一种提高氨纶纤维卷绕生头效率的工艺控制方法与流程
95%,优选为60%-80%。
11.进一步地,所述导丝辊在卷绕生头时的速度与其在正常卷绕时的工艺速度的速度差为100-600m/min,优选为150-400m/min。
12.进一步地,所述导丝辊的速度可以通过纺丝中的卷绕程序控制系统进行切换。
13.为了便于描述,文中氨纶纤维和氨纶丝是同一概念。
14.本发明提供的一种提高氨纶纤维卷绕生头效率的工艺控制方法,具体为:在氨纶纤维的生产过程中,从纺丝甬道出来的氨纶丝,由操作工人将氨纶丝挂到分丝器上,然后通过导丝辊,此时将导丝辊的速度设置为特定的其在卷绕生头时的速度,再由生头吸枪吸取,进而将氨纶丝送入卷绕装置,在氨纶纤维卷绕到卷绕装置后,通过纺丝中的卷绕程序控制系统对导丝辊的速度进行切换操作,将导丝辊的速度切换为其在正常生产时的工艺速度,上述整个过程为氨纶卷绕生头工艺控制过程。完成该卷绕生头的工艺控制过程所用的时间为生头时间。氨纶卷绕生头过程中,导丝辊的速度控制直接影响氨纶纤维的卷绕生头效率及最终氨纶纤维的产品品质。本发明提供的一种提高氨纶纤维卷绕生头效率的工艺控制方法,设置特定的导丝辊在氨纶丝卷绕生头时的速度,且导丝辊在卷绕生头时的速度与其在正常卷绕时的工艺速度的速度差在100-600m/min之间,这样操作工人用生头吸枪吸取氨纶丝的操作过程中纤维断头率低,重复该操作的次数就会减少,从而所用的生头时间短,进而提高了氨纶纤维卷绕生头效率。本发明的工艺控制方法甚至可以实现生头过程中氨纶丝无断头,操作工人不用重复操作,极大提高氨纶纤维的卷绕生头效率。
15.该氨纶纤维卷绕生头工艺过程需要车间工人操作生头吸枪进行。生头吸枪内压缩空气的压力范围为0.4mpa-1mpa,优选0.6mpa-0.8mpa。压力过低,吸枪的吸力不足,无法把氨纶丝吸起;压力过高,则容易把丝吸断,能耗高,同时还会有安全隐患。压力过高或者过低,都不利于生头操作的完成,因此在生头过程中,需要设置合适的压力完成生头操作。
16.这里,氨纶纤维的卷绕张力为氨纶纤维在卷绕到丝饼上时,存在于纤维内部而垂直于两邻部分接触面上的相互牵引力,氨纶纤维从纺丝甬道出来后到卷绕到丝饼前受的牵引力均会对其卷绕张力产生影响,为了保持氨纶纤维的连续稳定卷绕及产品品质,必须将卷绕张力保持在合适的范围内,最好是稳定不变。而氨纶纤维生头过程是最容易造成卷绕张力波动的,因为这里涉及喷丝速度、导丝辊速度、人工操作吸枪的速度、卷绕装置的速度的配合及衔接,若在生头过程中的上述控制工艺不合适将会使生头困难、纤维断头率高,进而完不成整个生头过程,生头效率降低。本发明技术方案的卷绕生头工艺控制方法,通过设置特定的导丝辊在卷绕生头时的速度;在氨纶纤维卷绕到卷绕装置后,再将导丝辊的速度切换为其在正常卷绕时的工艺速度,且,导丝辊在卷绕生头时的速度低于其在正常卷绕时的工艺速度解决了上述问题。
17.具体而言:
18.在氨纶纤维卷绕生头时,受限于生头吸枪的压力范围、工人的操作极限难度,如果导丝辊的速度设置过高,将会导致氨纶纤维卷绕生头过程中,氨纶纤维的卷绕张力不足,易导致氨纶纤维绕辊及断丝等,影响生头操作的顺利完成;如果设置较低的导丝辊的速度,虽然可以改善生头操作难度,但相对低的导丝辊速度,直接导致了氨纶纤维卷绕张力提升,造成氨纶丝饼内应力增加,预牵伸变大,影响氨纶纤维的最终产品品质。因此,在氨纶纤维生头过程中,设置特定的导丝辊在卷绕生头时的速度就非常重要,同时设置特定的导丝辊工
艺速度也可以起到调整氨纶纤维的卷绕张力及预牵伸的作用。本发明的氨纶纤维卷绕生头工艺控制方法,在氨纶纤维卷绕生头开始时,将导丝辊的速度设定为比其在正常卷绕时的工艺速度低100-600m/min,在氨纶纤维顺利卷绕到卷绕装置上后,通过纺丝中的卷绕程序控制系统,将导丝辊的速度调整为其在正常卷绕时的工艺速度,然后进行稳定卷绕生产。该过程中不同时间的速度差不但可以降低生头的操作难度,还可以保障正常卷绕的工艺速度,同时可以避免因生头时导丝辊速度过快造成的绕辊及断丝,提高生头效率,还可以保障正常卷绕时纤维的预牵伸降低。
19.可选地,在氨纶纤维正常卷绕时,卷绕装置的卷绕速度设置为高于导丝辊的其在正常卷绕时的工艺速度,这样可以降低氨纶纤维在正常卷绕过程中的卷绕张力,减小预牵伸,提高产品品质,同时也提高了生产效率。
20.进一步地,依据所述氨纶纤维卷绕生头效率的工艺控制方法制得的氨纶纤维产品的卷绕张力可控制为0.20~0.25cn。
21.进一步地,依据所述氨纶卷绕生头效率的工艺控制方法制得的氨纶纤维产品的预牵伸可控制为6%-16%。更优的氨纶卷绕生头效率的工艺控制方法制得的氨纶纤维产品的预牵伸可控制为7%-10%。
22.本发明对导丝辊的数量没有限制,根据实际生产的需要进行设置,可以设置第一导丝辊,第二导丝辊,第三导丝辊、第四导丝辊等。这些导丝辊的在氨纶卷绕生头时的速度及正常卷绕时的工艺速度可以相同,也可以不同,其速度差越小,最终卷绕成形的氨纶纤维产品的卷绕张力及预牵伸越小。
23.本发明对卷绕生头位置不做限定,可以在纺丝甬道与第一导丝辊之间,或者第一导丝辊与第二导丝辊之间,或者第二导丝辊与第三导丝辊等位置都可以用生头吸枪进行生头。
24.在进行生头时,需要有导辊卷绕此过程中产生的氨纶废丝。本发明对卷绕废丝的导辊不做限定,可以将任一导丝辊或者任一卷绕辊作为卷绕废丝的导辊。待卷绕生头过程完成后,去除掉在其上面的废丝,然后即可正常使用。
25.进一步地,本发明提高氨纶纤维卷绕生头效率的工艺控制方法更适合细旦及超细旦氨纶纤维(旦数为30d以下的细旦氨纶,尤其是15d以下的超细旦氨纶)的生产,尤其适合高密度细旦、超细旦氨纶纤维的生产。因为在高密度细旦及超细旦氨纶纤维生产时,同一纺丝单元的纺丝密度更高,经分丝器到导丝辊上的氨纶纤维根数更多,氨纶纤维更细,氨纶纤维的模量更低、运行张力更低,更容易断裂,导致了氨纶纤维卷绕生头的难度更为明显,在卷绕生头过程中出现断丝、绕辊的情况增多,卷绕生头效率降低。而采用本发明的氨纶卷绕生头工艺控制方法,将导丝辊在氨纶纤维卷绕生产时的速度设置为低于其在正常卷绕时的工艺速度的100-600m/min,有效的减少了纤维卷绕生头过程中的断丝、绕辊现象。
26.化纤类纤度单位:旦尼尔denier,简称d,纤度定义为:指9000m长的纤维在公定回潮率时的质量克数,单位为旦。如:9000米长重30克,即为30d。常规氨纶纤维,通常是指纤度在40d~70d之间,单丝纤度在10~20dpf,以3~5根复丝形式组成的产品。对于氨纶超细旦和细旦的划分,目前还没有统一标准,通常把在15d~30d的产品称之为细旦,而小于15d的都可称之为超细旦。氨纶的超细旦产品通常都是单丝的形态,对生产工艺通常有更高的要求。这里,旦数为30d以下的称为细旦氨纶,15d以下的称为超细旦氨纶。
27.另一方面,本发明提供一种提高氨纶纤维卷绕生头效率的工艺控制方法在细旦氨纶纤维的生产中的应用。
28.本发明的有益效果:
29.本发明提供的提高氨纶纤维卷绕生头效率的工艺控制方法,采用控制导丝辊在卷绕生头及正常卷绕时速度差的方式实现生头操作。通过设置特定的导丝辊在卷绕生头时的速度,再配合吸枪合适的压力,保证卷绕生头过程顺利完成,达到提高生头稳定性的效果,提高生头效率。氨纶纤维卷绕到卷绕装置后,通过纺丝中的卷绕程序控制系统,将导丝辊在卷绕生头时的速度切换为其在正常卷绕时的工艺速度。同时,该导丝辊在正常卷绕时的工艺速度和卷绕装置的卷绕速度保持一定的速度差,从而降低卷绕过程中氨纶纤维的卷绕张力,减小预牵伸,提高卷绕生头效率,提高氨纶纤维产品品质,同时也提高了生产效率。
附图说明
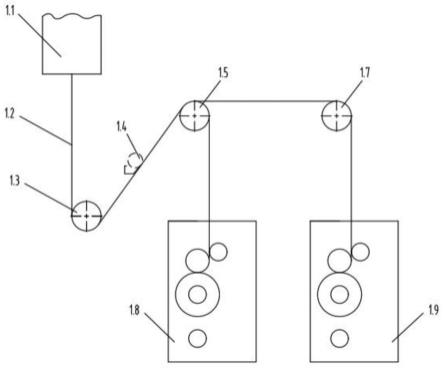
30.图1为氨纶纤维卷绕生头之前的结构示意图;
31.图2为氨纶纤维卷绕生头时的结构示意图;
32.图3为氨纶纤维卷绕生头完成之后的结构示意图;
33.附图标记说明:
34.1.1-纺丝甬道;1.2-氨纶纤维;1.3-第一导丝辊;1.4-上油装置;
35.1.5-第二导丝辊;1.6-生头吸枪;1.7-第三导丝辊;
36.1.8-第一卷绕装置;1.9-第二卷绕装置。
具体实施方式
37.为使本发明实施例的目的、技术方案和优点更加清楚,下面将通过文字和/或结合附图对本发明实施例中的技术方案进一步进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。为了清楚和简明起见,在说明书中并未描述实际实施方式的所有特征。然而,应该了解,在开发任何这种实际实施例的过程中必须做出很多特定于实施方式的决定,以便实现开发人员的具体目标,例如,符合与系统及业务相关的那些限制条件,并且这些限制条件可能会随着实施方式的不同而有所改变。此外,还应该了解,虽然开发工作有可能是非常复杂和费时的,但对得益于本公开内容的本领域技术人员来说,这种开发工作仅仅是例行的任务。
38.在此,还需要说明的一点是,在本发明的一个附图或一种实施方式中描述的元素和特征可以与一个或更多个其它附图或实施方式中示出的元素和特征相结合,为了避免因不必要的细节而模糊了本发明,在附图和说明中仅仅描述了与根据本发明的方案密切相关的装置结构和/或处理步骤,而省略了对与本发明关系不大的、本领域普通技术人员已知的部件和处理的表示和描述。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.实施例1
40.仅示例设置第一导丝辊1.3的在氨纶纤维卷绕生头时的速度。
41.如图1所示,以从纺丝甬道1.1引出120根15d的氨纶纤维为例,从纺丝甬道1.1引出的15d的氨纶纤维1.2经过第一导丝辊1.3,然后再依次通过上油装置1.4,第二导丝辊1.5,
然后暂时收卷在第三导丝辊1.7上,此时第一导丝辊1.3在氨纶纤维卷绕生头时的速度设置为600m/min,第二导丝辊1.5和第三导丝辊1.7在氨纶纤维卷绕生头时的速度设置为950m/min。操作工人持生头吸枪1.6(吸枪内压缩空气的压力为0.6mpa)在a位置进行生头操作,吸枪通过吸引力将氨纶纤维拉断,吸入吸枪内,之后氨纶纤维由吸枪加持,氨纶纤维全部绕过第二导丝辊1.5的,卷绕到其下方的第一卷绕装置1.8上(如图2所示),此时第一卷绕装置1.8的卷绕速度设置为1000m/min。此过程中,第三导丝辊1.7只是暂时用来卷绕第一步卷绕生头过程中的氨纶纤维。
42.在氨纶纤维卷绕到第一卷绕装置1.8上后,关停第三导丝辊1.7,去除掉卷绕在上面的氨纶废丝。之后,再开启第三导丝辊1.7,操作工人拿着生头吸枪在b位置进行生头,将该一半根数的氨纶纤维拉断并吸入吸枪,之后氨纶纤维由吸枪加持绕过第三导丝辊1.7后,卷绕到其下方的第二卷绕装置1.9上(如图3所示),此时,第二卷绕装置1.9的卷绕速度设置为1000m/min。
43.在氨纶纤维卷绕到第二卷绕装置1.9上后,通过操作纺丝中的卷绕程序控制系统,将第一导丝辊1.3在卷绕生头时的速度600m/min切换为其在氨纶纤维正常卷绕时的工艺速度850m/min,第二导丝辊1.5和第三导丝辊1.7的速度设置950m/min保持不变,至此氨纶纤维生头过程完成。该工艺控制过程中,吸枪吸取氨纶丝的操作出现了2次氨纶丝断头,所用的生头时间约为10min,正常运行卷绕张力0.24cn。经(《氨纶长丝预牵伸试验方法》(fz/t 50042-2018))检测,获得的氨纶纤维产品的卷绕预牵伸为15%。
44.另一方面,在将第一导丝辊卷绕生头时的速度切换为其在氨纶纤维正常卷绕的工艺速度之前,卷绕在第三导丝辊1.7、第一卷绕装置1.8和第二卷绕装置1.9上的氨纶丝一般作为生头过程中产生的废丝处理。
45.氨纶纤维在卷绕生头过程中,第一导丝辊1.3的速度设置为600m/min,生头时导丝辊相对较低的速度,可以保证氨纶纤维卷绕生头过程顺利完成;氨纶纤维卷绕到卷绕辊后,第一导丝辊1.3的速度切换为其在正常卷绕时的工艺速度850m/min,该工艺速度相对提高,并且和第一卷绕装置1.8的卷绕速度保持一定的速度差,可以降低氨纶纤维的卷绕张力,减小预牵伸,提高卷绕生头效率,提升产品品质,同时也提高了生产效率。
46.实施例2
47.氨纶纤维卷绕生头工艺控制方法如实施例1所述,仍然以从纺丝甬道1.1引出120根15d的氨纶纤维为例,不同之处在于在氨纶纤维卷绕生头时,第一导丝辊1.3和第二导丝辊1.5的在氨纶纤维卷绕生头时的速度设置为不同。将第一导丝辊1.3和第二导丝辊1.5的在氨纶纤维卷绕生头时的速度分别设置为600m/min和700m/min;氨纶纤维卷绕到第一卷绕装置1.8上后,通过操作纺丝中的卷绕程序控制系统控制,将第一导丝辊1.3和第二导丝辊1.5在卷绕生头时的速度切换为其在正常卷绕时的工艺速度,这里第一导丝辊1.3和第二导丝辊1.5在正常卷绕时的工艺速度分别为850m/min和950m/min,第一卷绕装置1.8的卷绕速度设置为1000m/min,第二卷绕装置1.9的卷绕速度也设置为1000m/min。该工艺控制过程中,吸枪吸取氨纶丝的操作没有出现氨纶丝断头现象,所用的生头时间约为8min,正常运行卷绕张力0.22cn。获得的氨纶纤维产品的卷绕预牵伸为8%。
48.实施例1和实施例2相比,氨纶纤维卷绕生头时,实施例1中,第一导丝辊1.3和第二导丝辊1.5的速度分别为600m/min、950m/min;实施例2中,第一导丝辊1.3和第二导丝辊1.5
的速度分别为600m/min、700m/min。我们可以看出,实施例2中第一导丝辊1.3和第二导丝辊1.5的在氨纶纤维卷绕生头时的速度差更小,从而更好的控制了氨纶纤维卷绕张力,减小了预牵伸,提高了氨纶纤维卷绕生头效率,有效提高产品品质。因此,在实际应用过程中,我们优选实施例2的方案。
49.比较例1
50.仍然以从纺丝甬道1.1引出120根15d的氨纶纤维为例,第一导丝辊1.3和第二导丝辊1.5在氨纶卷绕生头时的速度和其在正常卷绕的工艺速度一致,第一导丝辊1.3在卷绕生头时的速度及在正常卷绕时的工艺速度均为750m/min,第二导丝辊1.5在卷绕生头时的速度及在正常卷绕时的工艺速度均为950m/min。
51.氨纶纤维卷绕生头过程如实施例1所述。该方案吸枪吸取氨纶丝的操作十多次出现氨纶丝断头现象,需要重复操作,所用的生头时间约为20min,正常运行卷绕张力0.28cn。获得的氨纶纤维产品的卷绕预牵伸为20%。
52.比较例2
53.仍然以从纺丝甬道1.1引出120根15d的氨纶纤维为例,第一导丝辊1.3和第二导丝辊1.5在氨纶卷绕生头时的速度和其在正常卷绕的工艺速度一致,第一导丝辊1.3在卷绕生头时的速度及在正常卷绕时的工艺速度均为850m/min,第二导丝辊1.5在卷绕生头时的速度及在正常卷绕时的工艺速度均为950m/min。操作工人持吸枪生头时,多次发生断丝和绕辊,无法完成将氨纶纤维卷绕至卷绕装置的生头过程。
54.按照(《氨纶长丝预牵伸试验方法》(fz/t 50042-2018))的方法对实施例1、2及比较例中的最终氨纶纤维产品进行检测,分别的卷绕预牵伸如表1所示,并列出对应的运行卷绕张力值:
55.表1:氨纶纤维卷绕生头时导丝辊的速度、生头时间及氨纶丝饼的卷绕张力和预牵伸
56.57.从表1,我们可以看出实施例2中的卷绕生头工艺控制方法,在生头过程中没有出现氨纶丝断头情况,卷绕生头时所用的时间最短,卷绕生头效率更高,并且最终氨纶纤维产品的卷绕张力和预牵伸最小,还极大地提高氨纶纤维的产品品质。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1