六角皮带转动机构的制作方法
1.本发明涉及包装设备领域,尤其涉及一种六角皮带转动机构。
背景技术:
2.参考图1,部分袋装产品在装箱或入包时,对袋装产品包装袋的前、后侧朝向或包装袋的正、反面朝向有严格的要求,因而,在该袋装产品输送的过程中,会采用红外线(或视觉识别)等识别装置对袋装产品包装袋的前、后侧朝向或正、反面朝向进行判定,若袋装产品包装袋的前、后侧朝向或正、反面朝向与设定不符,则需要将不符合设定的袋装产品筛出。
3.在现有技术中,常采用“磕头皮带”来对不符合设定的袋装产品筛出。“磕头皮带”的前端设有摆动臂体,若识别装置识别到袋装产品包装袋的前、后侧朝向或正、反面朝向符合设定,则摆动臂体保持水平状态(如图1所示),从而使“磕头皮带”的前带段保持水平,从而使该符合设定的袋装产品得以通过“磕头皮带”,从而继续往前输送至下一输送机构。
4.若识别装置识别到袋装产品包装袋的前、后侧朝向或正、反面朝向不符合设定,则摆动臂体朝下摆动(如图2所示),从而使“磕头皮带”的前带段往下摆,而形成掉落缺口,使该前、后侧朝向或正、反面朝向不符合设定的袋装产品沿斜面往下滑,继而经该掉落缺口掉落,从而将该不符合设定的袋装产品筛出。
5.然而,当某一前、后侧朝向或正、反面朝向不符合设定的袋装产品的后侧紧跟着一个前、后侧朝向或正、反面朝向均符合设定的袋装产品时(如图2所示的情况),该不符合设定的袋装产品会触发识别装置,使“磕头皮带”的前带段往下摆,从而,该不符合设定的袋装产品与该符合设定的袋装产品均会进入“磕头皮带”以下摆倾斜的前带段(如图2所示)。当该不符合设定的袋装产品被往前输送而经该掉落缺口掉落后,相应地,紧随其后的符合设定的袋装产品会前移至靠近于该掉落缺口。此时,为避免该符合设定的袋装产品经该掉落缺口掉出,需先暂停“磕头皮带”的输送(使该符合设定的袋装产品被暂停),继而控制摆动臂体(前带段)摆动至水平状态(如图1所示),继而再次启动“磕头皮带”,恢复对该符合设定的袋装产品的输送。
6.由于摆动臂体(前带段)由倾斜朝下的状态摆动至水平状态需要时间,此段时间“磕头皮带”整体停止输送,即“磕头皮带”在输送过程中存在暂停输送的时间段,导致“磕头皮带”的输送效率较低。
技术实现要素:
7.为了克服现有技术的不足,本发明的目的在于提供一种六角皮带转动机构,其能够筛出不符合设定的产品,并且,在其运行的全过程内,其皮带不需要暂停,从而能够提高传输效率。
8.本发明的目的采用如下技术方案实现:
9.六角皮带转动机构,包括固定基座,所述固定基座设有转动驱动电机,所述转动驱
动电机的输出轴固接有后转动板,所述后转动板的前侧通过若干连接杆固接有前转动板,所述后转动板与所述前转动板之间可转动地设有六根辊轴,六根所述辊轴绕所述输出轴的中心轴线均匀分布,六根所述辊轴共同绕设有一条传送带,所述后转动板与所述前转动板之间设有传动轴,所述传动轴的前、后两端分别与所述前转动板与所述后转动板可转动地连接,所述固定基座设有带驱动电机,所述传动轴固定地套设有第一带轮和第二带轮,所述带驱动电机的驱动轴与所述第一带轮通过第一传动带连接,所述第二带轮与其中一个所述辊轴通过第二传动带连接。
10.具体地,所述前转动板与所述后转动板通过至少三根所述连接杆相互固接。
11.具体地,所述后转动板的前侧设有张紧滑动板,所述张紧滑动板设有连接长孔,所述连接长孔穿设有调节螺钉,所述调节螺钉能将所述张紧滑动板固定于所述后转动板的前侧,所述张紧滑动板设有张紧轮。
12.具体地,六根所述辊轴的表面均设有同步齿,所述传送带为同步带。
13.具体地,所述第一带轮为同步带轮,所述第一传动带为同步带。
14.具体地,所述第二带轮为同步带轮,所述第二传动带为同步带。
15.相比现有技术,本发明的有益效果在于:
16.在转动驱动电机驱动后转动板朝方向h转动60
°
的过程中,传送带持续不断输送,因而传送带的顶侧段能够不作间断地接收后面紧接而来的产品。由于传送带在工作过程中不因后转动板的转动而停顿,传送带能够实现持续不断的输送,从而能够提高输送的效率。
附图说明
17.图1为现有技术中“磕头皮带”及前、后侧输送机构的示意图,其中“磕头皮带”的前带段处于水平状态;
18.图2为现有技术中“磕头皮带”及前、后侧输送机构的示意图,其中“磕头皮带”的前带段处于倾斜状态;
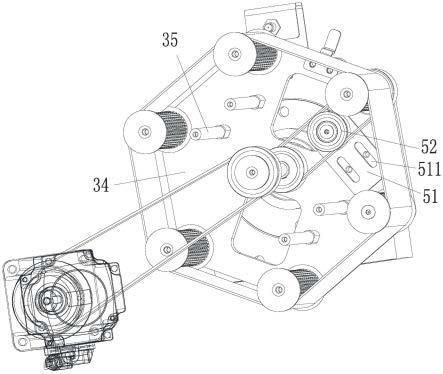
19.图3为六角皮带转动机构的立体视图;
20.图4为六角皮带转动机构的另一立体视图;
21.图5为六角皮带转动机构的局部视图;
22.图6为六角皮带转动机构的另一局部视图;
23.图7为六角皮带转动机构及前、后侧输送机构的示意图;
24.图8为六角皮带转动机构及前、后侧输送机构的另一状态示意图。
25.图中:1、转动驱动电机;11、输出轴;2、带驱动电机;31、辊轴;32、传送带;33、传动轴;331、第一带轮;332、第二带轮;34、后转动板;35、连接杆;36、前转动板;41、第一传动带;42、第二传动带;
26.51、张紧滑动板;511、连接长孔;52、张紧轮。
具体实施方式
27.下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
28.见图3至图6,六角皮带转动机构,包括固定基座,固定基座设有转动驱动电机1,转动驱动电机1的输出轴11固接有后转动板34,后转动板34的前侧通过若干连接杆35固接有前转动板36。
29.后转动板34与前转动板36之间可转动地设有六根辊轴31,六根辊轴31绕输出轴11的中心轴线均匀分布。六根辊轴31共同绕设有一条传送带32。
30.后转动板34与前转动板36之间设有传动轴33,传动轴33的前、后两端分别与前转动板36与后转动板34可转动地连接。
31.固定基座设有带驱动电机2,传动轴33固定地套设有第一带轮331和第二带轮332,带驱动电机2的驱动轴与第一带轮331通过第一传动带41连接,第二带轮332与其中一个辊轴31通过第二传动带42连接。
32.具体地,前转动板36与后转动板34通过至少三根连接杆35相互固接。
33.具体地,后转动板34的前侧设有张紧滑动板51(见图6),张紧滑动板51设有连接长孔511,连接长孔511穿设有调节螺钉(图未示出),调节螺钉能将张紧滑动板51固定于后转动板34的前侧,张紧滑动板51设有张紧轮52。放松调节螺钉,可以沿连接长孔511调节张紧滑动板51的位置,从而调节张紧轮52的位置,从而调节张紧轮52对第二传动带42的张紧程度。
34.具体地,六根辊轴31的表面均设有同步齿,传送带32为同步带。
35.具体地,第一带轮331为同步带轮,第一传动带41为同步带。
36.具体地,第二带轮332为同步带轮,第二传动带42为同步带。
37.本发明的皮带转动机构的工作过程为:
38.对比结合图7、图8,当识别装置(参考背景技术)识别到处于后侧输送机构上且待进入传送带32顶侧段的产品的前、后侧朝向或正、反面朝向符合设定时,后转动板34处于常规传动状态:后转动板34保持静止,传送带32沿方向f输送,传送带32的顶侧段自后往前朝上倾斜,传送带32的顶侧段与水平面之间的夹角为a,5
°
≤a≤40
°
。
39.该被识别符合设定的产品被后侧输送机构输送至传送带32的顶侧段,继而被传送带32的顶侧段向前带动,并获得自后往前倾斜朝上的速度,该速度使产品在离开传送带32的顶侧段后,由于惯性继续向前飞跃,从而最终落到前侧输送机构(如图7中产品1),从而被继续往前输送。
40.当识别装置(参考背景技术)识别到待进入传送带32的产品的前、后侧朝向或正、反面朝向不符合设定时,识别装置反馈控制系统,控制系统控制后转动板34:当该不符合设定的产品进入传送带32顶侧段时,转动驱动电机1驱动后转动板34朝方向h转动60
°
(对比结合图7、图8),从而使该不符合设定的产品随后转动板34朝方向h转动60
°
,从而转动至传送带32的前侧段处(对比图7、图8中产品2的状态),该前侧段倾斜朝下,该不符合设定的产品会被传送带32继续向前输送,从而掉落而被筛出。
41.对比结合图7、图8,在上述转动驱动电机1驱动后转动板34朝方向h转动60
°
的过程中,传送带32持续不断沿方向f输送,因而传送带32的顶侧段能够不作间断地接收后面紧接而来的产品(对比图7、图8中产品3的状态)。由于传送带32在工作过程中不因后转动板34的转动而停顿,传送带32能够实现持续不断的输送,从而能够提高输送的效率。
42.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,
本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1