一种自动贴胶带装置的制作方法
1.本发明涉及冷轧带钢连接技术领域,尤其涉及一种自动贴胶带装置。
背景技术:
2.冷轧精整生产线带钢焊接采用氩弧点焊机。由于焊机焊接电流不稳定而影响焊接质量,造成焊缝强度不够,例如当机组建立低张力穿带时焊缝处经常出现崩裂问题。
3.此外,由于采用点焊形式,焊接过程容易形成焊渣并吸附在钢辊上而造成带钢表面压坑缺陷。为防止生产线批量质量事故,操作人员需每卷对焊机焊渣进行清理,同时生产线出口需多下一个小尾卷,便于带钢表面质量检查。
4.上述问题和措施,不仅导致操作人员劳动强度和安全风险的增加,而且大大降低生产线的作业效率和产品质量。
技术实现要素:
5.本技术提供一种自动贴胶带装置,解决了相关技术中带钢采用点焊连接存在焊缝质量受限、焊接形成焊渣并产生压坑缺陷、相应处理操作影响作业效率的技术问题。
6.本技术提供一种自动贴胶带装置,包括龙门机架、xyz三轴模组和贴胶机构,龙门机架设有带钢移动通道,带钢移动通道包括出口带钢的带尾与入口带钢的带头的搭接区域,xyz三轴模组安装于龙门机架,贴胶机构安装于xyz三轴模组的z轴直线模组上,以将胶带粘贴到出口带钢的带尾与入口带钢的带头。
7.某些可实施方案中,贴胶机构包括安装于xyz三轴模组的z轴直线模组上的基座以及安装于基座的:
8.胶卷筒,外装有胶带所属的胶带圈;
9.导向组,以将胶带缠绕出料并可将胶带抵压至带钢移动通道的带钢表面上,带钢包括出口带钢和入口带钢;和
10.切刀,用于在胶带粘贴在带钢表面后进行胶带的切割。
11.某些可实施方案中,贴胶机构还包括安装于基座的:
12.压紧轮,压紧轮的轮面被配置压紧粘贴在带钢上的胶带;
13.其中,沿带钢移动通道的带钢运动方向,胶卷筒、导向组、切刀和压紧轮依次设置。
14.某些可实施方案中,导向组包括若干导轮、导板和压轮,从胶带圈展开的胶带绕经导轮并输送至导板,压轮与导板的出口相对设置,压轮被配置可沿竖向移动以将从导板出的胶带压到带钢表面上。
15.某些可实施方案中,压轮配置有第一气缸驱动。
16.某些可实施方案中,压紧轮可转动地安装于轮座,轮座的顶端安装有竖向杆,基座设有筒座,竖向杆沿竖向穿设于筒座,竖向杆的顶端安装有限位板,竖向杆套设有弹簧,弹簧设于轮座与筒座之间。
17.某些可实施方案中,切刀配置有第二气缸驱动。
18.某些可实施方案中,自动贴胶带装置还设有控制中心,控制中心以控制连接xyz三轴模组和切刀。
19.某些可实施方案中,控制中心还控制连接自动贴胶带装置的前端压辊和后端压辊。
20.某些可实施方案中,控制中心配置有触摸屏。
21.本技术有益效果如下:本技术提供一种自动贴胶带装置,用于对两带钢通过胶带连接,具体在装置的龙门机架中设置带钢移动通道,带钢移动通道用于带钢移动,具体在一前一后的两个带钢过渡时,形成有出口带钢的带尾与入口带钢的带头的搭接区域;本装置通过在龙门机架上设置xyz三轴模组、并且将贴胶机构安装于xyz三轴模组的z轴直线模组上,通过xyz三轴模组实现贴胶机构在x、y、z向的移动,将贴胶机构中的胶带粘贴到带钢,具体粘贴到出口带钢的带尾与入口带钢的带头上,实现出口带钢带尾与入口带钢带头的连接;通过本装置采用胶带自动粘接实现薄板头尾连接,有效代替焊接的焊接方式,从而克服了焊接电流不稳存在焊缝连接强度可能缺陷的问题,克服了点焊形成焊渣、产生压坑缺陷的问题,有效提高生产线的产品质量,无需再多下尾卷进行质量检查的操作;本装置可配合低张力穿带控制方法,显著提高生产线作业效率,改善了操作人员劳动强度和作业风险。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例。
23.图1为本技术提供的一种自动贴胶带装置的整体结构示意图;
24.图2为图1中部分结构的侧视图;
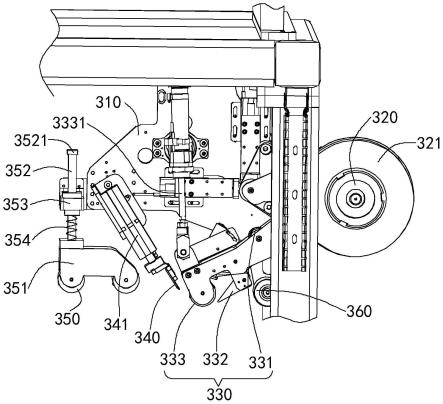
25.图3为图2中贴胶机构的具体结构示意图。
26.附图标注:100-龙门机架,200-xyz三轴模组,300-贴胶机构,310-基座,320-胶卷筒,321-胶带圈,3211-胶带,330-导向组,331-导轮,332-导板,333-压轮,3331-第一气缸,340-切刀,341-第二气缸,350-压紧轮,351-轮座,352-竖向杆,3521-限位板,353-筒座,354-弹簧,360-提前轮。
具体实施方式
27.本技术实施例通过提供一种自动贴胶带装置,解决了相关技术中带钢采用点焊连接存在焊缝质量受限、焊接形成焊渣并产生压坑缺陷、相应处理操作影响作业效率的技术问题。
28.本技术实施例中的技术方案为解决上述技术问题,总体思路如下:
29.一种自动贴胶带装置,包括龙门机架、xyz三轴模组和贴胶机构,龙门机架设有带钢移动通道,带钢移动通道包括出口带钢的带尾与入口带钢的带头的搭接区域,xyz三轴模组安装于龙门机架,贴胶机构安装于xyz三轴模组的z轴直线模组上,以将胶带粘贴到出口带钢的带尾与入口带钢的带头。
30.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
31.请参照图1至图3,本实施例公开一种自动贴胶带装置,包括龙门机架100、xyz三轴模组200和贴胶机构300,龙门机架100设有带钢移动通道(图中未示意),带钢移动通道包括出口带钢的带尾与入口带钢的带头的搭接区域,xyz三轴模组200安装于龙门机架100,贴胶机构300安装于xyz三轴模组200的z轴直线模组上,以将胶带3211粘贴到出口带钢的带尾与入口带钢的带头。
32.具体地,本装置的龙门机架100中设置带钢移动通道,带钢移动通道用于带钢移动,具体在一前一后的两个带钢过渡时,形成有出口带钢的带尾与入口带钢的带头的搭接区域。某些可实施方案中,搭接时出口带钢带尾位于下层、入口带钢带头位于上层,相应贴胶机构300采用从带钢移动通道的入口向出口的方向移动,完成贴胶带作用。
33.本装置通过在龙门机架100上设置xyz三轴模组200、并且将贴胶机构300安装于xyz三轴模组200的z轴直线模组上,xyz三轴模组200能分别沿x轴方向、y轴方向和z轴方向移动,通过xyz三轴模组200实现贴胶机构300在x、y、z向的移动,将贴胶机构300中的胶带3211粘贴到带钢。结合出口带钢的带尾与入口带钢的带头形成的搭接区域,具体将胶带3211粘贴到出口带钢的带尾与入口带钢的带头上,实现出口带钢带尾与入口带钢带头的连接。
34.综上所述,通过本装置采用胶带自动粘接实现薄板头尾连接,有效代替焊接的焊接方式,从而克服了焊接电流不稳存在焊缝连接强度可能缺陷的问题,克服了点焊形成焊渣、产生压坑缺陷的问题,有效提高生产线的产品质量,无需再多下尾卷进行质量检查的操作;本装置可配合低张力穿带控制方法,显著提高生产线作业效率,改善了操作人员劳动强度和作业风险。
35.某些可实施方案中,具体参照图3,贴胶机构300包括基座310和安装于基座310上的胶卷筒320、导向组330和切刀340;基座310装于xyz三轴模组200的z轴直线模组上,满足贴胶机构300依据xyz三轴模组200进行三向移动,形成类似于图1中胶片的粘接排布形式。
36.贴胶机构300中,胶卷筒320沿筒面外装有胶带圈321,胶带圈321为胶带3211的集成,胶带圈321可采用人工放换料的方式进行更换;从胶带圈321出的胶带3211具体通过导向组330缠绕出料,胶带3211绕设于导向组330,导向组330将胶带3211展开,并且可在需要胶带3211粘接时将胶带3211抵压至带钢移动通道的带钢表面上,本处的带钢包括上述的出口带钢和入口带钢形式,实现入口带钢与出口带钢的连接;再粘贴后通过切刀340进行胶带3211切割,具体为在胶带3211粘贴在带钢表面后进行胶带3211的切割。
37.通过上述贴胶机构300,可实现胶带的合理布置,以及对带钢的粘贴、粘贴后切割的有效操作。
38.可理解的,本装置涉及到相关控制,某些可实施方案中,自动贴胶带装置还设有控制中心,控制中心以控制连接xyz三轴模组200和切刀340,体现在控制贴胶机构300的空间多方向移动,以及控制切刀340进行胶带3211切割的过程。
39.某些可实施方案中,控制中心还控制连接自动贴胶带装置的前端压辊和后端压辊,具体体现在,进行出口带钢带尾与入口带钢带头的搭接以及搭接后的胶带3211连接时,可控制本装置的前、后端压辊处于压下状态,使相关带尾与带头处于位置稳定状态,有利于后续的贴胶机构300的操作。
40.某些可实施方案中,控制中心配置有触摸屏,通过触摸屏的输入方式,控制针对不
同规格带钢进行连接时的xyz三轴模组200的行程。
41.请参照图3,以下对贴胶机构300作进一步限定。
42.某些可实施方案中,贴胶机构300还包括安装于基座310的压紧轮350,压紧轮350的轮面被配置压紧粘贴在带钢上的胶带3211;其中,如图3所示,沿带钢移动通道的带钢运动方向,胶卷筒320、导向组330、切刀340和压紧轮350依次设置。压紧轮350的作用在于,胶带3211粘贴到带钢表面后,通过压紧轮350对胶带3211进行压紧,压紧轮350的轮面将胶带3211滚压一遍,加强胶带3211与带钢的粘接强度。
43.某些可实施方案中,如图3所示,贴胶机构300还包括提前轮360,体现在沿带钢移动通道的带钢运动方向,提前轮360设置于导向组330的前方。具体作用在于,贴胶机构300下移至胶带3211与带钢表面相接的准备状态时,提前轮360直接与带钢表面接触,在贴胶机构300沿带钢从前至后移动时,提前轮360在胶带3211的前方移动,提前轮360将带钢压住,以保证后方的胶带3211顺利、良好的粘接到带钢表面上。
44.某些可实施方案中,如图3所示,导向组330包括若干导轮331、导板332和压轮333,从胶带圈321展开的胶带3211绕经导轮331并输送至导板332,压轮333与导板332的出口相对设置,压轮333被配置可沿竖向移动以将从导板332出的胶带3211压到带钢表面上。具体地,通过导轮331将胶带圈321的胶带3211进行牵引,并导至导板332上;导板332可如图3所示的竖向截面呈三角形设置,在导板332的端部将胶带3211引出,有利于对胶带3211的空间位置限定;通过压轮333的竖向移动,至将从导板332出的胶带3211压到带钢表面上,实现胶带3211粘接到带钢表面的目的。
45.某些可实施方案中,如图3所示,压紧轮350可转动地安装于轮座351,轮座351的顶端安装有竖向杆352,基座310设有筒座353,竖向杆352沿竖向穿设于筒座353,竖向杆352的顶端安装有限位板3521,竖向杆352套设有弹簧354,弹簧354设于轮座351与筒座353之间。具体体现在无需主动控制压紧轮350竖向移动,当准备粘接时贴胶机构300整体下移,导致筒座353与轮座351间距减小、竖向杆352与筒座353相对移动,弹簧354受到挤压,而将轮座351上的压紧轮350紧紧抵在带钢表面上,包括抵在带钢表面上的胶带3211。
46.某些可实施方案中,如图3所示,压轮333配置有第一气缸3331驱动,通过第一气缸3331的伸缩,使贴胶机构300的基座310发生偏转,进而使得压轮333的高度位置发生改变,调整第一气缸3331可直至压轮333将胶带3211抵到带钢表面上。相应地,第一气缸3331与基座310可转动连接,基座310中与第一气缸3331直连的部分结构与其它结构可转动连接。
47.某些可实施方案中,切刀340配置有第二气缸341驱动,可对胶带3211进行快速切割。如图3所示,切刀340呈倾斜设置,具体朝向压轮333的下方设置,从而使得第二气缸341与切刀340具有合理布置空间。
48.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
49.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1