一种新型一体化防弹油罐结构的制作方法
1.本发明属于防弹防护技术领域,涉及到一种新型一体化防弹油罐结构。
背景技术:
2.防弹油罐是保证油料储存与运输安全的重要装置,也是防弹加油车或防弹运油车车体结构的主要组成部分,加油运油车是保障军队、维和部队、武警部队油料补给的主要装备。随着近期国际局势变化,冲突战争频发,为适应新时期作战、反恐、维和等任务需求,急需发开一种具有一定防弹防护能力的油罐结构,为加油运油车的整体防弹提供支持补齐短板。保证油料的运输安全,减少人员及装备受到威胁伤害。
3.目前主流的防弹油罐结构多是以外挂披甲的形式呈现,这种传统的外挂形式存在焊接结构复杂,外挂钢板焊接受热后防弹性能下降等问题,另外外挂式钢板自重大,且如被击穿后更换难度大。外挂式结构不仅影响原车外形尺寸,还会影响原车的机动性能。而如果采用复合材料外挂装甲,则成本又较高。
4.申请号为202110365811.1的中国发明专利公开了一种可防弹油罐运输车,由油罐和运输车组成,其油罐罐体的前后面板和左右侧面板都为具有一定倾斜角度的装甲板,易于造成冲击弹丸的跳弹,或者增加弹丸侵切方向的厚度,从而提高了油罐的抗弹性能。这种装甲板使罐体重量增加,不能保留原车外形,从而影响加油运油车的机动性。
5.申请号为202110921452.3的中国发明公开了一体式防弹油罐,包括:罐体和操作舱,罐体和操作舱的侧板呈一体化结构,罐体和操作舱的侧板采用防弹钢板折弯成型且折弯后的罐体和操作舱的侧面形成弧面;罐体内壁涂覆防腐导静电涂层,罐体的内底部水平固定有安装支架。该操作舱结构使罐体结构复杂,空间利用率低,不方便维修。
技术实现要素:
6.本发明的目的是提供一种新型一体化防弹油罐结构,克服现有技术的不足,解决现有防弹油罐的外挂结构过于复杂、自重过大、影响原车外形和机动性能的问题,同时解决传统防弹钢板焊接后防弹性能下降、击穿后更换复杂的问题,另外解决如采用复合材料装甲则成本过高的问题,实现防弹加油运油车的整体防弹,保证油料的运输安全。
7.为实现上述目的,本发明通过以下技术方案实现:一种新型一体化防弹油罐结构,包括筒体和端板,其特征在于,所述筒体是由三段筒段沿其长度方向拼焊而成的一体化结构,筒体两端分别与端板封闭焊接;居中筒段上设有罐口组件,居中筒段的内部垂直筒段的长度方向设有加强环板,加强环板焊接于居中筒段的内壁上;所述筒体的厚度为2.4mm~6.5mm;所述筒体的底部平行连接有两条纵梁,筒体底部外壁通过多个承托筋板与纵梁相连接;所述筒体和端板中的材质为均质装甲钢板sf550,其化学成分按重量百分比为:c 0.26~0.31%,si 0.20~0.40%,mn 0.75~1.10%,p≤0.015%,s≤0.01%,cr 0.75~1.10%,ni 1.05~1.30%,mo 0.25~0.45%,cu≤0.25%,余量为铁和不可避免的杂质,其横向屈服强度≥1300mpa,抗拉强度≥1700mpa,延伸率 ≥5%,-40℃
纵向冲击功≥20j,表面至心部布氏硬度520-580hbw。
8.进一步的,所述均质装甲钢板sf550其化学成分按重量百分比为:c 0.26~0.31%,si 0.20~0.40%,mn 0.75~1.10%,p≤0.015%,s≤0.01%,cr 0.75~1.10%,ni 1.05~1.30%,mo 0.25~0.45%,cu≤0.25%,余量为铁和不可避免的杂质。进一步的,三段所述筒段之间的焊缝是采用融化极惰性气体保护焊焊接而成,焊接条件为:焊缝采用y型坡口焊接,焊丝直径φ1.2~2.0mm,电弧电压16-24v,焊接电流200-300a。
9.进一步的,所述加强环板的底部设有豁口,该豁口使加强环两侧相连通形成通道。
10.进一步的,所述筒段分别采用液压数控卷板机或数控折弯机预制成形。
11.进一步的,所述筒体的截面为椭圆形、圆形、六边棱形中的任一种。
12.进一步的,所述加强环板上分布有加强环板减重孔,环形的加强环板的内孔截面积与筒体的截面积的比为1:1.15-1.35。
13.进一步的,所述筒体和端板的内表面涂覆有防腐防静电涂层,外表面涂覆有军品级防弹防爆涂层;涂层涂覆技术指标:固含量≥99.5%,凝胶时间≤10s;拉伸断裂强力≥45mpa;撕裂强度≥140n/mm,附着力≥18mpa;耐冲击力≥1.2kg.m,吸水率≤2%;硬度(邵a)≥90。
14.进一步的,所述承托筋板上分布有若干承托筋减重孔。
15.进一步的,所述军品级防弹防爆涂层厚度8~12mm,验收标准为:以79式微型冲锋枪在100m射击距离内,7.62mm子弹条件下测试,子弹嵌于涂层内,未击穿,未跳弹。
16.与现有技术相比,本发明的有益效果是:1)一体化结构可以大幅度减轻结构重量,采用此结构的加油运油车可以尽量保留原车外形,提高加油运油车的机动性。2)罐体的制作简单,防弹性能强,如罐体采用6.5mm厚的高强防弹钢板焊接可抵御95式5.8mm步枪使用87式5.8mm普通弹的20米射击,满足《ga668-2006警用防暴车通用技术条件》中c级标准。3)钢板结构比采用复合材料装甲成本大幅降低,维修简单方便。4)可利用大规模列装使用,充分保证油料的运输安全性与便捷性。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
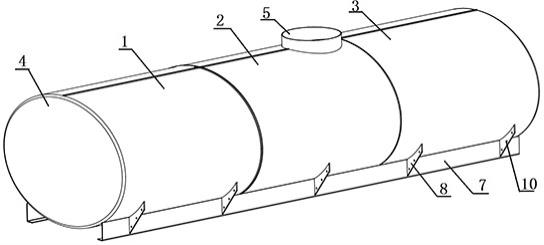
18.图1为本发明实施例立体图;图2是本发明实施例透视图;图3是本发明实施例正视图;图4是图3中沿a-a线剖视图。
19.图中:1-筒段一,2-筒段二,3-筒段三,4-端板,5-罐口组件,6-加强环板,7-纵梁,8-承托筋板,9-通道,10-承托筋减重孔,11-筒体,12-加强环板减重孔。
具体实施方式
20.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
21.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
22.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
24.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
25.通常在此处附图中描述和显示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。
26.以下实施例中,均质装甲钢板sf550其化学成分按重量百分比为:c 0.26~0.31%,si 0.20~0.40%,mn 0.75~1.10%,p≤0.015%,s≤0.01%,cr 0.75~1.10%,ni 1.05~1.30%,mo 0.25~0.45%,cu≤0.25%,余量为铁和不可避免的杂质。其冶炼过程是:先在电炉中熔炼成液态钢水,然后送入lf炉精炼30-35分钟,再送入vd炉真空精炼10-20分钟;钢水进行浇注成为钢锭;钢锭在退火炉中退火,加热速度控制在15℃/h,当温度达到680-720c时,保温160小时,再以35℃/h的冷却速度冷却到460℃以下将出炉。退火后的钢坯再轧制成钢板,在步进炉加热,控制升温速度60℃/h,初轧温度1200-1260℃,轧制成6.5mm厚的钢板,最后对钢板进行热处理,制成sf550均质装甲钢板。
27.见图1-4,是本发明一种新型一体化防弹油罐结构实施例结构示意图,包括筒体11和端板4,筒体11是由筒段一1、筒段二2、筒段三3沿其长度方向依次拼焊而成的一体化结构,分别采用液压数控卷板机卷圆预制,筒体11两端分别与端板4封闭焊接;第二段筒段上设有罐口组件5,第二段筒段的内部垂直长度方向设有加强环板6,加强环板6焊接于第二段筒段的内壁上;筒体11是由厚度为6.5mm的高强钢板卷制而成;筒体11的底部平行连接有两条纵梁7,筒体11底部外壁通过多个承托筋板8与纵梁7相连接;筒体11和端板4的材质为均质装甲钢板sf550。承托筋板8上分布有若干承托筋减重孔10,用于减重与结构加强。加强环板6的底部设有豁口,该豁口使加强环两侧相连通形成通道9。
28.端板4由数控激光或水刀下料获得,椭圆形的长轴为1600mm,短轴为1120mm,边口处开坡口后待焊接使用。三段筒段之间的焊缝是采用融化极惰性气体保护焊焊接而成,焊接条件为:焊缝采用y型坡口焊接,焊丝直径φ1.2~2.0mm,电弧电压16-24v,焊接电流200-300a。在相同条件下可增加坡口深度和宽度,可使焊缝熔深增加,熔宽略有减少,余高显著减小,散热条件也有显著影。也可对其施加机械振动进行振动焊接,机械振动焊接可大大改善焊缝及热影响区的金相组织,使焊缝的组织明显细化。
29.筒体11的截面为椭圆形,采用液压数控卷板机预制成形,也可以根据情况选用圆形、六边棱形中的任一种。加强环板6上分布有加强环板减重孔12,环形的加强环板6的内孔截面积与筒体11的截面积的比为1:1.25。
30.筒体11和端板4的内表面涂覆有防腐防静电涂层,外表面涂覆有军品级防弹防爆涂层,在新型结构轻量化的基础上进一步增强油罐的安全性与防护性。
31.筒段一1、筒段二2、筒段三3分别为尺寸约为4300mm
×
1500mm的高强钢板经数控液压卷板机卷圆处理后,筒段一1和筒段三3分别与端板4组焊形成筒体的两端。筒段二2经卷板机卷圆后中间加焊加强环板6和罐口组件5,中段预制完毕放入特定工装固定。前段与后段亦由专用工装固定后与中段进行整体组焊,焊接采用融化极惰性气体保护焊,完成后油罐主体外形尺寸为长4500mm
×
宽1600mm
×
高1120mm,可容纳燃油6千升。该罐体的制作简单,防弹性能强,6.5mm厚的筒体可抵御95式5.8mm步枪使用87式5.8mm普通弹的20米射击,满足《ga668-2006警用防暴车通用技术条件》中c级标准。
32.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1