条烟抓取装置的制作方法
1.本发明涉及一种运输或贮存装置,特别涉及一种与气动结合的用于捡取或放下物件或物料的装置。
背景技术:
[0002][0003]
现有技术中,专利号为zl 201821167795.5的公开文本提供了一种异型烟包装系统用抓取吸盘,在基架的横移导轨上滑动连接有一组以上的抓取组件,抓取组件与固定于基架上的横移丝杆步进电机连接;包括上支撑板,上支撑板的两端均经导向座与横移导轨滑动连接,上支撑板还经四根立柱与下支撑板连接,下支撑板上设有竖移导套,竖移导套与竖移导轨滑动连接,竖移导轨的顶端与联动板连接,竖移导轨的底端与吸盘组件连接,联动板还与固定于上支撑板的竖移丝杆步进电机的丝杆螺纹连接;上支撑板还经步进横移牵引螺母与横移丝杆步进电机的丝杆连接螺纹连接;通过该结构,使吸盘组件能够根据待抓取异型条烟的烟高调整吸盘组件的竖直位置,进而使抓取组件能够同时抓取烟高差大的异型条烟而不会出现压伤的情况,有效提高了抓取效率,其抓取组件能够同时抓取烟高差超过10mm的异型条烟,其适用范围更广。
[0004]
但是,上述现有技术,由于要把步进电机安装在吸盘组件之上以实现对单排吸盘组件高度以及两排吸盘组件之间距离的调节,这使得整个抓取吸盘过于笨重,在抓取了条装香烟并进行转移的过程中,导致承载其抓取吸盘的机械臂负荷过大。此外,该抓取吸盘仅仅是解决了在抓烟时所出现的散垛问题,在抓烟后转移至其他的用于进行裹膜或码垛区域时,由于抓取吸盘过重的重量造成更大的惯性,使得抓取吸盘在机械臂刹停的瞬间会出现严重的抖动。
技术实现要素:
[0005]
本发明的目的是提供一种条烟抓取装置,旨在能精准调节吸盘高度以及两吸盘间距,以实现同时抓取多条不同规格异型烟,并大幅降低抓取装置的重量。
[0006]
为了实现上述目的,本发明采用如下技术方案:
[0007]
一种条烟抓取装置,其特征在于,包括至少两组底部设置有吸盘的吸盘组件,以及相对所述吸盘组件独立设置的丝杆螺母机构;所述丝杆螺母机构包括丝杆、牵引螺母和导轨;
[0008]
还包括用于控制所述丝杆转动与否的步进电机,所述牵引螺母随所述丝杆的转动与否而平移或锁定;
[0009]
还包括一端连接一吸盘组件、另一端连接丝杆螺母机构中的牵引螺母并被其所牵引的钢导线;其中一吸盘组件相对于另一吸盘组件所拉开的间距,以及吸盘的升降高度,均受牵引所述钢导线的牵引螺母所限定。
[0010]
在上述技术方案的基础上,可以作如下改进:
[0011]
作为一种改进,所述吸盘组件包括控制所述吸盘竖直升降的竖向气缸。
[0012]
作为进一步改进,还包括控制一组吸盘组件相对于另一组吸盘组件平移的横向气缸。
[0013]
作为一种改进,所述吸盘组件还包括用于将所述吸盘固定的连接板,以及用于固定所述竖向气缸的气缸支座;所述吸盘组件的数量为奇数个,每组吸盘组件上所述吸盘的数量为至少两个;位于最中心处的吸盘组件作为中央吸盘组件,除所述中央吸盘组件外,其他的每一吸盘组件所连接的钢导线有两条;其中,
[0014]
一所述钢导线竖直地固定于所述吸盘组件的连接板上,另一所述钢导线水平地固定于所述吸盘组件的气缸支座上。
[0015]
作为一种改进,所述横向气缸和竖向气缸的缸体内均被充气并维持特定压强。
[0016]
作为进一步改进,条烟抓取装置还包括导线管,所述气缸支座上设置有用于供所述钢导线穿过的导线孔,所述中央吸盘组件上的气缸支座作为中心支座,所述导线管的一端插入所述中心支座内并对应其导线孔,另一端从中心支座的侧面伸出并向上弯曲,钢导线经所述导线孔从导线管的一端穿入所述导线管内,并从导线管的另一端伸出。
[0017]
作为一种改进,所述横向气缸为成对设置,其缸体均设置于夹在两组吸盘组件中间的一组吸盘组件的所述气缸支座之上,其中的一条横向气缸的的伸缩杆末端连接左侧吸盘组件的气缸支座,另外一条横向气缸的伸缩杆末端连接右侧吸盘组件的气缸支座。
[0018]
作为进一步改进,所述吸盘组件的数量为五组,每组吸盘组件的吸盘数量为两个,所述横向气缸的数量为两对,对应每组吸盘组件的所述竖向气缸为一对,每对横向气缸的缸体均安装于夹在两组吸盘组件中间的一组吸盘组件的所述气缸支座的上端面,对于每对横向气缸,其中的一条横向气缸的伸缩杆连接最外侧吸盘组件的气缸支座,另外一条横向气缸的伸缩杆连接中心支座。
[0019]
作为一种改进,还包括从侧面贯穿气缸支座的导向孔,以及一穿过所述导向孔的导向杆,气缸支座能沿所述导向杆水平滑动。
[0020]
本发明相对于现有技术,具有如下有益效果:
[0021]
(1)将连接有步进电机丝杆螺母机构相对吸盘组件独立设置,并通过钢导线来对吸盘组件中吸盘的高度和吸盘组件间的距离进行控制,使得抓取装置中用于抓烟的所有吸盘组件中,其重量大部分集中于气缸、吸盘、连接板和支座这类轻型部件上,从而大幅降低了吸盘组件的重量;
[0022]
(2)由于竖向气缸和横向气缸被充气以使缸体维持一定压强,通过步进电机来转动丝杆一定角度,使得连接钢导线的牵引螺母停留在一定位置,以牵引吸盘组件中的吸盘或吸盘组件本身,实现了对吸盘的高度,或者吸盘组件之间的间距的精准调节;
[0023]
(3)通过独立地控制每一步进电机的转动角度,即可实现对整个抓组装置的每一吸盘组件上的吸盘高度,以及每两个相邻吸盘组件的间距,进行独立调节,实现多条不同规格的异型烟的同时抓取,也可实现多条常规烟和少量异型烟混杂时的同时抓取。
附图说明
[0024]
为了更清楚地说明本发明的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍。
[0025]
图1为条烟抓取装置的整体结构示意图;
[0026]
图2为一组吸盘组件及丝杆螺母机构的连接架构示意图;
[0027]
图3为气缸支座的结构示意图;
[0028]
图4为吸盘间距调节机构的结构示意图;
[0029]
图5为隐去丝杆螺母牵引装置后的条烟抓取装置结构示意图;
[0030]
图6为中心支座的结构示意图;
[0031]
图7为丝杆螺母牵引装置的部分零部件分解的示意图;
[0032]
图8为固定座上钢6导线固定结构的零部件爆炸示意图;
[0033]
图9为丝杆螺母牵引装置的总体结构示意图;
[0034]
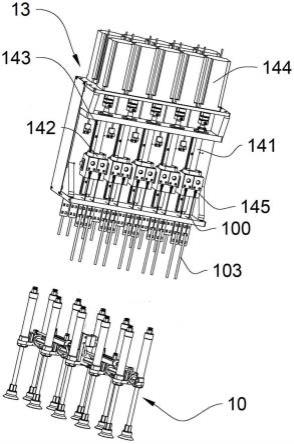
图10为条烟抓取装置的部分结构示意图;
[0035]
为了帮助理解本发明,在此提供在附图中找到的组件和/或零部件对应的编号如下:
[0036]
10、条烟抓取装置;100、钢导线;101、线环;102、导线孔;103、导线管; 11、吸盘组件;111、吸盘;112、连接板;113、气缸支座;114、竖向气缸;110、中央吸盘组件;116、中心支座;117、夹持孔;121、导向杆;122、横向气缸; 123、导向孔;13、丝杆螺母牵引装置;130、支架;131、立板;132、顶横板; 133、底横板;134、过线孔;135、圆孔;14、丝杆螺母机构;141、丝杆;142、牵引螺母;143、导轨;144、步进电机;145、固定座;146、线槽;147、内螺纹孔;148、固定片;149、通孔;
[0037]
应该理解的是,附图不一定是按比例绘制的。显而易见地,上述附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以参照这些附图而获得其他的附图。
具体实施方式
[0038]
下面将结合附图,对本发明实施例中的技术方案进行清楚、完整地描述。
[0039]
需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后、顶、底、内、外、垂向、横向、纵向,逆时针、顺时针、周向、径向、轴向
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0040]
如图1所示,为了使附图显示更为简洁,图中并未将连接丝杆螺母机构14 与吸盘组件11的钢导线100及导线管103画出,对于钢导线100及导线管103 的具体连接示意,可以参照图2、图4和图9。
[0041]
如图1所示,该条烟抓取装置10包括用于条烟抓取的吸盘组件11、吸盘间距调节机构以及用于条烟抓取装置10的丝杆螺母牵引装置13。
[0042]
如图2所示,该用于条烟抓取的吸盘组件11被一独立设置的丝杆螺母机构 14通过钢导线100所控制,吸盘组件11包括吸盘111、连接板112、气缸支座 113、以及竖向气缸114。连接板112用于将吸盘111固定,气缸支座113用于固定竖向气缸114的缸体,竖向气缸114的伸缩杆末端固定连接板112。吸盘 111的数量为一对,两吸盘111分别位于连接板112的两端,竖向气缸114的数量为一对,两竖向气缸114的缸体分别固定于气缸支座113的两端,并与两吸盘111分别对应。
[0043]
如图3所示,气缸支座113上设置有竖向的导线孔102,钢导线100穿过导线孔102后竖直地固定于连接板112上。其中,导线孔102为两条,对应的两条钢导线100对称地分布于连接板112的两端。
[0044]
如图4所示,该吸盘间距调节机构中,吸盘111分别固定于连接板112下端面两侧,竖向气缸114的伸缩杆末端固定连接板112,用于固定竖向气缸114 的气缸支座113,从侧面贯穿气缸支座113的导向孔123,以及一穿过导向孔123 的导向杆121,气缸支座113能沿导向杆121水平滑动。
[0045]
具体地,吸盘间距调节机构还包括用于控制一组吸盘组件11相对于另一组吸盘组件11平移的横向气缸122,横向气缸122为成对设置,其缸体均设置于夹在两组吸盘组件11中间的一组吸盘组件11的气缸支座113之上,其中的一条横向气缸122的的伸缩杆末端连接左侧吸盘组件11的气缸支座113,另外一条横向气缸122的伸缩杆末端连接右侧吸盘组件11的气缸支座113。
[0046]
具体地,每对横向气缸122均为小型气缸,两个横向气缸122的缸体相拼接而成一体后,固定在气缸支座113的顶部。
[0047]
具体地,吸盘间距调节机构还包括一端水平地固定于气缸支座113上的钢导线100,钢导线100被一丝杆螺母机构14所控制,钢导线100连接丝杆螺母机构14中的牵引螺母142,使其中一吸盘组件11相对于另一吸盘组件11所拉开的间距均受牵引钢导线100的螺母所限定。
[0048]
如图5所示,条烟抓取装置10的吸盘组件11数量为五组,每组吸盘组件 11的吸盘111数量为两个,横向气缸122的数量为两对,对应每组吸盘组件11 的竖向气缸114为一对,每对横向气缸122的缸体均安装于夹在两组吸盘组件11中间的一组吸盘组件11的气缸支座113的上端面,位于最中心处的吸盘组件 11作为中央吸盘组件110,除中央吸盘组件110外,其他的每一吸盘组件11所连接的钢导线100有两条,对于每对横向气缸122,其中的一条横向气缸122的伸缩杆连接最外侧吸盘组件11的气缸支座113,另外一条横向气缸122的伸缩杆连接中心支座116。
[0049]
具体地,如图6所示,条烟抓取装置10还包括导线管103,气缸支座113 上设置有用于供钢导线100穿过的导线孔102,中央吸盘组件110上的气缸支座 113作为中心支座116,导线管103的一端插入中心支座116内并对应其导线孔 102,另一端从中心支座116的侧面伸出并向上弯曲,钢导线100经导线孔102 从导线管103的一端穿入导线管103内,并从导线管103的另一端伸出。中心支座116顶部设置有夹持孔117,该夹持孔117用于固定与带有杆件的机械臂或天梯等设备进行固定。
[0050]
如图7所示,该丝杆螺母牵引装置13,用于条烟抓取装置10中气缸伸缩量的精准控制,其包括支架130,以及设置于机架1上的丝杆螺母机构14;丝杆螺母机构14包括丝杆141,旋接于丝杆141上的牵引螺母142;还包括用于控制丝杆141转动与否的步进电机144,套接牵引螺母142并固定、且被丝杆141 贯穿的固定座145,分别连接固定座145内侧面与机架1的、并用于限制固定座 145转动的导轨143。
[0051]
如图8所示,丝杆螺母牵引装置13还包括一固定片148,钢导线100连接固定座145的所在端的部分线段弯折形成线环101;固定座145的外侧面开设有用于放置线环101的线槽146,以及位于线槽146的中心和两侧、成品字形分布的内螺纹孔147;固定片148上开设有
与内螺纹孔147相对应的通孔149,固定片148压在线环101之上并通过螺栓旋紧实现对线环101的固定。
[0052]
具体地,支架130包括一立板131,以及分别设置于立板131顶、底部的顶横板132和底横板133;丝杆螺母机构14位于顶横板132和底横板133之间,导轨143安装于立板131上,顶横板132上开设有供钢导线100穿过的过线孔 134;步进电机144固定于底横板133的下方,且底横板133开设有供步进电机 144的转动轴穿过的圆孔135,步进电机144的转动轴穿过圆孔135后与丝杆 141相连接。
[0053]
具体地,在顶横板132的上端面、过线孔134的旁侧设置有用于固定导线管103的固定架。
[0054]
具体地,固定座145上的线槽146和内螺纹孔147,均设置为两组。
[0055]
如图9所示,丝杆螺母机构14的数量为十组,在立板131的两侧分别布置五组,每组丝杆螺母机构14对应一组步进电机144。
[0056]
以下通过图10来对条烟抓取装置10的各吸盘组件11的间距和高度来进行说明。
[0057]
本技术实施例中的调节条烟抓取装置10各吸盘组件11间距和高度的方法,具体包括如下步骤:
[0058]
步骤一,设置步进电机144及丝杆螺母机构14,其丝杆141转动与否由步进电机144所控制。
[0059]
步骤二,将每条钢导线100的一端连接吸盘组件11,另一端连接丝杆螺母机构14中的螺母并被其所牵引。
[0060]
具体地,丝杆螺母机构14分为第一丝杆螺母机构152和第二丝杆螺母机构 162,吸盘111的升降由第一丝杆螺母机构152及第一步进电机151所控制,吸盘组件11之间的间距由第二丝杆螺母机构162及第二步进电机161所控制。
[0061]
步骤三,对竖向气缸114和横向气缸122进行充气以使缸体内维持特定压强。
[0062]
步骤四,第一步进电机151控制第一丝杆螺母机构152的丝杆141转动以使牵引螺母142行进至第一特定位置,吸盘组件11底部的吸盘111下降至钢导线100被绷紧后,吸盘111即下降至第一特定位置相对应的高度。
[0063]
步骤五,第二步进电机161控制第二丝杆螺母机构162的丝杆141转动以使牵引螺母142行进至第二特定位置,将一吸盘组件11相对另一吸盘组件11 拉开至钢导线100被绷紧后,两吸盘组件11即被调整至与第二特定位置相对应的间距。
[0064]
步骤六,第一步进电机151控制第一丝杆螺母机构152的丝杆141转动以使螺母行进至第三特定位置,带动钢导线100拉动吸盘111升高至与第三特定位置相对应高度。
[0065]
步骤七,第二步进电机161控制第二丝杆螺母机构162的丝杆141转动以使螺母行进至第四特定位置,带动钢导线100拉动一吸盘组件11靠近另一吸盘组件11,使两吸盘组件11被调整至与第四特定位置相对应的间距。
[0066]
以上对本发明进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1