部;7、第一卡位槽板;8、第一输入工位;9、第一调整工位;10、第一烫印工位;11、第一加盖工位;12、变向减速下落通道;13、减速格挡板;14、定位v型槽块;15、v槽宽度调整杆;16、上弹性压头;17、侧顶推杆;18、侧向夹持机械手;19、笔芯下落v型座;20、笔芯侧顶推杆;21、辅助扶正压头;22、笔帽安装工位;23、变向传送带;24、直立侧板;25、斜向弹性侧板;26、直线通道;27、摆动导向座;28、摆动半套;29、斜向上开口;30、下落工位;31、下落导向套;32、弹性板;33、斜向过渡板;34、水笔传送带;35、包装工位;36、包装输出传送带;37、剪切工位;38、下落工位;39、包装传送带;40、铰接座;41、铰接托座;42、上前部开口;43、变向导向曲线;44、载包装盒工位;45、下落笔工位;46、封口工位;47、输出工位;48、输出导向弧板;49、笔传送带;50、笔变向后弧板。
具体实施方式
26.如图1-4所示,本实施例的中性笔的组装生产线,用于组装文具笔1,文具笔1两端
具有笔尖与笔头,笔尖具有锥度,文具笔1重心靠近笔头而远离笔尖;生产线包括第一组装部3、第二调整部4及第三包装部5;
27.第一组装部3,用于进行文具笔1外包装烫印、安装笔芯及笔帽;
28.第二调整部4,用于调整文具笔1的传送方向并调整为同向单向,对单向前行的文具笔1进行封袋形成封装袋2;
29.第三包装部5,用于对封装袋2统一包装。
30.第一组装部3,包括第一传送部6;在第一传送部6两侧成对设置有第一卡位槽板7,用于承载横向的文具笔1;在第一传送部6上设置有以下工位;
31.第一输入工位8,设置有在第一传送部6上方的变向减速下落通道12;在变向减速下落通道12中交错有斜向下设置的减速格挡板13,在减速格挡板13下方设置有定位v型槽块14;定位v型槽块14连接有v槽宽度调整杆15,用于调整定位v型槽块14的v槽的宽度;文具笔1笔杆进入到变向减速下落通道12中,经过减速格挡板13折线导向后减速下落到定位v型槽块14的v槽中,下落到第一卡位槽板7中;
32.第一调整工位9,设置有在第一传送部6上方的上弹性压头16及第一传送部6侧部的侧顶推杆17;侧顶推杆17用于侧推位于第一卡位槽板7中横向位置,上弹性压头16的下端头用于下压或纵向拨动文具笔1,避免文具笔1错位或重叠;
33.第一烫印工位10,设置有在第一传送部6上方的烫印机、印刷机或蚀刻机,以对文具笔1进行标记图文,配套有在第一传送部6两侧的侧向夹持机械手18,用于夹持文具笔1两端;
34.第一加盖工位11,设置有在第一传送部6一侧的笔芯下落v型座19,用于承接下落的笔芯;在第一传送部6上方设置有辅助扶正压头21,用于下压位于第一加盖工位11的文具笔1的笔管;笔芯侧顶推杆20设置在笔芯下落v型座19的v型座一侧,用于将位于笔芯下落v型座19的v型座中的笔芯横向推送到笔管中;
35.笔帽安装工位22,设置有机械手和/或人工,用于将笔帽装入到笔管中;
36.第一传送部6采用链条传送或皮带传送;
37.在第一输入工位8设置有与用于纵向送入文具笔1的送入传送带及设置在送入传送带与变向减速下落通道12之间的送入方向识别装置;
38.在送入传送带上设置有靠近第一传送部6的左侧的直立侧板24及在右侧的斜向弹性侧板25,直立侧板24短于斜向弹性侧板25的长度从而形成进口,以承接上一道工序送入的文具笔1;
39.在斜向弹性侧板25与直立侧板24的输出端连接有直线通道26,以直线送入与传送方向相同的文具笔1;
40.方向识别装置包括设置在送入传送带输出端一侧的摆动导向座27,在摆动导向座27上铰接有摆动半套28的后部,摆动半套28端部具有朝向送入传送带输出端的斜向上开口29;在送入传送带输出端下方设置有下落导向套31,在下落导向套31靠近送入传送带输出端侧设置有弹性板32,在下落导向套31下方设置有斜向过渡板33;送入传送带输出端高于输入端;送入传送带输出端宽度介于文具笔1的长度的0.5倍到1倍之间。
41.第二调整部4,调90度横向设置在第一传送部6输出端的变向传送带23,使得文具笔1变向输出;
42.在变向传送带23上设置有靠近第一传送部6的左侧的直立侧板24及在右侧的斜向弹性侧板25,直立侧板24短于斜向弹性侧板25的长度从而形成与第一传送部6输出端相对的进口a,以承接上一道工序送入的文具笔1;
43.在斜向弹性侧板25与直立侧板24的输出端连接有直线通道26,以直线送入与传送方向相同的文具笔1;
44.在变向传送带23输出端设置有下落工位30,在下落工位30设置有方向识别装置;方向识别装置包括设置在下落工位30一侧的摆动导向座27,在摆动导向座27上铰接有摆动半套28的后部,摆动半套28端部具有朝向下落工位30的斜向上开口29;在下落工位30下方设置有下落导向套31,在下落导向套31靠近变向传送带23输出端侧设置有弹性板32,在下落导向套31下方设置有斜向过渡板33;变向传送带23输出端高于输入端;下落工位30宽度介于文具笔1的长度的0.5倍到1倍之间;
45.文具笔1到达下落工位30时,如果是笔头在前,则因文具笔1自重下落进入下落导向套31中,反之,则笔尖进入到摆动半套28中直到文具笔1的笔帽离开变向传送带23输出端,利用摆动半套28下摆动,从而同样笔头朝下进入下落导向套31中;
46.在变向传送带23输出端传送连接有水笔传送带34,在水笔传送带34输出端连接有包装工位35,用于在文具笔1上封装连续的封装袋2;
47.在包装工位35输出端设置有包装输出传送带36,用于传送封装后的文具笔1,在包装输出传送带36上分布有用于将连续封装袋2分段的剪切工位37及下落分段后封装袋2的下落工位38;
48.包装工位35设置有枕式包装机或人工。
49.第三包装部5包括调向90度与第二调整部4输出端连接的包装传送带39,在包装传送带39上分布有若干铰接座40,在铰接座40铰接有具有上前部开口42的铰接托座41,在包装传送带39上行段设置有变向导向曲线43,包装传送带39具有用于放入上端开口的包装盒的载包装盒工位44、用于放入封装袋2的文具笔1的下落笔工位45、用于对包装盒封口的封口工位46及输出封口包装盒到下一工位的输出工位47;
50.变向导向曲线43与铰接托座41开口端下部接触,使得上前部开口42在载包装盒工位44横向,在下落笔工位45竖向朝上,在封口工位46横向,在输出工位47铰接托座41朝下设置;
51.在输出工位47上方设置有输出导向弧板48,在包装传送带39上方平行设置有笔传送带49,在笔传送带49输出端设置有位于下落笔工位45上方的笔变向后弧板50。
52.本实施例的高效包装水笔的工艺,用于组装文具笔1,文具笔1两端具有笔尖与笔头,笔尖具有锥度,文具笔1重心靠近笔头而远离笔尖;工艺包括以下步骤;
53.首先,通过第一组装部3进行文具笔1外包装烫印、安装笔芯及笔帽;然后,通过第二调整部4调整文具笔1的传送方向并调整为同向单向,对单向前行的文具笔1进行封袋形成封装袋2;其次,通过第三包装部5对封装袋2统一包装并输出到下一工序。
54.在第一组装部3步骤中,借助于第一传送部6,执行以下步骤;
55.s1.1,在第一输入工位8,首先,上一道工序送入的文具笔1的笔管送入到送入传送带的下端,送入传送带携带笔管斜上向送至斜上端的输出端,在斜向上过程中,笔管通过斜向弹性侧板25调整长度方向为前行方向并通过直线通道26输出;然后,笔管通过下落导向
套31,期间通过弹性板32调整方向后下落,沿着斜向过渡板33进入到变向减速下落通道12中,其中,当文具笔1到达送入传送带输出端时,如果是笔头在前,则因文具笔1自重下落进入下落导向套31中,反之,则笔尖进入到摆动半套28中直到文具笔1的笔帽离开变向传送带23输出端,利用摆动半套28下摆动,从而同样笔头朝下进入下落导向套31中;其次,笔管通过减速格挡板13折线导向后减速下落到定位v型槽块14的v槽中,下落到第一卡位槽板7中;
56.s1.2,在第一调整工位9,通过侧顶推杆17侧推位于第一卡位槽板7中横向位置,通过上弹性压头16的下端头下压或纵向拨动文具笔1,避免文具笔1错位或重叠;
57.s1.3,在第一烫印工位10,设置有在第一传送部6上方的烫印机、印刷机或蚀刻机,以对文具笔1进行标记图文,配套有在第一传送部6两侧的侧向夹持机械手18,用于夹持文具笔1两端;
58.s1.4,在第一加盖工位11,首先,通过笔芯下落v型座19承接下落的笔芯,辅助扶正压头21下压位于第一加盖工位11的文具笔1的笔管;然后,笔芯侧顶推杆20将位于笔芯下落v型座19的v型座中的笔芯横向推送到笔管中;s1.5,在笔帽安装工位22,通过机械手和/或人工将笔帽装入到笔管中。
59.在第二调整部4步骤中,执行以下步骤;
60.s2.1,首先,文具笔1通过进口a进入到变向传送带23上,并斜上向输送到下落工位30,在斜向上过程中,文具笔1通过斜向弹性侧板25调整长度方向为前行方向并通过直线通道26输出;然后,笔管通过下落导向套31,期间通过弹性板32调整方向后下落,沿着斜向过渡板33进入到下落导向套31中,其中,当文具笔1到达下落工位30时,如果是笔头在前,则因文具笔1自重下落进入下落导向套31中,反之,则笔尖进入到摆动半套28中直到文具笔1的笔帽离开变向传送带23输出端,利用摆动半套28下摆动,从而同样笔头朝下进入下落导向套31中;其次,笔管下落到水笔传送带34上;再次,在包装工位35,对文具笔1连续封装的封装袋2;之后,通过剪切工位37将连续封装袋2分段为单个;随后,在下落工位38,输出下落分段后的封装袋2。在第三包装部5步骤中,借助于包装传送带39,执行以下步骤;
61.s3.1,在载包装盒工位44,在铰接托座41的上前部开口42放置外端开口的包装盒;
62.s3.2,在下落笔工位45,首先,上一道工序送入的已封装的文具笔1;然后,文具笔1通过笔传送带49输出,通过笔变向后弧板50导向,下落到下落笔工位45上的开口朝上的包装盒中;其次,在封口工位46,对包装盒端口进行封装;最后,在输出工位47,借助于输出导向弧板48,输出包装盒到下一工序。
63.本发明实现了文具笔1的装入笔芯,笔帽,封装,整装。本发明封装袋2为常规塑封设备或封装设备等包装机,也可以是人工,第一组装部3实现前行,第二调整部4实现封装,第三包装部5实现整合包装。第一传送部6可以是传送带或链条等,第一卡位槽板7可以是v型,从而实现自动对中,第一输入工位8与上一道工序连接,用于送入笔管,第一调整工位9实现位置调整,第一烫印工位10,可以是常规设备,离开是刻蚀机、烫印机或丝网机等,第一加盖工位11配套放置有笔帽的整理振动盘,振动输出通道,配合推杆机械手或人工实现加盖等常规手段,变向减速下落通道12利用减速格挡板13实现了减少下落笔管,定位v型槽块14实现定位导向,v槽宽度调整杆15可以调整v槽开口宽度,上弹性压头16,侧顶推杆17实现位置调正,防止笔管斜向或卡在v槽上端,侧向夹持机械手18实现夹持笔管进行印刷图案或蚀刻图案或文字,笔芯下落v型座19实现自定位,笔芯侧顶推杆20实现侧推,辅助扶正压头
21实现辅助固定,避免跑位,笔帽安装工位22实现安装笔帽。
64.本发明在输入前,进行方向调整识别,当然,可以两次识别方向,当然,其输入端可以方向调整,方向识别装置两处结构相同,可以同时使用变向传送带23实现变向输出,通过长度不一同,实现了变向输出,直立侧板24实现定位,斜向弹性侧板25实现了弹性支持,避免卡死,直线通道26实现纵向导向输出,其利用斜向,从而增大小端的高度,摆动导向座27通过弹簧、限位块或自重等方式实现摆动半套28复位,斜向上开口29,增大开度,满足不同长度型号,下落工位30实现导向下落,下落导向套31实现导向,弹性板32避免卡死在端口,斜向过渡板33实现导向,水笔传送带34实现导向传送,包装工位35配套包装设备等常规外购件,通过包装输出传送带36实现输出,通过剪切工位37配套割刀、剪刀等实现分隔连续设备,本发明通过下落工位38实现整体包装。
65.本发明通过包装传送带39实现了传送,通过铰接座40铰接设置铰接托座41可以通过气弹簧等辅助支撑,上前部开口42增大开口,变向导向曲线43支撑托座的开口方向变化,载包装盒工位44,下落笔工位45,封口工位46完成相应操纵,当然,可以配套其他工位,输出工位47,输出导向弧板48,笔传送带49,笔变向后弧板50,从而完成输出及导向。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1