贴胶定位控制方法、装置、控制器以及存储介质与流程
1.本发明实施例涉及但不限于自动化领域,尤其涉及一种贴胶定位控制方法、装置、控制器以及存储介质。
背景技术:
2.目前,在涂布前工序的发泡胶贴胶工序中,因贴胶需对移动中的料带进行瞬时停止,为了防止料带出现抖动的情况,行业中对料带的移动速度设置得比较低,导致行业贴胶的周期时间比较长,若缩短贴胶的周期时间,那么则需要提高料带的运行速度,但是料带的移动速度过高,会时料带出现抖动,影响贴胶精度。
技术实现要素:
3.以下是对本文详细描述的主题的概述。本概述并非是为了限制权利要求的保护范围。
4.本发明实施例的主要目的在于提出一种贴胶定位控制方法、装置、控制器以及存储介质,能够提高贴胶精度的同时有效缩短对贴胶周期。
5.第一方面,本发明实施例提供了一种贴胶定位控制方法,所述方法包括:
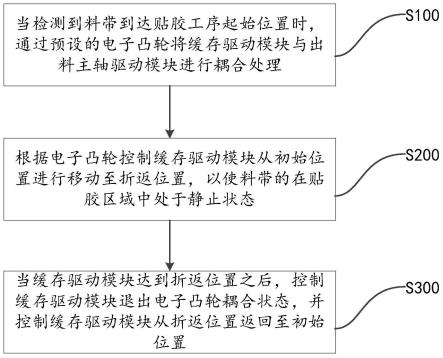
6.当检测到料带到达贴胶工序起始位置时,通过预设的电子凸轮将所述缓存驱动模块与出料主轴驱动模块进行耦合处理;
7.根据所述电子凸轮控制所述缓存驱动模块从初始位置进行移动至折返位置,以使所述料带的在贴胶区域中处于静止状态;
8.当所述缓存驱动模块达到折返位置之后,控制所述缓存驱动模块退出电子凸轮耦合状态,并控制所述缓存驱动模块从所述折返位置返回至所述初始位置。
9.在一实施例中,所述根据所述电子凸轮控制所述缓存驱动模块从初始位置进行移动至折返位置,包括:
10.根据所述电子凸轮控制所述缓存驱动模块从所述初始位置开始加速运动;
11.当检测到所述缓存驱动模块到达预备贴胶位置时,所述缓存驱动模块达到目标速度,控制所述缓存驱动模块保持所述目标速度进行匀速运动,以使料带的在贴胶区域中处于静止状态;
12.当检测到所述缓存驱动模块到达退回位置时,控制所述缓存驱动模块从所述目标速度进行减速处理,并将所述缓存驱动模块移动至折返位置。
13.在一实施例中,在对所述料带的第一面进行贴胶处理时,所述当检测到料带到达贴胶工序起始位置时,包括:
14.获取编码器的位置信息;
15.当所述编码器的位置信息大于或者等于所述编码器上一次记录的第一长度值与预设的涂布片长值的和,确定所述料带到达所述贴胶工序起始位置。
16.在一实施例中,在对所述料带的第二面进行贴胶处理时,所述第二面为所述第一
面的背面,所述当检测到料带到达贴胶工序起始位置时,包括:
17.在光电位置检测模块检测到所述料带上的贴胶凹槽时,确定所述料带到达所述贴胶工序起始位置,所述贴胶凹槽在完成所述料带的第一面贴胶之后所设置的凹槽。
18.在一实施例中,所述出料主轴驱动模块的速度等于所述缓存驱动模块与所述贴胶辊的加权和。
19.在一实施例中,在所述当所述检测到料带到达贴胶工序起始位置时之前,所述方法还包括:
20.所述缓存驱动模块处于所述初始位置,所述出料主轴驱动模块处于匀速运动状态,以带动所述料带匀速运行。
21.在一实施例中,所述控制所述缓存驱动模块从所述折返位置返回至所述初始位置,包括:
22.获取预设的反向定位参数;
23.根据所述反向定位参数控制所述缓存驱动模块从所述折返位置返回至所述初始位置。
24.第二方面,本发明实施例提供了一种贴胶定位控制装置,包括:
25.耦合模块,用于当检测到料带到达贴胶工序起始位置时,通过预设的电子凸轮将所述缓存驱动模块与出料主轴驱动模块进行耦合处理;
26.第一控制模块,用于根据所述电子凸轮控制所述缓存驱动模块从初始位置进行移动至折返位置,以使料带的在贴胶区域中处于静止状态;
27.第二控制模块,用于当所述缓存驱动模块达到折返位置之后,控制所述缓存驱动模块退出电子凸轮耦合状态,并根据预设的反向定位参数控制缓存驱动模块从所述折返位置返回至所述初始位置。
28.第三方面,本发明实施例提供了一种控制器,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如第一方面所述的贴胶定位控制方法。
29.第四方面,一种计算机可读存储介质,存储有计算机可执行指令,所述计算机可执行指令用于执行第一方面所述的贴胶定位控制方法。
30.本发明实施例包括:当检测到料带到达贴胶工序起始位置时,通过预设的电子凸轮将所述缓存驱动模块与出料主轴驱动模块进行耦合处理;根据所述电子凸轮控制所述缓存驱动模块从初始位置进行移动至折返位置,以使料带的在贴胶区域中处于静止状态;当所述缓存驱动模块达到折返位置之后,控制所述缓存驱动模块退出电子凸轮耦合状态,并控制所述缓存驱动模块从所述折返位置返回至所述初始位置。在本实施例的技术方案中,在贴胶阶段通过电子凸轮对缓存驱动模块进行控制,在贴胶完成之后控制缓存驱动模块退出电子凸轮状态,通过走定长的方式使得缓存驱动模块从折返位置返回至所述初始位置,能够在提高贴胶效率的同时能够有效防止料带出现抖动的问题,从而提高贴胶的精度。
31.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
附图说明
32.图1是本发明一个实施例提供的用于执行贴胶定位控制方法的系统架构平台;
33.图2是本发明一个实施例提供的贴胶定位控制设备的示意图;
34.图3是本发明一个实施例提供的贴胶定位控制方法的流程图;
35.图4是本发明一个实施例提供的贴胶定位控制方法的贴胶过程中速度与时间变化情况的示意图;
36.图5是本发明另一个实施例提供的贴胶定位控制方法的流程图;
37.图6是本发明一个实施例提供的贴胶定位控制装置的示意图。
具体实施方式
38.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
39.需要说明的是,虽然在装置示意图中进行了功能模块划分,在流程图中示出了逻辑顺序,但是在某些情况下,可以以不同于装置中的模块划分,或流程图中的顺序执行所示出或描述的步骤。说明书、权利要求书或上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
40.目前,在涂布前工序的发泡胶贴胶工序中,因贴胶需对移动中的料带进行瞬时停止,为了防止料带出现抖动的情况,行业中对料带的移动速度设置得比较低,导致行业贴胶的周期时间比较长,若缩短贴胶的周期时间,那么则需要提高料带的运行速度,但是料带的移动速度过高,则会导致料带出现抖动,影响贴胶精度。
41.为解决上述存在的问题,本发明实施例提供了一种贴胶定位控制方法、装置、控制器以及存储介质,该贴胶定位控制方法包括以下步骤:当检测到料带到达贴胶工序起始位置时,通过预设的电子凸轮将缓存驱动模块与出料主轴驱动模块进行耦合处理;根据电子凸轮控制缓存驱动模块从初始位置进行移动至折返位置,以使料带的在贴胶区域中处于静止状态;当缓存驱动模块达到折返位置之后,控制缓存驱动模块退出电子凸轮耦合状态,并控制缓存驱动模块从折返位置返回至初始位置。在本实施例的技术方案中,在贴胶阶段通过电子凸轮对缓存驱动模块进行控制,由于在预备贴胶位置时,料带处于停止状态,当贴胶完成之后,处于贴胶位的料带开始慢慢运动,而缓存驱动模块在到达折返位置后,为了回追料带在贴胶过程中停止而出现距离差的问题,缓存驱动模块从折返位置返回至初始位置的过程中,通常速度会设置得比较快,速度过快会给料带带来一定的张力抖动,而该张力抖动又会影响到出料编码器的抖动,如果缓存驱动模块继续处理电子凸轮的耦合状态,那么编码器所带来的抖动,又进而反馈到缓存驱动模块,会使得整体的抖动影响比较大,那么进而会影响下一片贴胶时,料带的贴胶速度不稳定,从而影响了贴胶精度,因此,为了解决上述的问题,在贴胶完成之后控制缓存驱动模块退出电子凸轮状态,通过走定长的方式使得缓存驱动模块从折返位置返回至初始位置,无需通过编码器的反馈,能够在提高贴胶效率的同时能够有效防止料带出现抖动的问题,从而提高贴胶的精度。
42.下面结合附图,对本发明实施例作进一步阐述。
43.如图1所示,图1是本技术一个实施例提供的用于执行贴胶定位控制方法的系统架
构平台100的示意图。
44.在图1的示例中,该系统架构平台100设置有处理器110和存储器120,其中,处理器110和存储器120可以通过总线或者其他方式连接,图1中以通过总线连接为例。
45.存储器120作为一种非暂态计算机可读存储介质,可用于存储非暂态软件程序以及非暂态性计算机可执行程序。此外,存储器120可以包括高速随机存取存储器,还可以包括非暂态存储器,例如至少一个磁盘存储器件、闪存器件、或其他非暂态固态存储器件。在一些实施方式中,存储器120可选包括相对于处理器110远程设置的存储器,这些远程存储器可以通过网络连接至该系统架构平台。上述网络的实例包括但不限于互联网、企业内部网、局域网、移动通信网及其组合。
46.本领域技术人员可以理解的是,图1中示出的系统架构平台并不构成对本技术实施例的限定,可以包括比图示更多或更少的部件,或者组合某些部件,或者不同的部件布置。
47.上述系统架构平台可以设置在贴胶定位控制设备中,贴胶定位控制设备包括缓存驱动模块、贴胶模块、贴胶辊、编码器、光电位置检测模块和用于带动极片移动的主轴驱动模块,该系统架构平台分别与缓存驱动模块、贴胶模块、编码器、光电位置检测模块和出料主轴驱动模块通信连接,在贴胶定位控制设备的各个驱动模块的结构位置关系的设置是基于出料主轴驱动模块的速度等于缓存驱动模块与贴胶辊的加权和的要求的,如图2的贴胶定位控制设备包括缓存驱动模块210、贴胶辊220、出料主轴驱动模块230、贴胶模块240和光电位置检测模块250,缓存驱动模块210设置有两个缓存辊,该两个缓存辊分别与贴胶辊220的输入侧的料带和输出侧的料带滚动连接,出料主轴驱动模块230与贴胶辊220的输出侧的料带滚动连接。在此结构下,出料主轴驱动模块的速度=贴胶辊的速度+2*缓存驱动模块的速度,当需要对贴胶辊的速度进行控制时,可以将该公式变化为贴胶辊的速度=出料主轴驱动模块的速度-2*缓存驱动模块的速度进行计算,即能够通过对出料主轴驱动模块的速度和缓存驱动模块的速度进行配合控制,能够精准地对贴胶辊的速度进行控制,在通常情况下,出料主轴驱动模块的速度根据工艺要求设置,是一个恒定的速度值,那么只需要对缓存驱动模块的速度进行控制,就能够有效地精准地对贴胶辊的速度进行控制。
48.需要说明的是,贴胶定位控制设备还可以包括其他功能模块,本实施例对其不作具体限定。
49.基于上述贴胶定位控制设备和系统架构平台,下面提出本发明的贴胶定位控制方法的各个实施例。
50.参照图3,图3为本发明一个实施例提供的贴胶定位控制方法的流程图,本发明实施例的控制方法可以包括但不限于包括步骤s100、步骤s200和步骤s300。
51.步骤s100,当检测到料带到达贴胶工序起始位置时,通过预设的电子凸轮将缓存驱动模块与出料主轴驱动模块进行耦合处理。
52.具体地,启动贴胶定位控制设备之后,通过对料带的贴胶工序起始位置进行检测,当检测到料带到达贴胶工序起始位置的时候,通过电子凸轮将缓存驱动模块与出料主轴驱动模块进行耦合处理。可以理解的是,缓存驱动模块的速度为虚轴,出料主轴驱动模块的速度为主轴,通常情况下,在贴胶工作过程中,出料主轴驱动模块的速度是保持匀速状态的,通过电子凸轮对缓存驱动模块进行控制,能够通过缓存驱动模块和出料主轴驱动模块的速
度上的配合,从而能够有效对贴胶辊的速度进行控制,以实现料带停止完成贴胶工序。
53.需要说明的是,贴胶定位控制设备根据所输入的涂布片长、涂布速度计算出料带长度方向的电子凸轮的关键节点数据,关键节点数据包括预备贴胶位置信息、缓存驱动模块的折返位置信息和缓存驱动模块的退回位置信息等位置数据,然后根据电子凸轮的关键节点数据生成用于定位的电子凸轮。
54.需要说明的是,对于不同的设备、不同的涂布工艺要求,贴胶工序起始位置设定具体位置不同,本实施例对其不作具体限定。
55.在一实施例中,贴胶工序需要对料带的两个面进行贴胶,那么对料带的第一面进行贴胶处理的工序中,可以通过读取编码器的位置信息对料带进行定位,读取的编码器可以是出料驱动装置处的编码器,在此不做具体限定,当编码器的位置信息大于或者等于编码器上一次记录的第一长度值与预设的涂布片长值的和,那么确定料带到达已经到达贴胶工序起始位置;如果对料带的第二面(第一面的背面)进行贴胶处理的工序中,由于在第一面贴胶之后,会对涂布完成后会将料带上的贴胶剥离,从而有贴胶凹槽,那么当要对料带的第二面进行定位时,可以通过光电位置检测模块对料带上的贴胶凹槽进行检测,当检测到贴胶凹槽之后,确定料带已经到达贴胶工序起始位置。
56.需要说明的是,光电位置检测模块设置在贴胶定位控制设备的起始端和贴胶模块之间的位置,具体位置根据实际的情况设置,本实施例对其不作具体限定。
57.需要说明的是,第一长度值为在上一贴胶工序中,料带移动至贴胶工序起始位置的长度值。
58.需要说明的是,在上一个贴胶工序完成之后,为了防止上一个贴胶工序的贴胶质量情况对下一个贴胶工序的贴胶质量产生影响,那么可以对上一个贴胶长度(上一个贴胶工序完成后对料带贴胶的长度)进行检测,然后将所述上一个贴胶长度与预设贴胶长度进行差值计算,得到长度偏差值;实时获取编码器的位置信息,当所述编码器的位置信息大于或者等于所述编码器上一次记录的第一长度值、预设的涂布片长值与所述长度偏差值的和,确定料带到达所述贴胶工序起始位置,即将长度偏差值作为补偿值,在下一个贴胶工序中对料带移动的位置进行调整,从而避免由于上一个贴胶工序的贴胶偏差带来的贴胶精度的影响。
59.步骤s200,根据电子凸轮控制缓存驱动模块从初始位置进行移动至折返位置,以使料带的在贴胶区域中处于静止状态。
60.具体地,在缓存驱动模块处于与电子凸轮耦合状态的时候,缓存驱动模块从初始位置开始,以0速度开始启动,根据电子凸轮耦合的出料主轴速度移动至折返位置,该电子凸轮的主要作用是将从轴的缓存驱动模块与主轴的出料主轴驱动模块配合运作,使得料带能够精确地移动至贴胶区域,并在贴胶过程中处于静止的状态,从而能够在不停止出料主轴驱动模块的情况下完成料带的贴胶工作。
61.需要说明的是,对于不同的设备、不同的涂布工艺要求,折返位置设定具体位置不同,本实施例对其不作具体限定。
62.在一实施例中,参照图4,该电子凸轮中的关键节点数据设置有初始位置、预备贴胶位置、缓存电机开始折返位置和缓存电机退回位置,在初始位置至预备贴胶位置之间,缓存驱动模块的速度与时间呈正相关关系,即为一个加速的过程;在预备贴胶位置至退回位
置之间,缓存驱动模块的速度不随时间变化,即为一个匀速的过程;在退回位置至折返位置之间,缓存驱动模块的速度与时间呈负相关关系,即为一个减速的过程。那么,缓存驱动模块从初始位置进行移动至折返位置的控制过程,具体如下:
63.首先缓存驱动模块根据电子凸轮控制在初始位置从0开始启动加速运动,经过一段时间,当检测到缓存驱动模块到达预备贴胶位置时,此时缓存驱动模块也达到目标速度,那么缓存驱动模块则保持目标速度进行匀速运动,以使贴胶辊在对料带的贴胶过程中处于静止状态,即料带的在贴胶区域中处于静止状态,可以理解的是,在缓存驱动模块从初始位置向预备贴胶位置进行加速运动的过程中,其实料带是处于一个减速运动的过程,当缓存驱动模块到达预备贴胶位置时,料带的目标贴胶位置也刚好达到,此时由于缓存驱动模块也达到目标速度,使得料带处于静止的状态,当检测到缓存驱动模块到达退回位置时,完成贴胶处理,那么可以控制缓存驱动模块从目标速度进行减速处理,并将缓存驱动模块移动至折返位置,同时缓存驱动模块的速度降为0。
64.步骤s300,当缓存驱动模块达到折返位置之后,控制缓存驱动模块退出电子凸轮耦合状态,并控制缓存驱动模块从折返位置返回至初始位置。
65.具体地,在缓存驱动模块达到折返位置之后,表明料带已经完成本周期的贴胶工作,那么此时可以控制料带中已贴胶的部分移动离开贴胶区域,但是如果继续使用电子凸轮对缓存驱动模块进行反向控制,缓存驱动模块会容易出现震荡的情况,为了能够防止缓存驱动模块的震荡问题,此时控制缓存驱动模块退出电子凸轮耦合状态,并直接通过绝对定位的方式控制缓存驱动模块从折返位置返回至初始位置,能够有效防止缓存驱动模块折返运动时出现料带抖动的问题。
66.在本实施例的技术方案中,在贴胶阶段通过电子凸轮对缓存驱动模块进行控制,由于在预备贴胶位置时,料带处于停止状态,当贴胶完成之后,处于贴胶位的料带开始慢慢运动,而缓存驱动模块在到达折返位置后,为了回追料带在贴胶过程中停止而出现距离差的问题,缓存驱动模块从折返位置返回至初始位置的过程中,通常速度会设置得比较快,速度过快会给料带带来一定的张力抖动,而该张力抖动又会影响到出料编码器的抖动,如果缓存驱动模块继续处理电子凸轮的耦合状态,那么编码器所带来的抖动,又进而反馈到缓存驱动模块,会使得整体的抖动影响比较大,那么进而会影响下一片贴胶时,料带的贴胶速度不稳定,从而影响了贴胶精度,因此,为了解决上述的问题,在贴胶完成之后控制缓存驱动模块退出电子凸轮状态,通过走定长的方式使得缓存驱动模块从折返位置返回至初始位置,无需通过编码器的反馈,能够在提高贴胶效率的同时能够有效防止料带出现抖动的问题,从而提高贴胶的精度。
67.在一实施例中,在缓存驱动模块退出电子凸轮耦合状态之后,获取预设的反向定位参数,然后根据反向定位参数控制缓存驱动模块从折返位置返回至初始位置,直接通过绝对定位的方式控制缓存驱动模块从折返位置返回至初始位置,能够有效防止缓存驱动模块折返运动时出现料带抖动的问题。需要说明的是,反向定位参数可以包括定位速度、加减速、跃度等信息,还可以根据实际结构和工艺要求包括其他数据,本实施例对其不作具体限定。
68.参照图5,图5为本发明一个实施例提供的贴胶定位控制方法的流程图,本发明实施例的控制方法可以包括但不限于包括步骤s510、步骤s520、步骤s530、步骤s540、步骤
s550、步骤s560、步骤s570、步骤s580和步骤s590。
69.步骤s510,贴胶定位控制设备启动后,通过出料主轴驱动模块带动料带匀速移动;
70.步骤s520,判断当前贴胶处理的是料带的第一面还是第二面;若是第一面,则执行步骤s530,若是第二面,则执行步骤s540;
71.步骤s530,通过编码器记录料带的移动长度,当编码器的位置信息大于或者等于编码器上一次记录的第一长度值与预设的涂布片长值的和,确定料带到达贴胶工序起始位置,执行步骤s550;
72.步骤s540,在光电位置检测模块检测到料带上的贴胶凹槽时,确定料带到达贴胶工序起始位置,贴胶凹槽为在完成料带的第一面贴胶之后所设置的凹槽;
73.步骤s550,通过预设的电子凸轮将缓存驱动模块与出料主轴驱动模块进行耦合处理;
74.步骤s560,根据电子凸轮控制缓存驱动模块从初始位置开始加速运动;
75.步骤s570,当检测到缓存驱动模块到达预备贴胶位置时,缓存驱动模块达到目标速度,控制缓存驱动模块保持目标速度进行匀速运动,以使料带的在贴胶区域中处于静止状态;
76.步骤s580,当检测到缓存驱动模块到达退回位置时,控制缓存驱动模块从目标速度进行减速处理,并将缓存驱动模块移动至折返位置;
77.步骤s590,获取预设的反向定位参数,并根据反向定位参数控制缓存驱动模块从折返位置返回至初始位置。
78.在本实施例的技术方案中,在贴胶阶段通过电子凸轮对缓存驱动模块进行控制,在贴胶完成之后控制缓存驱动模块退出电子凸轮状态,通过走定长的方式使得缓存驱动模块从折返位置返回至初始位置,能够在提高贴胶效率的同时能够有效防止缓存驱动模块在折返操作时出现料带抖动的问题,从而提高贴胶的精度。
79.另外,参照图6,本发明的一个实施例还提供了一种贴胶定位控制装置500,包括:
80.耦合模块610,用于当检测到料带到达贴胶工序起始位置时,通过预设的电子凸轮将缓存驱动模块与出料主轴驱动模块进行耦合处理;
81.第一控制模块620,用于根据电子凸轮控制缓存驱动模块从初始位置进行移动至折返位置,以使料带的在贴胶区域中处于静止状态;
82.第二控制模块630,用于当缓存驱动模块达到折返位置之后,控制缓存驱动模块退出电子凸轮耦合状态,并根据预设的反向定位参数控制缓存驱动模块从折返位置返回至初始位置。
83.在一实施例中,第一控制模块620还用于根据电子凸轮控制缓存驱动模块从初始位置开始加速运动;当检测到缓存驱动模块到达预备贴胶位置时,缓存驱动模块达到目标速度,控制缓存驱动模块保持目标速度进行匀速运动,以使贴胶辊在对料带的贴胶过程中处于静止状态;当检测到缓存驱动模块到达退回位置时,控制缓存驱动模块从目标速度进行减速处理,并将缓存驱动模块移动至折返位置。
84.在一实施例中,耦合模块610还用于获取编码器的位置信息;当编码器的位置信息大于或者等于编码器上一次记录的第一长度值与预设的涂布片长值的和,确定料带到达贴胶工序起始位置。
85.在一实施例中,耦合模块610还用于在光电位置检测模块检测到料带上的贴胶凹槽时,确定料带到达贴胶工序起始位置,贴胶凹槽在完成料带的第一面贴胶之后所设置的凹槽。
86.在一实施例中,还包括第三控制模块,第三控制模块用于缓存驱动模块处于初始位置,出料主轴驱动模块处于匀速运动状态,以带动料带匀速运行。
87.在一实施例中,第二控制模块630还用于获取预设的反向定位参数;根据反向定位参数控制缓存驱动模块从折返位置返回至初始位置。
88.需要说明的是,上述贴胶定位控制装置的各个实施例与贴胶定位控制方法的实施例中所使用的技术手段、解决的技术问题以及达到的技术效果一致,此处不作具体赘述,详见贴胶定位控制方法的实施例。
89.另外,本技术的一个实施例提供了一种控制器,该控制器包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序。处理器和存储器可以通过总线或者其他方式连接。需要说明的是,本实施例中的控制器,可以对应为包括有如图1所示实施例中的存储器和处理器,能够构成图1所示实施例中的系统架构平台的一部分,两者属于相同的发明构思,因此两者具有相同的实现原理以及有益效果,此处不再详述。
90.实现上述实施例的控制器侧的贴胶定位控制方法所需的非暂态软件程序以及指令存储在存储器中,当被处理器执行时,执行上述实施例的贴胶定位控制方法,例如,执行以上描述的图3中的方法步骤s100至s300、图5中的方法步骤s510至s590。
91.此外,本技术的一个实施例还提供了一种计算机可读存储介质,该计算机可读存储介质存储有计算机可执行指令,当计算机可执行指令用于执行上述终端侧的贴胶定位控制方法,例如,执行以上描述的图3中的方法步骤s100至s300、图5中的方法步骤s510至s590。
92.本领域普通技术人员可以理解,上文中所公开方法中的全部或某些步骤、系统可以被实施为软件、固件、硬件及其适当的组合。某些物理组件或所有物理组件可以被实施为由处理器,如中央处理器、数字信号处理器或微处理器执行的软件,或者被实施为硬件,或者被实施为集成电路,如专用集成电路。这样的软件可以分布在计算机可读介质上,计算机可读介质可以包括计算机存储介质(或非暂时性介质)和通信介质(或暂时性介质)。如本领域普通技术人员公知的,术语计算机存储介质包括在用于存储信息(诸如计算机可读指令、数据结构、程序模块或其他数据)的任何方法或技术中实施的易失性和非易失性、可移除和不可移除介质。计算机存储介质包括但不限于ram、rom、eeprom、闪存或其他存储器技术、cd-rom、数字多功能盘(dvd)或其他光盘存储、磁盒、磁带、磁盘存储或其他磁存储装置、或者可以用于存储期望的信息并且可以被计算机访问的任何其他的介质。此外,本领域普通技术人员公知的是,通信介质通常包括计算机可读指令、数据结构、程序模块或者诸如载波或其他传输机制之类的调制数据信号中的其他数据,并且可包括任何信息递送介质。需要说明的是,计算机可读存储介质可以是非易失性,也可以是易失性。
93.以上是对本技术的较佳实施进行了具体说明,但本技术并不局限于上述实施方式,熟悉本领域的技术人员在不违背本技术精神的共享条件下还可作出种种等同的变形或替换,这些等同的变形或替换均包括在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1