一种锂电池回收设备及使用方法与流程
1.本发明涉及锂电池回收技术领域,特别是涉及一种锂电池回收设备及其使用方法。
背景技术:
2.锂电池是以锂金属或锂合金为阳极材料,使用非水电解质溶液的电池,锂电池与锂离子电池不一样的是,前者是一次电池,后者是充电电池。目前锂电池在达到使用寿命后通常需要对其进行回收,但是目前的回收装置的回收效率不高,在回收较多的锂电池时需要花费较长时间,而且在回收过程中还需高频次的中断回收工序。
技术实现要素:
3.本发明的主要目的是为了提供一种锂电池回收设备及其使用方法,可对锂电池进行批量回收,在回收过程中更换储放箱无需中止锂电池的放入工序,可提高回收效率。
4.本发明的目的可以通过采用如下技术方案达到:一种锂电池回收设备,包括回收箱体,所述回收箱体的内侧设置有导向槽板,所述导向槽板的下方设置有相邻分布的第一储放箱和第二储放箱,所述回收箱体的左、右侧面分别贯穿有第一通道和第二通道,所述回收箱体的前侧面贯穿有储放箱出口,所述第一通道外设置有用于驱动第一储放箱向储放箱出口所处方向移动的第一直线模组,所述第二通道外设置有用于驱动第二储放箱向储放箱出口所处方向移动的第二直线模组,所述回收箱体的内侧壁沿倾斜方向开设有对立分布的第一限位槽和第二限位槽,且所述第一限位槽和第二限位槽的底端均位于导向槽板的开口处上方,所述第一限位槽和第二限位槽内均穿插有用于支撑锂电池并使锂电池沿上述倾斜方向滚至导向槽板内的滚动导向件。
5.优选的,所述导向槽板的底端沿水平方向贯穿有插槽;还包括有用于穿插于插槽内的插板,所述插板穿插于插槽内用于使插槽内空间分为上下部分,且所述上、下部分互不贯通。
6.优选的,所述视窗槽和第二储放箱的前侧面均贯穿有多个沿高度方向间隔分布的视窗槽。
7.优选的,所述导向槽板和回收箱体的内后侧壁之间连接有多根固定杆。
8.优选的,所述滚动导向件包括有两个间隔分布的支撑柱,两个所述支撑柱之间沿长度方向分布有可转动的多根辊轴。
9.优选的,所述第一限位槽和第二限位槽的顶端均延伸至回收箱体的顶端面,且所述第一限位槽的顶端与所述回收箱体的内后侧壁相邻设置,所述第二限位槽的顶端与所述回收箱体的内前侧壁相邻设置。
10.优选的,所述第一限位槽的底端低于第二限位槽的底端,或,所述第二限位槽的底端低于第一限位槽的底端。
11.一种锂电池回收设备的使用方法,包括以下步骤步骤1、在安装时,依次将第二储放箱和第一储放箱放入回收箱体内,且使第一储放箱位于导向槽板的正下方;步骤2、使第一直线模组的螺母座与第一储放箱进行连接,使第二直线模组的螺母座与第二储放箱进行连接;步骤3、分别在第一限位槽和第二限位槽内放入对应的滚动导向件,使两个对立分布的滚动导向件的底端均位于导向槽板的竖直通道上方;步骤4、使用时,向回收箱体的顶部开口处放入需回收的锂电池,若锂电池不经过滚动导向件直接从导向槽板的竖直通道上方掉落,那么锂电池直接掉入位于导向槽板下方的第一储放箱内;若锂电池经过滚动导向件,会随着多根辊轴的分布方向逐渐向导向槽板所处方向移动,直至锂电池脱离于辊轴进入导向槽板内;步骤5、根据第一储放箱前侧面的视窗槽观察第一储放箱内的锂电池数量,若锂电池堆积至预定高度,此时可将插板穿插于插槽内,使进入导向槽板内的锂电池不再继续往下掉;步骤6、利用第一直线模组使第一储放箱向前移动,在第一储放箱凸出于储放箱出口至少三分之二的部分后使第一储放箱脱离于第一直线模组,继续取出第一储放箱;步骤7、利用第二直线模组使第二储放箱向前移动,直至第二储放箱位于导向槽板的正下方,然后抽出插板,此时位于插板上的锂电池会掉落于第二储放箱内本发明的有益技术效果:1、本发明提供的第一、第二储放箱在进行更换时,配合穿插于导向槽板上插槽的插板使用可无需中止锂电池的放入工序,另外在批量放入锂电池时,部分锂电池落在倾斜的滚动导向件上,可避免锂电池一次性冲入导向槽板的竖直通道内,有效起到了分流的效果,而且两个对立的滚动导向件的底端高度并不相同,保证从两个滚动导向件上滑落的锂电池不会因为相撞而影响锂电池的落下效率,进而提高了锂电池的回收效率。
12.2、本发明提供的两个滚动导向件均倾斜设置,可保证其上的锂电池沿着第一或第二储放箱的两对侧壁进行堆叠,保证锂电池不至于只在第一、第二储放箱的中间进行堆积,避免锂电池在第一、第二储放箱内过快的堆积,提高了第一、第二储放箱的空间利用率。
附图说明
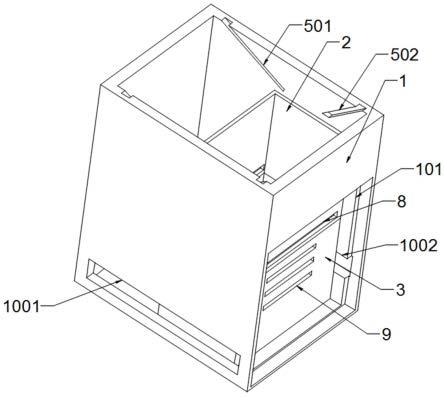
13.图1为按照本发明的实施例的回收箱体立体示意图;图2为按照本发明的实施例的回收箱体侧视剖面示意图;图3为按照本发明的实施例的滚动导向件立体示意图;图4为按照本发明的实施例的回收箱体俯视示意图。
14.图中:1-回收箱体,101-储放箱出口,2-导向槽板,3-第一储放箱,4-第二储放箱,501-第一限位槽,502-第二限位槽,6-滚动导向件,601-支撑柱,602-辊轴,7-固定杆,8-插槽,9-视窗槽,1001-第一通道,1002-第二通道,11-第一直线模组,12-第二直线模组。
具体实施方式
15.为使本领域技术人员更加清楚和明确本发明的技术方案,下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
16.如图1-图4所示,本实施例提供的锂电池回收设备,包括回收箱体1,回收箱体1的内侧设置有导向槽板2,导向槽板2具有一竖直通道,导向槽板2的下方设置有前后相邻分布的第一储放箱3和第二储放箱4,两个储放箱大小相同,两个储放箱方便对大量的锂电池进行储存,而且也易更换,回收箱体1的左、右侧面分别贯穿有第一通道1001和第二通道1002,第一通道1001所处位置低于第二通道1002所处位置,回收箱体1的前侧面贯穿有储放箱出口101,储放箱出口101竖向横截面大于第一、第二储放箱的竖向横截面,第一通道1001外设置有用于驱动第一储放箱3向储放箱出口101所处方向移动的第一直线模组11,第二通道1002外设置有用于驱动第二储放箱4向储放箱出口101所处方向移动的第二直线模组12,第一、第二直线模组均可为滚珠丝杠,且第一、第二储放箱连接于各自的滚珠丝杠的螺母座,而且螺母座与储放箱之间的连接为可拆卸连接,如在储放箱和螺母座之间均开设螺孔,并通过螺杆旋合于相邻的两个螺孔使螺母座和对应的储放箱进行连接,回收箱体1的内侧壁沿倾斜方向开设有对立分布的第一限位槽501和第二限位槽502,倾斜方向为倾斜向下,如图1所示,且第一限位槽501和第二限位槽502的底端均位于导向槽板2的开口处上方,第一限位槽501和第二限位槽502内均穿插有用于支撑锂电池并使锂电池沿上述倾斜方向滚至导向槽板2内的滚动导向件6,滚动导向件6包括有两个间隔分布的支撑柱601,两个支撑柱601之间沿长度方向分布有可转动的多根辊轴602,保证锂电池能有效且快速的进入导向槽板2内,这样有利于持续放入较为大量的锂电池,可提高锂电池的回收效率。
17.在本实施例中,如图2所示,导向槽板2和回收箱体1的内后侧壁之间连接有多根固定杆7,方便对导向槽板2进行固定,使导向槽板2即使长期被锂电池撞击也能保持较高的稳定性。
18.在本实施例中,如图1所示,导向槽板2的底端沿水平方向贯穿有插槽8;还包括有用于穿插于插槽8内的插板,插板穿插于插槽8内用于使插槽8内空间分为上下部分,且上、下部分互不贯通,互不贯通即为可阻止锂电池继续向下掉落,保证在移动第一或第二储放箱的时候中止锂电池的掉落,在移动第一或第二储放箱的时候,不用中止锂电池的放入工序,可提高回收效率。
19.在本实施例中,如图1所示,视窗槽9和第二储放箱4的前侧面均贯穿有三个沿高度方向间隔分布的视窗槽9,方便观察第一、第二储放箱内的锂电池堆叠量,便于及时抽出即将放满的第一或第二储放箱。
20.在本实施例中,如图1所示,第一限位槽501和第二限位槽502的顶端均延伸至回收箱体1的顶端面,方便对滚动导向件6进行放置和抽出,便于对滚动导向件6进行抽出清洗,且第一限位槽501的顶端与回收箱体1的内后侧壁相邻设置,第二限位槽502的顶端与回收箱体1的内前侧壁相邻设置,保证锂电池仅会从滚动导向件6或直接从导向槽板2正上方掉
落至导向槽板2内。
21.在本实施例中,如图1所示,第一限位槽501的底端低于第二限位槽502的底端,或,第二限位槽502的底端低于第一限位槽501的底端,保证从对立的两个滚动导向件6上掉落的锂电池不会对撞,保证锂电池的掉落效率。
22.一种锂电池回收设备的使用方法,包括以下步骤步骤1、在安装时,依次将第二储放箱4和第一储放箱3放入回收箱体1内,且使第一储放箱3位于导向槽板2的正下方,导向槽板2的通道口不大于第一储放箱3的开口,保证从导向槽板2内的锂电池能完整掉落至第一或第二储放箱内;步骤2、使第一直线模组11的螺母座与第一储放箱3进行可拆卸连接,使第二直线模组12的螺母座与第二储放箱4进行可拆卸连接,方便驱动第一、第二储放箱向前移动;步骤3、分别在第一限位槽501和第二限位槽502内放入对应的滚动导向件6,使两个对立分布的滚动导向件6的底端均位于导向槽板2的竖直通道上方,可使锂电池直接掉落至导向槽板2内,而且两个倾斜对立放置的滚动导向件6可保证锂电池沿着第一储放箱3的两对侧壁进行放置,保证锂电池不至于只在第一储放箱3的中间进行堆积,避免锂电池在第一储放箱内过快的堆积,第二储放箱4同理;步骤4、使用时,向回收箱体1的顶部开口处放入需回收的锂电池,若锂电池不经过滚动导向件6直接从导向槽板2的竖直通道上方掉落,那么锂电池直接掉入位于导向槽板2下方的第一储放箱3内;若锂电池经过滚动导向件6,会随着多根辊轴602的分布方向逐渐向导向槽板2所处方向移动,直至锂电池脱离于辊轴602进入导向槽板2内;步骤5、根据第一储放箱3前侧面的视窗槽9观察第一储放箱3内的锂电池数量,若锂电池堆积至预定高度,此时可将插板穿插于插槽8内,使进入导向槽板2内的锂电池不再继续往下掉;步骤6、利用第一直线模组11使第一储放箱3向前移动,在第一储放箱3凸出于储放箱出口101至少三分之二的部分后使第一储放箱3脱离于第一直线模组11,继续取出第一储放箱3;步骤7、利用第二直线模组12使第二储放箱4向前移动,直至第二储放箱4位于导向槽板2的正下方,然后抽出插板,此时位于插板上的锂电池会掉落于第二储放箱4内,可保证第二储放箱4快速的对锂电池进行回收,缩短更换储放箱的时间,提高了回收效率,而且在更换储放箱的时候,无需停止锂电池的放入,进一步的提高了回收效率。
23.综上所述,在本实施例中,本实施例提供的第一、第二储放箱在进行更换时,配合穿插于导向槽板2上插槽8的插板使用可无需中止锂电池的放入工序,另外在批量放入锂电池时,部分锂电池落在倾斜的滚动导向件6上,可避免锂电池一次性冲入导向槽板2的竖直通道内,有效起到了分流的效果,而且两个对立的滚动导向件6的底端高度并不相同,保证从两个滚动导向件6上滑落的锂电池不会因为相撞而影响锂电池的落下效率,进而提高了锂电池的回收效率。
24.以上所述,仅为本发明进一步的实施例,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明所公开的范围内,根据本发明的技术方案及其构思加以等同替换或改变,都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1