一种提高芳纶纸平整度稳定性的制备方法与流程
1.本发明涉及芳纶纸制备技术领域,更具体地说,本发明涉及一种提高芳纶纸平整度稳定性的制备方法。
背景技术:
2.芳纶纸近些年广泛应用于汽车、电机、变压器、电子电器的绝缘,还可进一步加工成蜂窝结构材料,作为飞机、高铁、动车等重要部件组成部分,在应用中需要多层叠合使用,所以芳纶纸的平整性在纸张的实际应用中尤为重要,因此在芳纶纸原有生产工艺的基础之上,进行部分工艺的改良。
3.目前芳纶纸主要用于电子电器绝缘、蜂窝结构材料等,在应用过程中,芳纶纸厚度低至0.03mm,越薄的纸张在叠合或者复合应用过程中时越容易起皱,因此对纸张的平面度要求很高,本发明是通过对芳纶纸进行高温定型,把热收缩率控制在合适的范围内,以达到改善芳纶纸平整度的目的。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明的实施例提供一种提高芳纶纸平整度稳定性的制备方法,通过对芳纶纸进行低温定型、高温热压和高温定型等操作方式,有效的降低芳纶纸的热收缩率和改善平整度,解决芳纶纸张的平整度及热收缩率,从而使芳纶纸在日常应用过程中满足自动叠合及成型后热稳定性等要求,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种提高芳纶纸平整度稳定性的制备方法,具体包括以下步骤:
6.步骤一、上纸,将芳纶原纸内穿上气胀轴,并将其放置在放卷架上,关闭卡盘,准备放卷工作;
7.步骤二、引纸,首先将放卷架上的芳纶原纸的一端经过低温进口辊和低温出口辊进行缠绕,使其呈缠绕为s状,经过导辊进入到两个高温热压辊之间,然后经过两个导辊缠绕到高温进口辊和高温出口辊,最后缠绕在收卷辊的外部进行收卷;
8.步骤三、经过低温进口辊和低温出口辊对芳纶纸进行低温定型,调节低温进口辊和低温出口辊的温度,其中低温进口辊的温度设定为80-100℃,低温出口辊的温度设定为150-180℃;
9.调节低温进口辊和低温出口辊之间的张力,其中低温进口辊的放卷张力设定为2-4n/m,低温出口辊的收卷张力设定为4-6n/m;
10.出口处芳纶纸张与低温出口辊之间的包角角度为22
°
;
11.低温进口辊的收卷速度为30m/min,低温出口辊的出卷速度为32m/min,使低温进口辊和低温出口辊之间的速比1:0.93;
12.步骤四、经过两个高温热压辊对芳纶纸张进行高温热压,两个上下分布的高温热
压辊的温度分别设定为370-300℃,其中卸卷张力为4n/m,收卷张力为6n/m;
13.步骤五、芳纶纸进入到高温进口辊和高温出口辊后,经过高温进口辊和高温出口辊对芳纶纸进行高温定型,且高温进口辊的温度设定为300-320℃,高温出口辊温度设定为320-340℃;
14.高温进口辊的收卷速度为30m/min,高温出口辊的出卷速度为32m/min;
15.步骤六、芳纶纸张经过步骤五高温定型后,进入到收卷辊进行收卷工作,其中卸卷张力为2-4n/m,收卷张力设定为4-6n/m。
16.一种提高芳纶纸平整度稳定性的制备方法,具体包括提高芳纶纸平整度的热压设备,所述热压设备由放卷架,主机和收卷架组成,且主机包括低温定型区、高温热压区和高温定型区。
17.在一个优选地实施方式中,所述低温定型区、高温热压区和高温定型区内均设置有温度传感器。
18.在一个优选地实施方式中,在步骤四中,在对芳纶纸进行高温热压时,调节两个高温热压辊之间的相对距离,使最上方的高温热压辊紧密贴合在芳纶纸的表面。
19.在一个优选地实施方式中,在步骤一中,将气胀轴一端与供气设备连接,气胀轴气嘴加压3-4s,4-8kg/cm的气压。
20.本发明的技术效果和优点:
21.1、通过将芳纶原纸经过低温进口辊和低温出口辊进行初步低温定型工序,并且利用两个高温热压辊对芳纶纸张进行高温热压工序,最后通过高温进口辊和高温出口辊进行高温定型定型,从而利用低温定型、高温热压以及高温定型等多种制备工序,能够对芳纶纸的热收缩率进行控制,进而改善芳纶纸的平整度,使芳纶纸在日常应用过程中满足自动叠合及成型后热稳定性等要求,使其应用到更广泛的领域,减少了客户应用过程的损耗,提高产品利用率;
22.2、通过在低温定型、高温热压以及高温定型的工序中,分别设置温度传感器,能够实时控制芳纶纸在热压和定型时的温度,并将热压和定型的温度控制在合适的范围内,使芳纶纸表面的具有一定的热稳定性,而且通过改变转辊之间的张力,角度以及速度,使芳纶纸在每一个工序中的出卷和收卷步骤中均能够对芳纶纸的表面平整度进行拉伸改善,进而促使最终制备出的芳纶纸表面平整度处于良好的范围,使芳纶纸在今后使用中不会发生褶皱,回弹以及变形等现象。
附图说明
23.图1为本发明的芳纶纸热压工艺图
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.实施例1、
26.一种提高芳纶纸平整度稳定性的制备方法,具体包括以下步骤:
27.步骤一、上纸,将0.045mm的样品一芳纶原纸内穿上气胀轴,并将其放置在放卷架上,关闭卡盘,将气胀轴一端与供气设备连接,气胀轴气嘴加压3s,6kg/cm的气压,准备放卷工作;
28.步骤二、引纸,首先将放卷架上的芳纶原纸的一端经过低温进口辊和低温出口辊进行缠绕,使其呈缠绕为s状,经过导辊进入到两个高温热压辊之间,然后经过两个导辊缠绕到高温进口辊和高温出口辊,最后缠绕在收卷辊的外部进行收卷;
29.步骤三、经过低温进口辊和低温出口辊对芳纶纸进行低温定型,调节低温进口辊和低温出口辊的温度,其中低温进口辊的温度设定为85℃,低温出口辊的温度设定为160℃;
30.调节低温进口辊和低温出口辊之间的张力,其中低温进口辊的放卷张力设定为3n/m,低温出口辊的收卷张力设定为5n/m;
31.出口处芳纶纸张与低温出口辊之间的包角角度为22
°
;
32.低温进口辊的收卷速度为30m/min,低温出口辊的出卷速度为32m/min,使低温进口辊和低温出口辊之间的速比1:0.93;
33.步骤四、经过两个高温热压辊对芳纶纸张进行高温热压,两个上下分布的高温热压辊的温度分别设定为280℃,其中卸卷张力为4n/m,收卷张力为6n/m,调节个高温热压辊之间的相对距离,使最上方的高温热压辊紧密贴合在芳纶纸的表面;
34.步骤五、芳纶纸进入到高温进口辊和高温出口辊后,经过高温进口辊和高温出口辊对芳纶纸进行高温定型,且高温进口辊的温度设定为300℃,高温出口辊温度设定为330℃;
35.高温进口辊的收卷速度为30m/min,高温出口辊的出卷速度为32m/min;
36.步骤六、芳纶纸张经过步骤五高温定型后,进入到收卷辊进行收卷工作,其中卸卷张力为3n/m,收卷张力设定为5n/m。
37.实施例2、
38.一种提高芳纶纸平整度稳定性的制备方法,具体包括以下步骤:
39.步骤一、上纸,将0.017mm的样品二芳纶原纸内穿上气胀轴,并将其放置在放卷架上,关闭卡盘,将气胀轴一端与供气设备连接,气胀轴气嘴加压4s,7kg/cm的气压,准备放卷工作;
40.步骤二、引纸,首先将放卷架上的芳纶原纸的一端经过低温进口辊和低温出口辊进行缠绕,使其呈缠绕为s状,经过导辊进入到两个高温热压辊之间,然后经过两个导辊缠绕到高温进口辊和高温出口辊,最后缠绕在收卷辊的外部进行收卷;
41.步骤三、经过低温进口辊和低温出口辊对芳纶纸进行低温定型,调节低温进口辊和低温出口辊的温度,其中低温进口辊的温度设定为90℃,低温出口辊的温度设定为170℃;
42.调节低温进口辊和低温出口辊之间的张力,其中低温进口辊的放卷张力设定为3n/m,低温出口辊的收卷张力设定为5n/m;
43.出口处芳纶纸张与低温出口辊之间的包角角度为22
°
;
44.低温进口辊的收卷速度为30m/min,低温出口辊的出卷速度为32m/min,使低温进
口辊和低温出口辊之间的速比1:0.93;
45.步骤四、经过两个高温热压辊对芳纶纸张进行高温热压,两个上下分布的高温热压辊的温度分别设定为290℃,其中卸卷张力为4n/m,收卷张力为6n/m,调节个高温热压辊之间的相对距离,使最上方的高温热压辊紧密贴合在芳纶纸的表面;
46.步骤五、芳纶纸进入到高温进口辊和高温出口辊后,经过高温进口辊和高温出口辊对芳纶纸进行高温定型,且高温进口辊的温度设定为310℃,高温出口辊温度设定为330℃;
47.高温进口辊的收卷速度为30m/min,高温出口辊的出卷速度为32m/min;
48.步骤六、芳纶纸张经过步骤五高温定型后,进入到收卷辊进行收卷工作,其中卸卷张力为3n/m,收卷张力设定为5n/m。
49.本实施例与实施例1中的制备方法以及所采用的热压设备均相同,不同的是芳纶原纸采用的是0.017mm的样品二。
50.实时例3、
51.一种提高芳纶纸平整度稳定性的制备方法,具体包括以下步骤:
52.步骤一、上纸,将0.023mm的样品二芳纶原纸内穿上气胀轴,并将其放置在放卷架上,关闭卡盘,将气胀轴一端与供气设备连接,气胀轴气嘴加压4s,7kg/cm的气压,准备放卷工作;
53.步骤二、引纸,首先将放卷架上的芳纶原纸的一端经过低温进口辊和低温出口辊进行缠绕,使其呈缠绕为s状,经过导辊进入到两个高温热压辊之间,然后经过两个导辊缠绕到高温进口辊和高温出口辊,最后缠绕在收卷辊的外部进行收卷;
54.步骤三、经过低温进口辊和低温出口辊对芳纶纸进行低温定型,调节低温进口辊和低温出口辊的温度,其中低温进口辊的温度设定为95℃,低温出口辊的温度设定为175℃;
55.调节低温进口辊和低温出口辊之间的张力,其中低温进口辊的放卷张力设定为3n/m,低温出口辊的收卷张力设定为5n/m;
56.出口处芳纶纸张与低温出口辊之间的包角角度为22
°
;
57.低温进口辊的收卷速度为30m/min,低温出口辊的出卷速度为32m/min,使低温进口辊和低温出口辊之间的速比1:0.93;
58.步骤四、经过两个高温热压辊对芳纶纸张进行高温热压,两个上下分布的高温热压辊的温度分别设定为300℃,其中卸卷张力为4n/m,收卷张力为6n/m,调节个高温热压辊之间的相对距离,使最上方的高温热压辊紧密贴合在芳纶纸的表面;
59.步骤五、芳纶纸进入到高温进口辊和高温出口辊后,经过高温进口辊和高温出口辊对芳纶纸进行高温定型,且高温进口辊的温度设定为320℃,高温出口辊温度设定为330℃;
60.高温进口辊的收卷速度为30m/min,高温出口辊的出卷速度为32m/min;
61.步骤六、芳纶纸张经过步骤五高温定型后,进入到收卷辊进行收卷工作,其中卸卷张力为3n/m,收卷张力设定为5n/m。
62.本实施例与实施例1和实施例2中的制备方法以及所采用的热压设备均相同,不同的是芳纶原纸采用的是0.023mm的样品三。
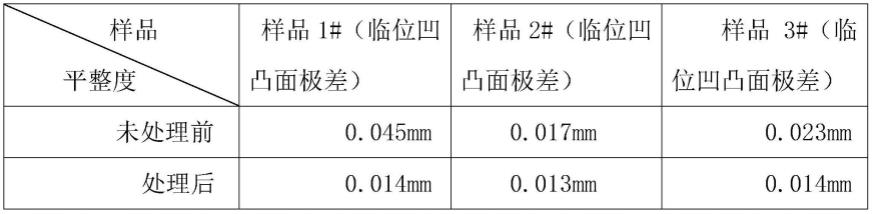
63.针对上述实施例,将三组经过处理后的样品以及未处理的样品进行平整度数据测试,以及热收缩率数据检测,检测结果如表1和表2所示:
[0064][0065]
表1为芳纶纸样品一,样品二和样品三经过处理前和处理后平整度数据表
[0066][0067][0068]
表2为芳纶纸样品一,样品二和样品三经过处理前和处理后热收缩率数据表总结:
[0069]
根据表1的检测数据可发现批次验证过程中,平整度方面处理后的临位凹凸面极差较未处理前明显减小很多,另外未处理前芳纶纸的临位极差很不均匀,说明纸张的平整度很不稳定,而处理后的纸张临位极差相对稳定;
[0070]
根据表2的检测数据可发现批次验证过程中,热收缩率方面芳纶纸张在横纵向处理后纸张较处理前的纸张热收缩率明显降低,证明纸张处理后的热稳定性更好。
[0071]
综上所述,本发明通过降低芳纶纸的热缩率方式,从而提高芳纶纸张的热稳定性,进而改善了芳纶纸的平整度。
[0072]
最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
[0073]
其次:本发明公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本发明同一实施例及不同实施例可以相互组合;
[0074]
最后:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1