一种电机护磁圈自动分料装置的制作方法
本发明涉及电机制造装配工具,具体涉及一种电机护磁圈自动分 料装置。
背景技术:
1、电机内部的永磁体与机壳直接接触,但因为机壳较薄,所以为防止漏磁严 重,从而增加护磁圈进行保护。护磁圈的主要作用就是防止电机漏磁,提高电 机的使用寿命。
2、在现有生产过程中,主要是通过人工放护磁圈到输送带上。由于产品结构 特点到时在积堆料时容易出现彼此绞合而不易分散的特点,难以实现自动分料。 传统的人工识别上料人工成本高,并且作业员容易出现放错方向、堆叠放置、 导致后续上料机构卡机等现象,并且当电机与护磁圈装配时护磁圈的安装角度 不一定与电机对应,还需要额外人工进行调节。
3、为了避免电机与护磁圈装配时可能出现的护磁圈安装位置不准确的问题, 专利号为cn210201662u的实用新型专利公开了一种电机护磁圈安装工装,其包 括工作台、控制开关、固定组件、安装组件,其中工作台中部与固定组件固定 连接,固定组件上方设置有安装组件,安装组件通过支撑柱固定在工作台表面, 工作台上与控制开关固定连接,控制开关与安装组件电连接。固定组件包括套 管、伸缩杆和复位弹簧,伸缩杆的侧壁沿竖直方向开设有定位滑槽,伸缩杆的 顶部设置有定位针。该专利中,在使用时先通过伸缩杆上的定位滑槽将护磁圈 套设在伸缩杆的外侧,再通过伸缩杆顶部的定位置与定位凹槽将电机放置在伸 缩杆的上方,然后工作人员按下位于固定组件两侧的同步开关,活塞杆在液压 气缸的带动下降电机铆接在护磁圈内。该专利虽然可以实现提高护磁圈与电机 装配时定位的精准度,但是并不能解决护磁圈在输料过程中导致的多个护磁圈 叠套、安装角度与需求不对应等问题。
技术实现思路
1、为了克服现有技术的不足,本发明的目的在于提供一种电机护磁圈自动分 料装置,其能实现自动输料,降低人工上料成本。
2、本发明的目的采用如下技术方案实现:
3、本发明提供了一种电机护磁圈自动分料装置,包括:
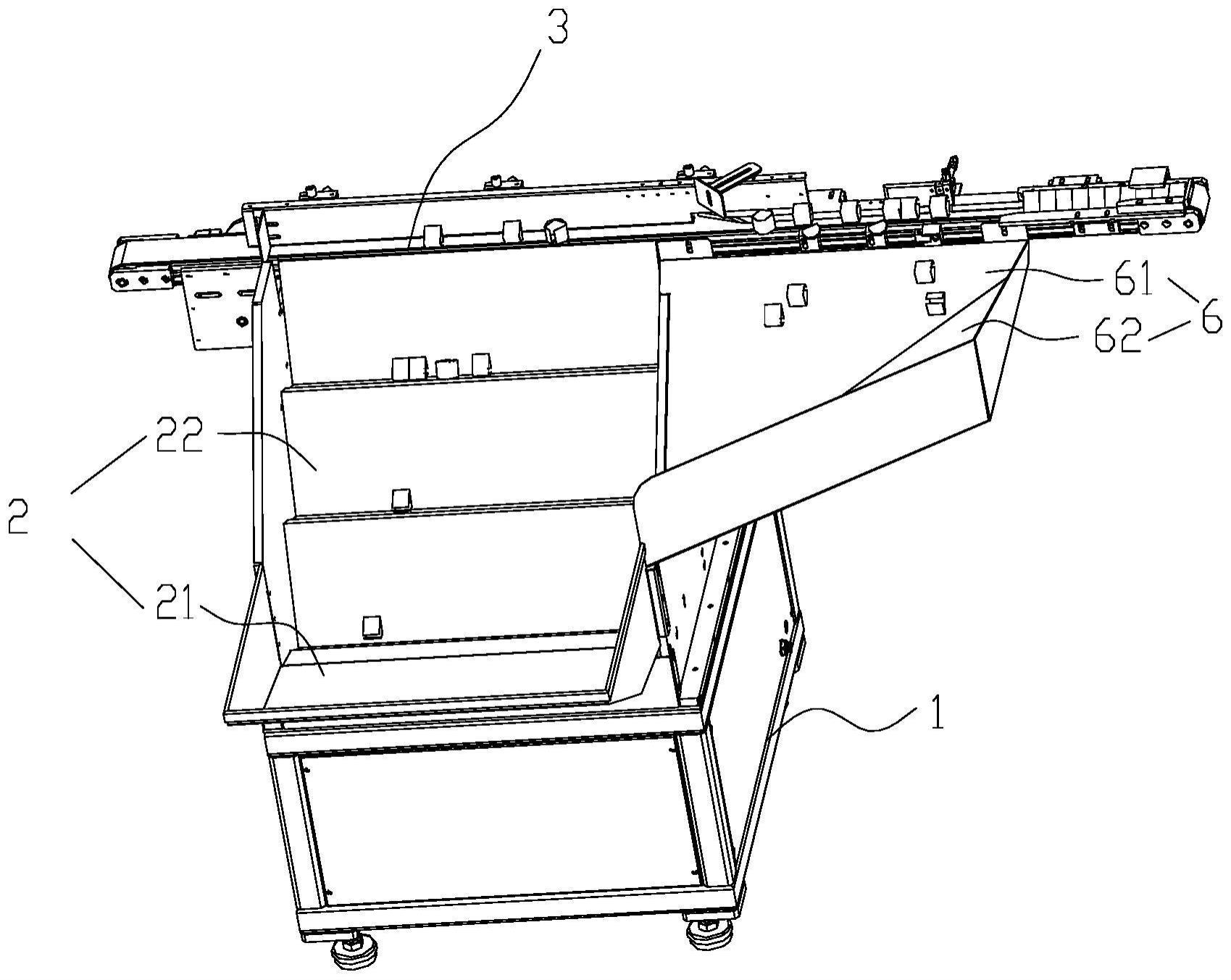
4、底座,其内设有第一驱动机构;
5、上料机构,安装在底座上,其包括料仓和上料组件,所述上料组件安装在 所述料仓上,且连接所述第一驱动机构,所述上料组件用于在第一驱动机构的 驱动下将料仓中的护磁圈向上运输;
6、输送机构,其包括第二驱动机构、输送带、挡料板和第一分料器,所述输 送带连接所述第二驱动机构,所述输送带的内侧连接所述上料机构,所述挡料 板竖直设置在输送带的外侧,所述第一分料器安装在所述挡料板上,所述第一 分料器的安装高度的尺寸大于护磁圈的直径且小于护磁圈的高度,使得第一分 料器每一次仅供输送带上横向放置的护磁圈通过;
7、电力控制机构,安装在底座上,且与所述第一驱动机构和第二驱动机构电 性连接。
8、在本发明中,作为一种可选的实施例,所述输送带朝挡料板的方向向下倾 斜设置。
9、在本发明中,作为一种可选的实施例,所述料仓包括第一上料台和料斗, 所述上料组件包括第二上料台和第二储料台,所述第一上料台和所述第二上料 台均与所述第一驱动机构连接,所述第二上料台和所述第二储料台的安装高度 均高于所述第一上料台,所述第二储料台位于第一上料台与第二上料台之间, 所述第一上料台用于在第一驱动机构的驱动下在高度方向上运动,以将料斗中 的护磁圈运输至第二储料台,所述第二上料台用于在第一驱动机构的驱动下在 高度方向上运动,以将第二储料台中的护磁圈运输至输送带。
10、在本发明中,作为一种可选的实施例,所述上料组件还包括第三上料台和 第三储料台,所述第三上料台与所述第一驱动机构连接,所述第三上料台和所 述第三储料台的安装高度均高于所述第二上料台和第二储料台,所述第三储料 台位于第三上料台和所述第二上料台之间,所述第三储料台用于存放来自第二 上料台的护磁圈,所述第三上料台用于将所述第三储料台的护磁圈运输至输送 带。
11、在本发明中,作为一种可选的实施例,所述料仓还包括第一挡板、第二挡 板和背板,所述第一挡板、第二挡板和背板均竖直安装在底座上,且所述第一 挡板的一侧与所述料斗的一侧连接,所述第二挡板的一侧与所述料斗的另一侧 连接,所述背板、第一上料台、第二上料台、第三上料台、第二储料台和第三 储料台均位于所述第一挡板和第二挡板之间,且所述第三上料台位于所述第三 储料台与所述背板之间,所述背板连接输送带。
12、在本发明中,作为一种可选的实施例,所述背板的顶边连接所述输送带, 所述背板自顶边往料斗方向倾斜设置,所述第一上料台、第二上料台、第三上 料台、第二储料台和第三储料台均与所述背板平行设置。
13、在本发明中,作为一种可选的实施例,所述输送机构还包括第二分料器, 所述第二分料器安装在输送带上,所述第二分料器用于当检测到输送带上当前 经过第二分料器的护磁圈长度大于限定长度时,剔除该护磁圈。
14、在本发明中,作为一种可选的实施例,所述第二分料器包括第一喷气组件、 安装支架和传感组件,所述安装支架连接在输送带上,所述第一喷气组件包括 第一喷气管、第一气阀,所述第一喷气管和传感组件均安装在安装支架上,所 述第一气阀和传感组件均与所述电力控制机构连接,所述第一喷气管连接外部 的气源;所述传感组件用于检测护磁圈的长度,并发送检测信号至电力控制机 构,所述电力控制机构用于根据检测信号控制第一气阀的开闭。
15、在本发明中,作为一种可选的实施例,所述第二分料器还包括推料组件, 所述推料组件包括推拉杆、推拉电机和推料板,所述推拉电机连接所述电力控 制机构,所述推拉杆的一端连接所述推拉电机,另一端连接所述推拉板,所述 安装支架设置在输送带的其中一侧,所述推拉板嵌置在所述安装支架上,且可 在推拉杆的推动下往输送带的另一侧运动。
16、在本发明中,作为一种可选的实施例,所述第一分料器包括连接件和分料 板,所述连接件安装在挡料板上,所述分料板连接在连接件上,且所述分料板 位于输送带的上方,所述分料板的安装高度的尺寸大于护磁圈的直径且小于护 磁圈的高度。
17、在本发明中,作为一种可选的实施例,所述输送机构还包括位置校正器, 所述位置校正器安装在输送带上,所述第一分料器、位置校正器、第二分料器 依次间隔排列设置,所述位置校正器用于校正护磁圈在输送带上的摆放位置。
18、在本发明中,作为一种可选的实施例,所述输送带上还连接有回料器,且 所述回料器连接所述上料机构,所述回料器与第一分料器和第二分料器位置对 应,用于将经过第一分料器和/或第二分料器限定而从输送带上掉落的护磁圈引 导至上料机构。
19、在本发明中,作为一种可选的实施例,所述输送机构还包括第二分料器, 该第二分料器包括限位板、红外对射传感器和第二喷气组件,所述第二喷气组 件包括第二喷气管和第二气阀,所述第二喷气管上设置所述所述第二气阀,所 述第二喷气管连接外部的气源,所述第二气阀和所述红外对射传感器均连接电 力控制机构,所述限位板连接在输送带上,所述限位板安装在所述第一分料器 的后方,并用于限定通过该限位板的护磁圈的外径,以使在限定外径范围内的 护磁圈通过,所述红外对射传感器用于当检测到限位板前方停留有护磁圈时, 发送遮挡信号给电力控制机构,以使电力控制机构控制第二喷气管工作。
20、在本发明中,作为一种可选的实施例,输送机构还包括方向筛选器,所述 方向筛选器的一侧连接在挡料板上,且方向筛选器的前端朝末端方向形成斜面 缺口,所述方向筛选器与输送带平行设置,所述方向筛选器用于限定缺口刚好 卡套在该方向筛选器的护磁圈通过。
21、相比现有技术,本发明的有益效果在于:
22、本发明的电机护磁圈自动分料装置包括底座、上料机构、输送机构和电力 控制机构,在电力控制机构的控制下由上料机构将护磁圈运送至输送机构,并 由输送机构进行传输,在输送机构上设置的第一分料器可以限制只通过输送带 上横向放置的护磁圈通过,能够避免叠放的多个护磁圈以及竖向放置的护磁圈 运输至电机装配工位,进而避免给电机护磁圈的装配带来麻烦。
- 还没有人留言评论。精彩留言会获得点赞!