多功能纸质包装箱捆扎系统的制作方法
1.本发明涉及包装箱捆扎技术领域,特别涉及多功能纸质包装箱捆扎系统。
背景技术:
2.现今在对包装箱进行捆扎时,在将包装箱通过传送带传输至束带机框架内侧后,需要工作人员手动扶持调整箱体角度,以便于对箱体进行稳定控制,还需要人工对包装箱进行手动偏转,以对箱体不同方向进行交叉捆扎,通过束带机捆扎需要人工辅助调整角度,会耗费大量人力成本。
3.基于上述,现需要多功能纸质包装箱捆扎系统,以便于使用者通过自动化系统对不同尺寸包装箱进行自动稳定交叉捆扎,节约人力成本,并对喷码缺失的箱体进行识别和补充喷码。
4.于是,有鉴于此,针对现有结构及缺陷予以进行研究改良,提供多功能纸质包装箱捆扎系统,以期达到更加具有实用性的目的。
技术实现要素:
5.有鉴于此,本发明提供多功能纸质包装箱捆扎系统,通过控制电动推杆c运转,可以使其伸缩部带动夹持板向内侧平移,可以对箱体侧面进行夹持,通过步进电机带动底架进行九十度转动,可以使其带动箱体进行水平方向转向,可以使箱体通过转角传送带传输至束带机前侧,通过束带机运转,可以在对箱体正方向捆扎后再对侧方向进行捆扎,可以实现对不同尺寸箱体的交叉捆扎。
6.本发明提供了多功能纸质包装箱捆扎系统,具体包括:箱体检测机构、束带定位机构和巡回喷码机构和转角传送带,箱体检测机构设置于转角传送带后侧,转角传送带数量设置为三组,束带定位机构设置于箱体检测机构后侧,巡回喷码机构设置于束带定位机构右侧;所述转角传送带包括底板和滑架;所述转角传送带后侧连接设置有进料传送带,箱体检测机构连接设置于进料传送带顶部;所述进料传送带后侧连接设置有束带机,束带机顶部固定连接有束带框架,束带框架顶部连接设置有束带定位机构;所述箱体检测机构包括有台状架,台状架固定连接于进料传送带顶部,台状架内部左右两侧立面处分别固定连接有宽度测距仪和光敏传感器;所述台状架内侧顶部固定连接有高度测距仪,台状架内侧顶面固定连接有条码扫描器;所述束带定位机构包括有伺服电机a,伺服电机a数量设置为二组,伺服电机a固定连接于束带框架顶部右侧,伺服电机a转轴左侧通过同轴连接设置有传动轴,传动轴曲侧面固定连接有限位棱,束带框架顶部固定连接有双头电动推杆,双头电动推杆伸缩部外端固定连接有轴承架,束带定位机构包括有电动推杆b,电动推杆b数量设置为二组,电动推杆b固定连接于束带机传送带左右两侧,电动推杆b伸缩部前端固定连接有前压盒,前压盒后侧固定连接有电机,电机左侧固定连接有蜗杆减速器,蜗杆减速器输出轴转动连接于前压盒内侧,前压盒前端固定连接有压力传感器。
7.可选地,所述轴承架内侧通过转动连接设置有轴承内圈,轴承内圈套接于传动轴
外侧,轴承内圈内曲侧面开设有凹槽,限位棱滑动连接于凹槽内侧,轴承内圈外侧固定连接有电动伸缩杆。
8.可选地,所述电动伸缩杆伸缩部底端固定连接有电机座a,电机座a内部固定连接有伺服电机b,伺服电机b与伺服电机a电路信号相耦合,伺服电机b转轴底部固定连接有限位瓦。
9.可选地,所述蜗杆减速器输出轴内部通过同轴连接设置有传动齿轮,前压盒内部左右两侧通过滑动连接设置有齿条,齿条数量设置为二组,两组齿条分别于传动齿轮顶部与底部与传动齿轮啮合传动。
10.可选地,所述前压盒内部左右两侧固定连接有侧滑轨,侧滑轨与齿条侧端滑动连接,齿条外侧固定连接有延伸框架,延伸框架内侧通过转动连接设置有直角折板,直角折板顶部固定连接有扭簧。
11.可选地,所述巡回喷码机构包括有电机座b,束带机后侧连接设置有出料传送带,出料传送带右侧连接设置有电机座b,电机座b转轴顶部通过同轴连接设置有转盘,转盘顶面通过转动连接设置有底轴,底轴左右两侧通过同轴连接设置有联动齿轮c,各组底轴的联动齿轮c之间通过链条相传动,每组底轴上方设置有与其数量对应的传动辊。
12.可选地,所述传动辊左右两侧同轴连接有齿轮,底轴左右两侧末端通过同轴连接设置有联动齿轮d,联动齿轮d通过链条与传动辊左右两端齿轮相传动,转盘底部固定连接有电动机,电动机转轴顶部通过同轴连接设置有锥齿轮d,底轴内部通过同轴连接设置有锥齿轮c,锥齿轮c与锥齿轮d相啮合。
13.可选地,所述底板顶部中心处固定连接有电动推杆a,底板边角处顶部固定连接于限位管;所述电动推杆a伸缩部顶端与滑架底部固定连接,滑架底部边角处固定连接于限位杆,限位杆滑动连接于限位管内侧;所述滑架底部固定连接有电动机,滑架内侧底部通过转动连接设置有联动齿轮a,联动齿轮a之间通过链条相传动,电动机转轴与联动齿轮a同轴连接,电动推杆a上方设置有固定架,固定架顶部内侧通过转动连接设置有传送辊,滑架滑动连接于固定架内侧,固定架外侧通过支架与地面相连接。
14.可选地,所述联动齿轮a顶部通过同轴连接设置有锥齿轮a;所述滑架顶部通过转动连接设置有皮带轮,皮带轮,右侧通过同轴连接设置有联动齿轮b,各组联动齿轮b之间通过链条相传动,联动齿轮b右侧通过同轴连接设置有锥齿轮b,锥齿轮b与锥齿轮a啮合传动。
15.可选地,所述巡回喷码机构还包括有转向架和喷码机区,转向架设置于进料传送带右侧,转向架底部连接设置有一组转角传送带,转角传送带左端设置于进料传送带前侧,转向架内侧固定连接有液压缸,液压缸伸缩部底部固定连接有步进电机,步进电机转轴底部固定连接有底架,底架底部固定连接有距离传感器,底架内部左右两侧垂直贯穿有滑槽,底架顶部左右两侧固定连接有电动推杆c,电动推杆c伸缩部底部固定连接有夹持板,夹持板顶部滑动连接于滑槽内侧,电机座b右侧通过传送带设置有喷码机区,喷码机区前侧连接设置有,回料传送带左侧设置于转角传送带右侧。
16.有益效果
17.根据本发明的各实施例的捆扎系统与传统捆扎系统相比,当箱体通过束带机进行单方向横向捆扎后,通过传送带运输至束带机后侧的转角传送带顶部后,通过转角传送带将箱体横向运输至转盘顶部后,通过转盘将箱体运输至转向架内侧底部,通过自动化程序
控制液压缸运转,可以使其伸缩部带动底架向下平移至箱体顶部,通过底架底部的距离传感器可以对箱体高度进行检测,根据高度可以对测定箱体宽度大小,通过控制电动推杆c运转,可以使其伸缩部带动夹持板向内侧平移,可以对箱体侧面进行夹持,通过步进电机带动底架进行九十度转动,可以使其带动箱体进行水平方向转向,可以使箱体通过转角传送带传输至束带机前侧,通过束带机运转,可以在对箱体正方向捆扎后再对侧方向进行捆扎,可以实现对不同尺寸箱体的交叉捆扎,可以提高箱体捆扎牢固性。
18.此外,通过设置巡回喷码机构,通过箱体检测机构内侧的条码扫描器对箱体顶部喷码进行检测后,当检测到箱体喷码缺失时,可以在将箱体运输至最后侧的转角传送带时,将箱体横向运输至转盘处,可以使转盘将箱体传输至喷码机区内部对箱体进行补充喷码,通过回料传送带可以将补充喷码后的箱体重新运输至最前侧转角传送带处,可以对喷码缺失箱体识别后进行补充喷码。
19.此外,通过设置转盘,当箱体传输至转盘顶部后,通过控制电机座b转轴带动转盘进行转向,通过控制转盘底部电动机运转,转轴通过锥齿轮传动,可以使其带动底轴进行转动,通过联动齿轮c和联动齿轮d链条传动可以使底轴带动顶部的各组传动辊进行同步转动,通过与转盘配合,可以对箱体进行多方向传送,便于对箱体传输至多工序机构对其进行加工。
20.此外,通过设置转向架,箱体传输至进料传送带通过检测机构对其尺寸进行检测后,通过进料传送带匀速传送箱体,通过宽度测距仪对箱体左右两侧距离进行检测后,通过测算光敏传感器对测距仪激光信号感应时间,可以对箱体前后宽度进行检测,通过箱体前后宽度数据,使电机带动蜗杆减速器输出轴带动传动齿轮进行转动,可以使其带动齿条进行同步反方向平移,可以使其带动延伸框架根据箱体前后宽度进行相应距离伸缩,将箱体传输至束带机前侧时,通过控制左右两侧的两组电动推杆b同步运转,可以使其伸缩部带动前压盒对箱体左右两侧进行同步夹持,可以对箱体定位在传送带顶面中心处,当直角折板内侧面对箱体左右外侧面进行紧贴支撑时,可以使直角折板与箱体左右两侧立面相垂直的弯折板面向内侧偏转,可以使垂直面对箱体前后两侧进行夹持,可以使箱体水平面偏转角度进行回正,可以对箱体在传送带上的角度位置进行固定,便于对不同尺寸、偏转角度的箱体进行稳定捆扎,可以节省人力。
附图说明
21.为了更清楚地说明本发明的实施例的技术方案,下面将对实施例的附图作简单地介绍。
22.下面描述中的附图仅仅涉及本发明的一些实施例,而非对本发明的限制。
23.在附图中:
24.图1示出了根据本发明的实施例的捆扎系统整体的前侧立体结构的示意图;
25.图2示出了根据本发明的实施例图1中a的局部放大的示意图;
26.图3示出了根据本发明的实施例图1中b的局部放大的示意图;
27.图4示出了根据本发明的实施例的捆扎系统滑架的立体拆解结构的示意图;
28.图5示出了根据本发明的实施例的捆扎系统转角传送带的立体结构的示意图;
29.图6示出了根据本发明的实施例的捆扎系统台状架的立体拆解结构的示意图;
30.图7示出了根据本发明的实施例的捆扎系统底架的仰视立体结构的示意图;
31.图8示出了根据本发明的实施例的捆扎系统前压盒的立体拆解结构的示意图;
32.图9示出了根据本发明的实施例的捆扎系统转盘的俯视立体结构的示意图;
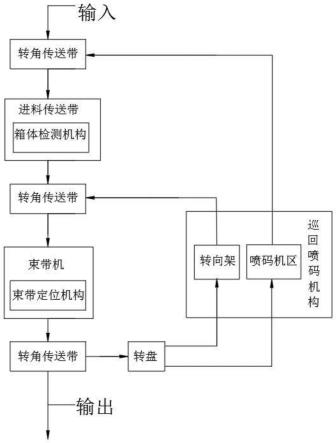
33.图10示出了根据本发明的实施例的捆扎系统的系统框图。
34.附图标记列表
35.1、转角传送带1;
36.101、底板;1011、电动推杆a;1012、限位管;102、滑架;1021、联动齿轮a;1022、锥齿轮a;103、皮带轮;1031、联动齿轮b;1032、锥齿轮b;104、固定架;1041、传送辊;
37.2、进料传送带;
38.201、台状架;202、宽度测距仪;203、光敏传感器;204、高度测距仪;205、条码扫描器;
39.3、束带机;
40.301、束带框架;302、伺服电机a;3021、传动轴;3022、限位棱;303、双头电动推杆;304、轴承架;3041、轴承内圈;305、电动伸缩杆;3051、电机座a;3052、伺服电机b;306、限位瓦;
41.4、电动推杆b;
42.401、蜗杆减速器;4011、传动齿轮;402、前压盒;4021、侧滑轨;4022、压力传感器;403、齿条;404、延伸框架;405、直角折板;4051、扭簧;
43.5、电机座b;
44.501、转盘;502、底轴;5021、联动齿轮c;5022、联动齿轮d;503、传动辊;504、锥齿轮c;505、锥齿轮d;
45.6、转向架;
46.601、液压缸;602、底架;6021、距离传感器;6022、滑槽;603、电动推杆c;604、夹持板;
47.7、喷码机区;
48.701、回料传送带。
具体实施方式
49.为了使得本发明的技术方案的目的、方案和优点更加清楚,下文中将结合本发明的具体实施例的附图,对本发明实施例的技术方案进行清楚、完整的描述。除非另有说明,否则本文所使用的术语具有本领域通常的含义。附图中相同的附图标记代表相同的部件。
50.实施例一:请参考图1至图10:
51.本发明提出了多功能纸质包装箱捆扎系统,包括:箱体检测机构、束带定位机构和巡回喷码机构和转角传送带1,箱体检测机构设置于转角传送带1后侧,转角传送带1数量设置为三组,束带定位机构设置于箱体检测机构后侧,巡回喷码机构设置于束带定位机构右侧;转角传送带1包括底板101和滑架102;转角传送带1后侧连接设置有进料传送带2,箱体检测机构连接设置于进料传送带2顶部;进料传送带2后侧连接设置有束带机3,束带机3顶部固定连接有束带框架301,束带框架301顶部连接设置有束带定位机构;箱体检测机构包括有台状架201,台状架201固定连接于进料传送带2顶部,台状架201内部左右两侧立面处
分别固定连接有宽度测距仪202和光敏传感器203;台状架201内侧顶部固定连接有高度测距仪204,台状架201内侧顶面固定连接有条码扫描器205;束带定位机构包括有伺服电机a302,伺服电机a302数量设置为二组,伺服电机a302固定连接于束带框架301顶部右侧,伺服电机a302转轴左侧通过同轴连接设置有传动轴3021,传动轴3021曲侧面固定连接有限位棱3022,束带框架301顶部固定连接有双头电动推杆303,双头电动推杆303伸缩部外端固定连接有轴承架304,束带定位机构包括有电动推杆b4,电动推杆b4数量设置为二组,电动推杆b4固定连接于束带机3传送带左右两侧,电动推杆b4伸缩部前端固定连接有前压盒402,前压盒402后侧固定连接有电机,电机左侧固定连接有蜗杆减速器401,蜗杆减速器401输出轴转动连接于前压盒402内侧,前压盒402前端固定连接有压力传感器4022,轴承架304内侧通过转动连接设置有轴承内圈3041,轴承内圈3041套接于传动轴3021外侧,轴承内圈3041内曲侧面开设有凹槽,限位棱3022滑动连接于凹槽内侧,轴承内圈3041外侧固定连接有电动伸缩杆305,电动伸缩杆305伸缩部底端固定连接有电机座a3051,电机座a3051内部固定连接有伺服电机b3052,伺服电机b3052与伺服电机a302电路信号相耦合,伺服电机b3052转轴底部固定连接有限位瓦306,通过传送带将箱体运输至束带框架301内侧后,通过自动化控制伺服电机a302运转,可以使其带动传动轴3021进行转动,可以使传动轴3021带动轴承内圈3041进行角度偏转,可以使轴承内圈3041侧面的电动伸缩杆305伸缩部末端的限位瓦306偏转至与箱体底部边角处进行贴合,可以控制限位瓦306对箱体进行扶持,当箱体进行偏转至侧面进行捆扎时,通过自动化控制双头电动推杆303运转,可以使其伸缩部带动两组轴承架304在传动轴3021外侧进行横向平移,对轴承架304底部的限位瓦306横向间距进行调整,便于对箱体左右两侧边角处进行夹持,通过限位瓦306对进行扶持箱体,在对箱体进行捆扎时便于对其进行稳定支撑。
52.如图2至图9所示,蜗杆减速器401输出轴内部通过同轴连接设置有传动齿轮4011,前压盒402内部左右两侧通过滑动连接设置有齿条403,齿条403数量设置为二组,两组齿条403分别于传动齿轮4011顶部与底部与传动齿轮4011啮合传动,前压盒402内部左右两侧固定连接有侧滑轨4021,侧滑轨4021与齿条403侧端滑动连接,齿条403外侧固定连接有延伸框架404,延伸框架404内侧通过转动连接设置有直角折板405,直角折板405顶部固定连接有扭簧4051,箱体传输至进料传送带2通过检测机构对其尺寸进行检测后,通过进料传送带2匀速传送箱体,通过宽度测距仪202对箱体左右两侧距离进行检测后,通过测算光敏传感器203对测距仪激光信号感应时间,可以对箱体前后宽度进行检测,通过箱体前后宽度数据,使电机带动蜗杆减速器401输出轴带动传动齿轮4011进行转动,可以使其带动齿条403进行同步反方向平移,可以使其带动延伸框架404根据箱体前后宽度进行相应距离伸缩,将箱体传输至束带机3前侧时,通过控制左右两侧的两组电动推杆b4同步运转,可以使其伸缩部带动前压盒402对箱体左右两侧进行同步夹持,可以对箱体定位在传送带顶面中心处,当直角折板405内侧面对箱体左右外侧面进行紧贴支撑时,可以使直角折板405与箱体左右两侧立面相垂直的弯折板面向内侧偏转,可以使垂直面对箱体前后两侧进行夹持,可以使箱体水平面偏转角度进行回正,可以对箱体在传送带上的角度位置进行固定,便于对不同尺寸、偏转角度的箱体进行稳定捆扎。
53.如图9所示,巡回喷码机构包括有电机座b5,束带机3后侧连接设置有出料传送带,出料传送带右侧连接设置有电机座b5,电机座b5转轴顶部通过同轴连接设置有转盘501,转
盘501顶面通过转动连接设置有底轴502,底轴502左右两侧通过同轴连接设置有联动齿轮c5021,各组底轴502的联动齿轮c5021之间通过链条相传动,每组底轴502上方设置有与其数量对应的传动辊503,传动辊503左右两侧同轴连接有齿轮,底轴502左右两侧末端通过同轴连接设置有联动齿轮d5022,联动齿轮d5022通过链条与传动辊503左右两端齿轮相传动,转盘501底部固定连接有电动机,电动机转轴顶部通过同轴连接设置有锥齿轮d505,底轴502内部通过同轴连接设置有锥齿轮c504,锥齿轮c504与锥齿轮d505相啮合,当箱体传输至转盘501顶部后,通过控制电机座b5转轴带动转盘501进行转向,通过控制转盘501底部电动机运转,转轴通过锥齿轮传动,可以使其带动底轴502进行转动,通过联动齿轮c5021和联动齿轮d5022链条传动可以使底轴502带动顶部的各组传动辊503进行同步转动,通过与转盘501配合,可以对箱体进行多方向传送,便于对箱体传输至多工序机构对其进行加工。
54.如图2至图9所示,底板101顶部中心处固定连接有电动推杆a1011,底板101边角处顶部固定连接于限位管1012;电动推杆a1011伸缩部顶端与滑架102底部固定连接,滑架102底部边角处固定连接于限位杆,限位杆滑动连接于限位管1012内侧;滑架102底部固定连接有电动机,滑架102内侧底部通过转动连接设置有联动齿轮a1021,联动齿轮a1021之间通过链条相传动,电动机转轴与联动齿轮a1021同轴连接,电动推杆a1011上方设置有固定架104,固定架104顶部内侧通过转动连接设置有传送辊1041,滑架102滑动连接于固定架104内侧,联动齿轮a1021顶部通过同轴连接设置有锥齿轮a1022;滑架102顶部通过转动连接设置有皮带轮103,皮带轮103,右侧通过同轴连接设置有联动齿轮b1031,各组联动齿轮b1031之间通过链条相传动,联动齿轮b1031右侧通过同轴连接设置有锥齿轮b1032,锥齿轮b1032与锥齿轮a1022啮合传动,通过传送带将箱体运输至传送辊1041顶部后,当需要对箱体进行转向时,可以使电动推杆a1011伸缩部带动滑架102向上平移,可以使皮带轮103外侧皮带向上对箱体底部进行支撑,通过控制电动机运转,通过联动可以使皮带轮103转动,可以使箱体进行横向平移,可以对箱体进行转向移动。
55.如图1至图8所示,巡回喷码机构还包括有转向架6和喷码机区7,转向架6设置于进料传送带2右侧,转向架6底部连接设置有一组转角传送带1,转角传送带1左端设置于进料传送带2前侧,转向架6内侧固定连接有液压缸601,液压缸601伸缩部底部固定连接有步进电机,步进电机转轴底部固定连接有底架602,底架602底部固定连接有距离传感器6021,底架602内部左右两侧垂直贯穿有滑槽6022,底架602顶部左右两侧固定连接有电动推杆c603,电动推杆c603伸缩部底部固定连接有夹持板604,夹持板604顶部滑动连接于滑槽6022内侧,当箱体通过束带机3进行单方向横向捆扎后,通过传送带运输至束带机3后侧的转角传送带1顶部后,通过转角传送带1将箱体横向运输至转盘501顶部后,通过转盘501将箱体运输至转向架6内侧底部,通过自动化程序控制液压缸601运转,可以使其伸缩部带动底架602向下平移至箱体顶部,通过底架602底部的距离传感器6021可以对箱体高度进行检测,根据高度可以对测定箱体宽度大小,通过控制电动推杆c603运转,可以使其伸缩部带动夹持板604向内侧平移,可以对箱体侧面进行夹持,通过步进电机带动底架602进行九十度转动,可以使其带动箱体进行水平方向转向,可以使箱体通过转角传送带1传输至束带机3前侧,通过束带机3运转,可以在对箱体正方向捆扎后再对侧方向进行捆扎,可以提高箱体捆扎牢固性。
56.如图1所示,电机座b5右侧通过传送带设置有喷码机区7,喷码机区7前侧连接设置
有,回料传送带701左侧设置于转角传送带1右侧,通过箱体检测机构内侧的条码扫描器205对箱体顶部喷码进行检测后,当检测到箱体喷码缺失时,可以在将箱体运输至最后侧的转角传送带1时,将箱体横向运输至转盘501处,可以使转盘501将箱体传输至喷码机区7内部对箱体进行补充喷码,通过回料传送带701可以将补充喷码后的箱体重新运输至最前侧转角传送带1处。
57.本发明实施例中提到的压力传感器4022(型号为ns-p-1)、距离传感器6021(型号为ktr-25)、光敏传感器203(型号为gd-708)可以通过私人订制或市场购买获得。
58.本实施例的具体使用方式与作用:本发明中,在使用时,箱体传输至进料传送带2通过检测机构对其尺寸进行检测后,通过进料传送带2匀速传送箱体,通过宽度测距仪202对箱体左右两侧距离进行检测后,通过测算光敏传感器203对测距仪激光信号感应时间,可以对箱体前后宽度进行检测,通过箱体前后宽度数据,使电机带动蜗杆减速器401输出轴带动传动齿轮4011进行转动,可以使其带动齿条403进行同步反方向平移,可以使其带动延伸框架404根据箱体前后宽度进行相应距离伸缩,将箱体传输至束带机3前侧时,通过控制左右两侧的两组电动推杆b4同步运转,可以使其伸缩部带动前压盒402对箱体左右两侧进行同步夹持,可以对箱体定位在传送带顶面中心处,当直角折板405内侧面对箱体左右外侧面进行紧贴支撑时,可以使直角折板405与箱体左右两侧立面相垂直的弯折板面向内侧偏转,可以使垂直面对箱体前后两侧进行夹持,可以使箱体水平面偏转角度进行回正,可以对箱体在传送带上的角度位置进行固定,便于对不同尺寸、偏转角度的箱体进行稳定捆扎,通过传送带将箱体运输至束带框架301内侧后,通过自动化控制伺服电机a302运转,可以使其带动传动轴3021进行转动,可以使传动轴3021带动轴承内圈3041进行角度偏转,可以使轴承内圈3041侧面的电动伸缩杆305伸缩部末端的限位瓦306偏转至与箱体底部边角处进行贴合,可以控制限位瓦306对箱体进行扶持,当箱体进行偏转至侧面进行捆扎时,通过自动化控制双头电动推杆303运转,可以使其伸缩部带动两组轴承架304在传动轴3021外侧进行横向平移,对轴承架304底部的限位瓦306横向间距进行调整,便于对箱体左右两侧边角处进行夹持,通过限位瓦306对进行扶持箱体,在对箱体进行捆扎时便于对其进行稳定支撑,当箱体通过束带机3进行单方向横向捆扎后,通过传送带运输至束带机3后侧的转角传送带1顶部后,通过转角传送带1将箱体横向运输至转盘501顶部后,通过转盘501将箱体运输至转向架6内侧底部,通过自动化程序控制液压缸601运转,可以使其伸缩部带动底架602向下平移至箱体顶部,通过底架602底部的距离传感器6021可以对箱体高度进行检测,根据高度可以对测定箱体宽度大小,通过控制电动推杆c603运转,可以使其伸缩部带动夹持板604向内侧平移,可以对箱体侧面进行夹持,通过步进电机带动底架602进行九十度转动,可以使其带动箱体进行水平方向转向,可以使箱体通过转角传送带1传输至束带机3前侧,通过束带机3运转,可以在对箱体正方向捆扎后再对侧方向进行捆扎,可以提高箱体捆扎牢固性,通过箱体检测机构内侧的条码扫描器205对箱体顶部喷码进行检测后,当检测到箱体喷码缺失时,可以在将箱体运输至最后侧的转角传送带1时,将箱体横向运输至转盘501处,可以使转盘501将箱体传输至喷码机区7内部对箱体进行补充喷码,通过回料传送带701可以将补充喷码后的箱体重新运输至最前侧转角传送带1处进行再次处理。
59.最后,需要说明的是,本发明在描述各个构件的位置及其之间的配合关系等时,通常会以一个/一对构件举例而言,然而本领域技术人员应该理解的是,这样的位置、配合关
系等,同样适用于其他构件/其他成对的构件。以上所述仅是本发明的示范性实施方式,而非用于限制本发明的保护范围,本发明的保护范围由所附的权利要求确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1