一种商标纸捆绑带剥离组件的制作方法
1.本发明涉及烟草加工设备技术领域,特别是指一种商标纸捆绑带剥离组件。
背景技术:
2.在卷烟生产过程中,商标纸一般500张为一叠,一叠重量大概13—15千克,为了便于运输,每叠商标纸都会用牛皮纸带在外围捆绑一圈;而在商标纸输送进包装生产线之前,必须将捆绑用的牛皮纸带割断并剥离。目前,牛皮纸带的剥离及为包装生产线供应商标纸的工作主要由人工完成,劳动强度大,且费时费力,影响了包装机的生产效率。因此,现在迫切需要一种能够自动剥离捆绑牛皮纸带,并能够实现为卷烟包装机自动供应商标纸的装置。
技术实现要素:
3.为了解决现有技术中商标纸捆绑带剥离效率低下的技术问题,本发明的一个实施例提供了一种商标纸捆绑带剥离组件,所述剥离组件至少包括:升降抽纸组件,所述升降抽纸组件布置捆绑带固定部件,
4.其中,所述捆绑带固定部件被配置为响应所述升降抽纸组件沿竖直方向运动,并且所述捆绑带固定部件被配置为用于固定已切断的商标纸捆绑带的一个自由端;
5.抽纸驱动滚筒,以及与所述抽纸驱动滚筒处于同一平面的伸缩压纸滚筒;
6.其中,当所述捆绑带固定部件固定捆绑带后,所述升降抽纸组件拖动捆绑带至所述抽纸驱动滚筒和所述伸缩压纸滚筒之间时,所述伸缩压纸滚筒向所述抽纸驱动滚筒方向移动,将捆绑带压紧到所述抽纸驱动滚筒,通过所述抽纸驱动滚筒滚动动作将捆绑带剥离。
7.在一个较佳的实施例中,所述升降抽纸组件包括:
8.升降板,所述升降板末端设置所述捆绑带固定部件;
9.竖直驱动部件,与所述升降板连接,用于驱动所述升降板带动所述捆绑带固定部件沿竖直方向运动。
10.在一个较佳的实施例中,所述升降抽纸组件还包括:
11.水平驱动部件,用于驱动所述升降板带动所述捆绑带固定部件沿靠近/远离所述捆绑带的水平方向运动或者驱动所述捆绑带固定部件沿靠近/远离所述捆绑带的水平方向运动。
12.在一个较佳的实施例中,所述捆绑带剥离组件还包括:
13.伸缩压纸组件,包括导杆气缸,
14.其中,所述导杆气缸,用于驱动伸缩压纸滚筒面向或者背离抽纸驱动滚筒方向移动。
15.在一个较佳的实施例中,所述伸缩压纸滚筒的滚面上设置有凹槽;
16.所述伸缩压纸组件还包括与所述伸缩压纸滚筒上的凹槽对应设置的清扫架,用于清扫所述伸缩压纸滚筒上的残存捆绑带。
17.在一个较佳的实施例中,所述升降板为叉形升降板,所述竖直驱动部件为直线气缸;
18.所述水平驱动部件为导杆气缸,用于驱动所述叉形升降板沿靠近/远离所述捆绑带的水平方向运动。
19.在一个较佳的实施例中,所述升降板为具有预设宽度的挡板;
20.所述竖直驱动部件为直线气缸;
21.所述水平驱动部件为微动气缸,用于驱动所述捆绑带固定部件沿靠近/远离所述捆绑带的水平方向运动。
22.在一个较佳的实施例中,所述挡板末端形成空腔,所述微动气缸布置于所述空腔内,驱动所述捆绑带固定部件伸出所述空腔或者缩回至所述空腔。
23.在一个较佳的实施例中,所述剥离组件还包括:
24.支撑板,用于放置剥离商标纸捆绑带后的商标纸捆;
25.所述伸缩压纸滚筒设置于所述支撑板下侧;
26.所述支撑板和所述抽纸驱动滚筒在水平方向上具有预设距离,以使所述升降抽纸组件由所述支撑板的下侧穿过所述支撑板和所述抽纸驱动滚筒之间的水平间隙到达所述支撑板的上侧;或者,所述支撑板至少开设一个缺口,以使所述升降抽纸组件由所述支撑板的下侧穿过所述缺口到达所述支撑板的上侧。
27.在一个较佳的实施例中,所述捆绑带固定部件为真空吸盘。
28.本发明实施例提供的技术方案带来的有益效果至少包括:
29.本发明提出一种商标纸捆绑带剥离组件,结构简单,自动化程度高,减少人工劳动强度,自动完成商标纸的捆绑带的剥离抽取,极大的提高了商标纸捆绑带的剥离效率,提高了烟草盒商标纸的生产效率。
30.本发明提出一种商标纸捆绑带剥离组件,装置运动灵活、可靠,利用气缸与驱动滚筒的配合动作,实现商标纸捆绑带的剥离,控制策略简单易执行。
附图说明
31.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
32.图1是本发明一个实施例中商标纸捆绑带剥离装置整体结构示意图。
33.图2是本发明一个实施例中商标纸捆绑带剥离装置内部的整体结构示意图。
34.图3是本发明一个实施例中第一输送平台结构示意图。
35.图4是本发明一个实施例中第一输送平台的剖面示意图。
36.图5是本发明一个实施例中第二输送平台结构示意图。
37.图6是本发明一个实施例中第二输送平台的剖面示意图。
38.图7是本发明一个实施例中第一切割组件结构示意图。
39.图8是本发明一个实施例中第一捆绑带剥离组件及第一废纸收纳通道一个角度的结构示意图。
40.图9是本发明一个实施例中第一捆绑带剥离组件及第一废纸收纳通道另一个角度的结构示意图。
41.图10是本发明一个实施例中第一升降抽纸组件结构示意图。
42.图11是本发明一个实施例中第一升降抽纸组件的俯视图。
43.图12是本发明一个实施例中第一伸缩压纸组件结构示意图。
44.图13是本发明一个实施例中第一伸缩压纸组件正面视图。
45.图14是本发明一个实施例中升降板的第一真空吸盘吸附捆绑带的示意图。
46.图15是本发明一个实施例中第一伸缩压纸滚筒将捆绑带压紧到第一抽纸驱动滚筒的示意图。
47.图16是本发明第二个实施例中商标纸捆绑带自动剥离装置的整体结构示意图。
48.图17是本发明第二个实施例中商标纸捆绑带自动剥离装置的整体内部结构示意图。
49.图18是本发明第二个实施例中第三输送平台的结构示意图。
50.图19是本发明第二个实施例中第四输送平台的结构示意图。
51.图20是本发明第二个实施例中整理推包组件的结构示意图。
52.图21是本发明第二个实施例中整理推包组件的运动过程示意图。
53.图22是本发明第二个实施例中第二切割组件的结构示意图。
54.图23是本发明第二个实施例中输出平台的结构示意图。
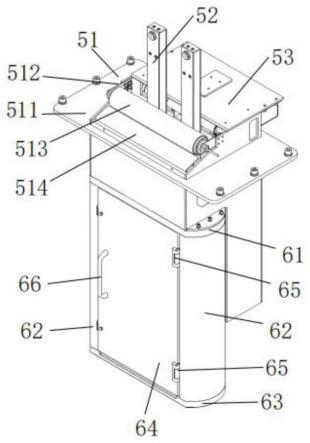
55.图24是本发明第二个实施例中第二捆绑带剥离组件的一个视角的结构示意图。
56.图25是本发明第二个实施例中第二捆绑带剥离组件的另一个视角的结构示意图。
57.图26是本发明第二个实施例中第二升降抽纸组件的结构示意图。
58.图27是本发明第二个实施例中第二升降抽纸组件的挡板末端空腔横向剖面示意图。
59.图28是本发明第二个实施例中第二伸缩压纸组件的结构示意图。
60.图29是本发明第二个实施例中第二伸缩压纸组件的正面示意图。
61.图30是本发明第二个实施例中第二伸缩压纸滚筒将捆绑带压紧到第二抽纸驱动滚筒的示意图。
具体实施方式
62.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
63.本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”、“第三”“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例例如能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这
些过程、方法、产品或设备固有的其它步骤或单元。
64.本发明实施例中为方便说明,将商标纸输送方向的正向、反向分别称为前、后,将商标纸输送平面竖直向上、竖直向下分别称为上、下。
65.实施例一
66.如图1所示本发明一个实施例中商标纸捆绑带剥离装置整体结构示意图,图2所示本发明一个实施例中商标纸捆绑带剥离装置内部的整体结构示意图。
67.根据本发明的实施例,一种商标纸捆绑带自动剥离装置,包括:
68.第一输送平台2和第二输送平台3,第一输送平台2末端一侧布置第一切割组件4,第一输送平台2末端另一侧布置第一捆绑带剥离组件5。
69.在一些实施例中,一种商标纸捆绑带自动剥离装置还包括第一框架组件1和第一废纸收纳通道6。
70.根据本发明的实施例,第一框架组件1水平放置,第一输送平台2、第二输送平台3并列设置在第一框架组件1上,第一输送平台2末端(输送方向的尽头一端)与第二输送平台3的头部(输送方向的开头一端)相接,并且留有适量间隙004。在一些事实例中,第一输送平台2和第二输送平台3处于同一平面。
71.第一切割组件4固定在第一框架组件1上,位于第一输送平台2末端上方。第一捆绑带剥离组件5固定在第一框架组件1上,位于第一输送平台2末端与第二输送平台3之间的间隙004下方。第一废纸收纳通道6固定在第一捆绑带剥离组件5下方。
72.捆扎捆绑带的商标纸捆001在第一输送平台2上输送至第一输送平台2末端,第一传感器005检测商标纸捆001的位置。商标纸捆001剥离捆绑带后,商标纸叠002由第二输送平台3输送。具体地捆绑带切割剥离过程在下文中将详细阐述。
73.如图3所示本发明一个实施例中第一输送平台结构示意图,图4所示本发明一个实施例中第一输送平台的剖面示意图,根据本发明的实施例,第一输送平台2包括,第一驱动滚筒23和第一从动轮210,以及布置于第一驱动滚筒23和第一从动轮210之间的第一输送带24。第一输送带24在第一驱动滚筒23和第一从动轮210之间张紧。
74.具体的实施例中,第一输送平台2还包括第一支架21、第二支架22、第一耐磨条25、第一螺柱26、第一连接块27、第一阶梯轴28、第一轴承29。
75.第一支架21水平设置,通过第二支架22固定在第一框架组件1上。第一支架21上设置有调整槽和安装孔,第一驱动滚筒23固定在第一支架21上,通过第一支架21的调整槽调整第一驱动滚筒23相对位置。
76.第一耐磨条25固定在第一支架21上方,位于第一输送皮带24下侧,第一输送皮带24与第一耐磨条25接触。第一连接块27固定在第一支架21一侧,第一连接块27设置有贯穿的螺孔,第一螺柱26拧入第一连接块27贯穿的螺孔。
77.第一阶梯轴28设置在第一支架21上,通过第一支架21的调整槽调整第一阶梯轴28相对位置。第一轴承29回转设置在第一阶梯轴28上,第一从动轮210回转设置在第一轴承29上。第一螺柱26拧入第一连接块27贯穿的螺孔,并穿出螺孔,与第一阶梯轴28抵接,通过调整第一螺柱26,使第一螺柱26顶住第一阶梯轴28,带动第一从动轮210移动并张紧第一输送带24。
78.如图5所示本发明一个实施例中第二输送平台结构示意图,图6所示本发明一个实
施例中第二输送平台的剖面示意图,根据本发明的实施例,第二输送平台3包括,第二驱动滚筒33和第二从动轮310,以及布置于第二驱动滚筒33和第二从动轮310之间的第二输送带34。第二输送带34在第二驱动滚筒33和第二从动轮310之间张紧。
79.具体的实施例中,第二输送平台3还包括第三支架31、第四支架32、第二耐磨条35、第二螺柱36、第二连接块37、第二阶梯轴38、第二轴承39。
80.第三支架31水平设置,通过第四支架32固定在第一框架组件1上。第三支架31上设置有调整槽和安装孔,第二驱动滚筒33固定在第三支架31上,通过第三支架31的调整槽调整第二驱动滚筒33相对位置。
81.第二耐磨条35固定在第三支架31上方,位于第二输送皮带34下侧,第二输送皮带34与第二耐磨条35接触。第二连接块37固定在第三支架31一侧,第二连接块37设置有贯穿的螺孔,第二螺柱36拧入第二连接块37贯穿的螺孔。
82.第二阶梯轴38设置在第三支架31上,通过第三支架31的调整槽调整第二阶梯轴38相对位置。第二轴承39回转设置在第二阶梯轴38上,第二从动轮310回转设置在第二轴承39上。第二螺柱36拧入第二连接块37贯穿的螺孔,并穿出螺孔,与第二阶梯轴38抵接,通过调整第二螺柱36,使第二螺柱36顶住第二阶梯轴38,带动第二从动轮310移动并张紧第二输送带34。
83.如图7所示本发明一个实施例中第一切割组件结构示意图,第一切割组件4包括夹爪411和切刀49。
84.当商标纸捆沿第一输送平台2移动至第一切割组件4位置时,夹爪411夹持商标纸。本实施例中,夹爪411一组两个,以实现夹持商标纸捆。
85.当夹爪411夹持商标纸捆时,切刀49由初始位置44-1移动至终端位置44-2,切割商标纸的捆绑带。
86.根据本发明的实施例,第一切割组件4还包括第三连接架41、安装板42、第二连接架43、第二直线气缸44、第一连接架45、调整块46、第四连接架47、刀架48、第三导杆气缸410。
87.切刀49响应第二直线气缸44,由初始位置44-1移动至终端位置44-2,对捆绑带进行切割。第二直线气缸44的推动杆上固定第一连接架45,第一连接架45上设置调整槽,调整槽内嵌入调整块46,当调整块46在调整槽内滑动时,切刀49响应调整块46的滑动,实现切刀49位置调整。
88.具体的实施例中,第三连接架41固定在第一框架组件1上。安装板42水平设置,固定在两侧的第三连接架41下方。第二连接架43固定在安装板42上,第二直线气缸44的主体固定在第二连接架43上。
89.第一连接架45固定在第二直线气缸44的推动杆上,可在第二直线气缸44的作用下,随着推动杆沿水平横向运动。第一连接架45上设置调整槽,调整槽内嵌入调整块46,可通过调整槽调整调整块46的相对位置。
90.在一些优选的实施例中,调整块46上设置有贯穿通孔,第四连接架47固定在调整块46贯穿的通孔上,刀架48固定在第四连接架47上,切刀49固定在刀架48上。通过调整块46贯穿的通孔调整第四连接架47在竖直方向的相对位置,从而调整切刀49的位置。
91.在进一步地的实施例中,刀架48上设置有圆弧调整槽,通过圆弧调整槽调整刀架
48相对第四连接架47的角度,进而调整切刀49的角度。
92.根据本发明的实施例,第三导杆气缸410驱动夹爪411夹持或者松开商标纸。
93.具体的实施例中,第三导杆气缸410的主体设置两组,分别固定在安装板42上。两组夹爪411设置两组分别固定在两组第三导杆气缸410的推动杆上,在第三导杆气缸410的作用下,随着推动杆沿水平横向运动,通过两侧夹爪411共同动作收回或者伸出,从而将商标纸捆001拍齐夹住或者松开商标纸。
94.如图8所示本发明一个实施例中第一捆绑带剥离组件及第一废纸收纳通道一个角度的结构示意图,图9所示本发明一个实施例中第一捆绑带剥离组件及第一废纸收纳通道另一个角度的结构示意图,图10所示本发明一个实施例中第一升降抽纸组件结构示意图,图11所示本发明一个实施例中第一升降抽纸组件的俯视图,图12所示本发明一个实施例中第一伸缩压纸组件结构示意图,图13所示本发明一个实施例中第一伸缩压纸组件正面视图。
95.根据本发明的实施例,结合图8至图13,第一捆绑带剥离组件5包括第一支架组件51、第一升降抽纸组件52和第一伸缩压纸组件53。
96.第一支架组件51固定在第一框架组件1下方,设置在第一输送平台2末端与第二输送平台3头部之间的间隙004下方。第一升降抽纸组件52和伸缩压纸组件53设置在第一支架组件51上。
97.根据本发明的实施例,第一支架组件51包括第一框架511、第五支架512、第一抽纸驱动滚筒513、第一清扫支架514、第一盖板515。
98.第一框架511固定在第一框架组件1下方,第五支架512固定在第一框架511两侧,第一抽纸驱动滚筒513固定在第五支架512上。第一清扫支架514固定在第一框架511上,并与第一抽纸驱动滚筒513设置有少量可调间隙。第一盖板515固定在第一框架511背后。
99.根据本发明的实施例,第一升降抽纸组件52布置捆绑带固定部件,捆绑带固定部件为第一真空吸盘528。捆绑带固定部件被配置为响应第一升降抽纸组件52沿竖直方向运动,并且捆绑带固定部件被配置为用于固定已切断的商标纸捆绑带的一个自由端。
100.根据本发明的实施例,第一升降抽纸组件52包括:升降板,升降板末端设置所述捆绑带固定部件。竖直驱动部件,与升降板连接,用于驱动升降板带动捆绑带固定部件沿竖直方向运动。
101.根据本发明的实施例,第一升降抽纸组件52还包括:水平驱动部件,用于驱动升降板带动捆绑带固定部件沿靠近/远离捆绑带的水平方向运动。
102.具体的实施例中,第一升降抽纸组件52,包括第一直线气缸522、第一导杆气缸524和升降板。升降板为叉形升降板526,竖直驱动部件为第一直线气缸522,水平驱动部件为第一导杆气缸524,用于驱动叉形升降板526沿靠近/远离捆绑带的水平方向运动。
103.第一直线气缸522,用于驱动叉形升降板526沿竖直方向运动,第一导杆气缸524,用于驱动叉形升降板526沿水平方向运动。
104.具体的实施例中,第一升降抽纸组件52包括第六支架521、第一连接板523、第七支架525、第二连接板527。
105.根据本发明的实施例,叉形升降板526末端设置捆绑带固定部件,具体为第一真空吸盘528。叉形升降板526带动第一真空吸盘528沿竖直方向运动,或者带动第一真空吸盘
528沿水平方向运动。
106.在一些具体的实施例中,第一直线气缸522的主体通过第六支架521固定在第一框架511上。第一连接板523固定在第一直线气缸522的推动杆上,在第一直线气缸522的作用下随着推动杆做竖直方向的升降运动。
107.第一导杆气缸524的主体固定在第一连接板523上,第七支架525固定在第一导杆气缸524的推动杆上,在第一导杆气缸524的作用下随着推动杆作水平方向的伸缩运动。叉形升降板526固定在第二连接板527上,第二连接板527与第七支架525固定,叉形升降板526末端设置第一真空吸盘528。第一真空吸盘528通负压吸住割断的捆绑带。
108.根据本发明的实施例,第一伸缩压纸组件53包括第二导杆气缸533,用于驱动第一伸缩压纸滚筒536面向或者背离第一抽纸驱动滚筒513方向移动。第一伸缩压纸滚筒536与第一抽纸驱动滚筒513处于同一平面的。其中,当捆绑带固定部件固定捆绑带后,第一升降抽纸组件52拖动捆绑带至第一抽纸驱动滚筒513和第一伸缩压纸滚筒536之间时,第一伸缩压纸滚筒536向第一抽纸驱动滚筒513方向移动,将捆绑带压紧到第一抽纸驱动滚筒513,通过第一抽纸驱动滚筒513滚动动作将捆绑带剥离。
109.在一些具体的实施例中,第一伸缩压纸组件53包括第一支撑板531、第三连接板532、第八支架534、第三轴承535、第一清扫架538。
110.第一支撑板531,用于放置剥离商标纸捆绑带后的商标纸捆。第一伸缩压纸滚筒536设置于第一支撑板531下侧。第一支撑板531和第一抽纸驱动滚筒513在水平方向上具有预设距离,以使第一升降抽纸组件52由第一支撑板531的下侧穿过第一支撑板531和第一抽纸驱动滚筒513之间的水平间隙到达第一支撑板531的上侧。
111.在具体的实施例中,第一支撑板531固定在框架511上。第三连接板532固定在第一支撑板531上方,第二导杆气缸533的主体通过第三连接板532固定在第一支撑板531下侧。
112.第三连接板532上设置有调整槽,可调整第二导杆气缸533相对于第一支撑板531在水平方向上前后左右的相对位置。
113.第八支架534固定在第二导杆气缸533的推动杆上,在第二导杆气缸533的作用下,第八支架534随着推动杆作水平方向的伸缩运动(图13中垂直纸面的方向伸缩运动)。第三轴承535回转设置在第八支架534上,伸缩压纸滚筒536回转设置在第三轴承535上,固定在第八支架534中间。
114.第一伸缩压纸滚筒536设置有第一凹槽537,与第一伸缩压纸滚筒536上的第一凹槽537对应设置的第一清扫架538,用于清扫第一伸缩压纸滚筒536上的残存捆绑带。第一清扫架538固定在第八支架534上,正对第一凹槽537,并与第一凹槽537设有少量可调间隙,当第一伸缩压纸滚筒536上裹有残存捆绑带时,可通过第一清扫架538作用将残存捆绑带剥除。
115.如图14所示本发明一个实施例中升降板的第一真空吸盘吸附捆绑带的示意图,图15所示本发明一个实施例中第一伸缩压纸滚筒将捆绑带压紧到第一抽纸驱动滚筒的示意图,叉形升降板526上升至正对商标纸捆001的位置,第一真空吸盘528吸附捆绑带003,第一切割组件4切断捆绑在商标商标纸叠002上的捆绑带003,叉形升降板526下降拖动捆绑带003,至第一抽纸驱动滚筒513和第一伸缩压纸滚筒536之间,第一真空吸盘528放开对捆绑带的吸附,第一伸缩压纸滚筒536向第一抽纸驱动滚筒513方向移动,将捆绑带003压紧到第
一抽纸驱动滚筒513。
116.第一输送平台2、第二输送平台3及第一抽纸驱动滚筒513同时运动,使商标纸叠002由第一输送平台2输送至第二输送平台3,并且第一抽纸驱动滚筒513带动捆绑带抽出。
117.应当理解,第一输送平台2、第二输送平台3及第一抽纸驱动滚筒513,使三者保持一定的速度关系,以保证商标纸叠002由第一输送平台2输送至第二输送平台3时,第一抽纸驱动滚筒513将捆绑带抽出。具体地第一输送平台2、第二输送平台3及第一抽纸驱动滚筒513的速度关系,本领域技术人员可以根据运动关系计算后作出合理的调整,实施例中不在赘述。
118.根据本发明的实施例,商标纸叠002经捆绑带003捆绑后形成商标纸捆001,通过本发明一个实施例中提供的提供一种商标纸捆绑带自动剥离方法对捆绑带003进行剥离。
119.根据本发明的实施例,第一废纸收纳通道6包括第一上连接板61、第一侧支架62、第一下连接板63、第一防护玻璃64、第一铰链65、第一把手66、第二防护玻璃67。
120.第一上连接板61固定在第一框架511上,第一侧支架62固定在第一上连接板61的两侧,设置在第一上连接板61的下方,第一下连接板63固定在第一侧支架62上,设置在第一侧支架62的下方。第一防护玻璃64通过第一铰链65转动设置在第一侧支架62前方,第一把手66固定在第一防护玻璃64上,第二防护玻璃67固定在第一侧支架62后方。
121.结合上文中所述的商标纸捆绑带自动剥离装置及附图1至15,一种商标纸捆绑带自动剥离方法包括以下方法步骤:
122.步骤1、商标纸捆001沿第一输送平台2移动至第一切割组件4位置,夹爪411夹持商标纸捆001。
123.商标纸捆001,通过第一输送平台2的第一驱动滚筒23带动第一输送带24运动,当商标纸捆001输送至第一输送平台2末端,第一传感器005检测商标纸捆001到位时,第一驱动滚筒23停止运动,切割组件4两侧的第三导杆气缸410的推动杆缩回,带动两侧夹爪411收回将商标纸捆001拍齐并夹住。
124.步骤2、叉形升降板526带动第一真空吸盘528沿竖直方向运动,至第一真空吸盘528正对商标纸捆001。
125.第一直线气缸522的推动杆带动第一导杆气缸524、叉形升降板526及第一真空吸盘528从初始位置522-1上升到终端位置522-2。第一真空吸盘528正对商标纸捆001。
126.步骤3、叉形升降板526带动第一真空吸盘528沿水平方向运动,至第一真空吸盘528与商标纸的捆绑带003接触,第一真空吸盘528吸附捆绑带003。
127.第一导杆气缸524的推动杆伸出,推出叉形升降板526及第一真空吸盘528,使第一真空吸盘528与商标纸捆001上的捆绑带003接触,到位后系统给第一真空吸盘528通负压,使第一真空吸盘528吸住捆绑带003。
128.步骤4、切刀49由初始位置移动至终端位置,切割商标纸的捆绑带003。
129.第一导杆气缸524的推动杆缩回,带动叉形升降板526及第一真空吸盘528缩回,并吸住捆绑带003,使捆绑带003鼓起,使捆绑带003与商标纸叠002产生适量间隙。
130.第一切割组件4的第二直线气缸44的推动杆带动第一连接架45、调整块46、第四连接架47、刀架48和切刀49整体从初始位置44-1运动到终端位置44-2,从而将捆绑带003从间隙处割断。
131.步骤5、叉形升降板526带动第一真空吸盘528沿竖直方向回缩运动,将切断的捆绑带003拖至第一抽纸驱动滚筒513和第一伸缩压纸滚筒536之间,第一真空吸盘528释放对捆绑带003的吸附。
132.第一直线气缸522的推动杆带动第一导杆气缸524、叉形升降板526、第一真空吸盘528及第一真空吸盘吸附的捆绑带003从终端位置522-2下降升到初始位置522-1,到位后捆绑带003处于第一抽纸驱动滚筒513和第一伸缩压纸滚筒536之间,系统断开第一真空吸盘528的负压,第一真空吸盘528释放对捆绑带003的吸附。
133.步骤6、第一伸缩压纸滚筒536将捆绑带003压紧到抽第一纸驱动滚筒513,夹爪411松开商标纸捆001。
134.第二导杆气缸533的推动杆带动第八支架534、第三轴承535、第一伸缩压纸滚筒536伸出,使第一伸缩压纸滚筒536将捆绑带003压紧到第一抽纸驱动滚筒513上。
135.第一切割组件4两侧的第三导杆气缸410的推动杆伸出,带动两侧夹爪411张开并将商标纸捆001放开。
136.步骤7、第一输送平台2、第二输送平台3及第一抽纸驱动滚筒513同时运动,使商标纸叠002由第一输送平台2输送至第二输送平台3,并且第一抽纸驱动滚筒513带动捆绑带003抽出。
137.启动第一驱动滚筒23、第二驱动滚筒33及第一抽纸驱动滚筒513,使三者保持一定的速度关系,驱动商标纸叠002向前从第一输送平台2输送至第二输送平台3。第一抽纸驱动滚筒513带动捆绑带003向下抽出,捆绑带003在抽出时与商标纸叠002没有或有少量的相对移动,从而提高捆绑带003剥离的成功率。
138.步骤8、当捆绑带003被完全抽出后,第一输送平台2和第一抽纸驱动滚筒513停止运动,商标纸叠002沿第二输送平台3输送至指定位置。
139.当捆绑带003抽离完毕后,第一驱动滚筒23、第一抽纸驱动滚筒513停止运动,第二导杆气缸533的推动杆带动第八支架534、第三轴承535和第一伸缩压纸滚筒536缩回。
140.同时第二驱动滚筒33继续运动,带动第二输送带34上的商标纸叠002继续向前移动到第二输送平台3的末端,直至第二传感器006检测商标纸叠002到位后,第二驱动滚筒33停止运动。
141.第二直线气缸44的推动杆带动第一连接架45、调整块46、第四连接架47、刀架48和切刀49整体从终端位置44-2运动到初始位置44-1。
142.由此,一个捆绑带剥离的流程结束,开始循环下一个捆绑带剥离的流程。
143.实施例二
144.如图16所示本发明第二个实施例中商标纸捆绑带自动剥离装置的整体结构示意图,图17所示本发明第二个实施例中商标纸捆绑带自动剥离装置的整体内部结构示意图,根据本发明的实施例提供一种商标纸捆绑带自动剥离装置,包括:输送平台,以及与输送平台并列布置的输出平台12。
145.在一些优选的实施例中,输送平台包括并列布置的第三输送平台8和第四输送平台9,第三输送平台8、第四输送平台9和输出平台12并列布置。
146.多个叠放的商标纸捆001在第三输送平台8运输,当多个叠放的商标纸捆001的一捆商标纸捆001,运输至第四输送平台9时,第三输送平台8停止输送,使落入第四输送平台9
的商标纸捆001,与第三输送平台8上的多个叠放的商标纸捆001分离。
147.根据本发明的实施例,商标纸捆绑带自动剥离装置还包括第二框架组件7、整理推包组件10、第二切割组件11、第二捆绑带剥离组件13、第二废纸收纳通道14、第三传感器007、第四传感器008和第五传感器009。
148.根据本发明的实施例,第二框架组件7水平放置,第三输入平台8、第四输送平台9和输出平台12并列设置在第二框架组件7上,第三输送平台8的尾部与第四输送平台9的头部相连,第四输送平台9的尾部与输出平台12的头部相连,且几个输送平台的输送面处于同一平面内。
149.根据本发明的实施例,输出平台12上侧布置第二切割组件11,用于对商标纸的捆绑带切割,输出平台12下侧布置第二捆绑带剥离组件13,用于将商标纸的捆绑带剥离。具体的捆绑带切割、剥离过程在下文中详细阐述。
150.整理推包组件10布置于输出平台12一侧,用于将商标纸推至所述输出平台12,并整理商标纸。本实施例中,整理推包组件10布置于第四输送平台9的上方。
151.具体的实施例中,推包整理组件10固定在第二框架组件7上,设置在第四输送平台9上方。第二切割组件11固定在第二框架组件7上,设置在整理推包组件10前端,位于输出平台12及第二捆绑带剥离组件13的上方。
152.第二捆绑带剥离组件13固定在第二框架组件7上,设置在输出平台12下方,第二废纸收纳通道14固定在第二捆绑带剥离组件13下方。
153.第三传感器007、第四传感器008和第五传感器009均固定在第二框架组件7上。第三传感器007设置在第三输送平台8末端(输送方向的尽头一端)上方,用作检测商标纸捆001是否到达第三输送平台8末端。
154.第四传感器008设置在第四输送平台9头部(输送方向的开头一端)上方,用作检测是否有一捆商标纸捆001进入第四输送平台9。
155.第五传感器009设置在第四输送平台9末端上方,用作检测商标纸捆001是否到达第四输送平台9末端。
156.如图18所示本发明第二个实施例中第三输送平台的结构示意图,第三输送平台8包括:第三驱动滚筒82和第一端头滚筒84,以及,布置在第三驱动滚筒82和第一端头滚筒84上的第三输送带83。
157.根据本发明的实施例,在第三驱动滚筒82和第一端头滚筒84之间布置第一张紧滚筒86,第一张紧滚筒86对第三输送带83张紧。
158.在一些具体的实施例中,第三输送平台8包括第一机架81和第九支架85。第一机架81上设有安装孔及调节槽,第九支架85固定在第一机架81上,通过第九支架85将第一机架81固定在第二框架组件7上。
159.第一端头滚筒84、第一张紧滚筒86固定在第一机架81上,通过第一机架81的调节槽调节相对位置。应当理解,在第一机架81两端分别布置第一端头滚筒84。
160.第三驱动滚筒82固定在第一机架81上,第三输送带83设置在第一机架81、第三驱动滚筒82、第一端头滚筒84、第一张紧滚筒86之间,在第三驱动滚筒82的转动作用下,带动第三输送带83运动输送商标纸捆001。
161.如图19所示本发明第二个实施例中第四输送平台的结构示意图,第四输送平台9
包括:第四驱动滚筒92和第二端头滚筒94,以及布置在第四驱动滚筒92和第二端头滚筒94上的第四输送带93。
162.根据本发明的实施例,在第四驱动滚筒92和第二端头滚筒94之间第二张紧滚筒96,第二张紧滚筒96对第四输送带93张紧。
163.在一些具体的实施例中,第四输送平台9包括第二机架91和第十支架95。
164.第二机架91整体呈现凸字形,其上设有安装孔及调节,第十支架95固定在第二机架91上,通过第十支架95将第二机架91固定在第二框架组件7上。
165.第二端头滚筒94、第二张紧滚筒96固定在第二机架91上,可在第二机架91的调节槽中调节相对位置。应当理解,在第二机架91两端分别布置第二端头滚筒94。
166.第四驱动滚筒92固定在第二机架91上,第四输送带93设置在第二机架91、第四驱动滚筒92、第二端头滚筒94、第二张紧滚筒96之间,在第四驱动滚筒92的转动作用下,带动第四输送带93运动输送商标纸捆001。
167.如图20所示本发明第二个实施例中整理推包组件的结构示意图,图21所示本发明第二个实施例中整理推包组件的运动过程示意图,,在第四输送平台9一侧布置整理推包组件10。整理推包组件10包括,推板107,以及左拍齐块108和右拍齐块109。
168.推板107,被配置为沿输送平台输送方向横向移动,将商标纸捆推至输出平台12。
169.左拍齐块108和右拍齐块109,被配置为沿垂直于输送平台输送方向相互靠近或者相互背离移动,用于将商标纸捆拍齐。
170.在具体的实施例中,整理推包组件10包括第十一支架101、第三直线气缸102、t形连接架103、第四导杆气缸104,加强筋105、v形连接件106。
171.第十一支架101与第三直线气缸102相连,通过第十一支架101将第三直线气缸102的主体固定在第二框架组件7上。
172.t形连接架103与第三直线气缸102的推动杆相连,在的第三直线气缸102作用下沿着第三直线气缸102长度方向运动。t形连接架103的第一端头1031与第三直线气缸102的推动杆固定,t形连接架103的第二端头1032(两个相对在一条直线上的端头)分别固定第四导杆气缸104。推板107响应第三直线气缸102,沿输送平台输送方向(第三直线气缸102长度方向)横向移动。左拍齐块108和右拍齐块109响应第四导杆气缸104沿垂直于输送平台输送方向(第三直线气缸102长度方向)相互靠近或者相互背离移动。
173.在具体的实施例中,第四导杆气缸104的主体与t形连接架103的第二端头1032相连,第四导杆气缸104的推动杆与v形连接件106相连,v形连接件106与推板107相连。
174.v形连接件106设置两组,推板107设置两组,推板107在竖直方向设有调整槽,调整推板107与v形连接件106在竖直方向的相对位置。
175.左拍齐块108与左侧推板107相连,右拍齐块109与右侧推板107相连,推板107设置有水平横向的调整槽,调整左拍齐块108或右拍齐块109相对于推板107在水平横向上的相对位置,从而适应商标纸的长度尺寸。
176.在一些优选的实施例中,t形连接架103底部设置加强筋105,以提高t形连接架103刚度和强度。
177.如图22所示本发明第二个实施例中第二切割组件的结构示意图,第二切割组件11包括压板113和切割刀片1112。
178.当整理推包组件10将商标纸推至输出平台12时,压板113沿竖直方向运动,挤压商标纸捆,使商标纸捆的捆绑带产生突起。
179.当商标纸的捆绑带产生突起,切割刀片1112切割突起,将商标纸捆的捆绑带切断。
180.在具体的实施例中,第二切割组件11包括第五导杆气缸111、第四连接板112、第五连接架114、第四直线气缸115、防撞块116、弹性元件117、活动支架118、固定支架119、销轴1110、第三连接块1111、穿纸梭1113。
181.根据本发明的实施例,压板113响应第五导杆气缸111,沿竖直方向运动,挤压商标纸捆001。切割刀片1112响应第四直线气缸115横向移动,将商标纸捆001的捆绑带切断。
182.根据本发明,在具体的实施例中,第五导杆气缸111的主体固定在第二框架组件7上。第四连接板112与第五导杆气缸111的推动杆相连,在第五导杆气缸111的作用下随着推动杆在竖直方向作升降运动,压板113固定在第四连接板112下方,第五导杆气缸111带动第四连接板112竖直方向运动,从而带动压板113竖直方向运动,实现挤压商标纸捆。
183.第五连接架114与第四连接板112相连,第五连接架114设置在第四连接板112两侧。同时,第五连接架114分别与第四直线气缸115的主体及防撞块116的两侧相连。
184.固定支架119与第四直线气缸115的推动杆相连,在第四直线气缸115的作用下,随着推动杆在水平横向上来回移动。活动支架118通过销轴1110转动设置在固定支架119上,弹性元件117一端固定在固定支架119上,另一端固定在活动支架118上。第三连接块1111一端固定在活动支架118上,另一端与穿纸梭1113相连,切割刀片1112固定在穿纸梭1113上。第四直线气缸115驱动固定支架119水平方向运动,从而带动切割刀片1112水平方向移动,实现对捆绑带切断。
185.如图23所示本发明第二个实施例中输出平台的结构示意图,结合图22和图23,输出平台12包括第十二支架121、第六连接架122、第七连接架123。
186.第六连接架122及第七连接架123通过第十二支架121固定在第二框架组件7上,连第七连接架123设置在第六连接架122后方(沿输送平台输送方向)。
187.如图24所示本发明第二个实施例中第二捆绑带剥离组件的一个视角的结构示意图,图25所示本发明第二个实施例中第二捆绑带剥离组件的另一个视角的结构示意图,第二捆绑带剥离组件13包括第二支架组件131、第二升降抽纸组件132、第二伸缩压纸组件133,以及第二支撑板1341和第三支撑板1342。
188.第二升降抽纸组件132布置捆绑带固定部件,捆绑带固定部件被配置为响应第二升降抽纸组件132沿竖直方向运动,并且捆绑带固定部件被配置为用于固定已切断的商标纸捆绑带的一个自由端。
189.具体的实施例中,第二支架组件131固定在第二框架组件7下方,设置在输出平台12下方,第二升降抽纸组件132、第二伸缩压纸组件133设置在第二支架组件131上。根据本发明的实施例,第二支架组件131包括第二框架1311、第二清扫支架1312、第二抽纸驱动滚筒1313、第十三支架1314、第二盖板1315。
190.第二抽纸驱动滚筒1313布置于第二支架组件131,当第二抽纸驱动滚筒1313转动时,拖动捆绑带抽出。第二框架1311固定在第二框架组件7下方,第十三支架1314固定在第二框架1311两侧,第二抽纸驱动滚筒1313固定在第十三支架1314上,第二清扫支架1312固定在第二框架1311上,并与第二抽纸驱动滚筒1313设置有少量可调间隙,第二盖板1315固
定在第二框架1311背后。
191.第三支撑板1342至少开设一个第一缺口1343,使第二捆绑带剥离组件13的第二升降抽纸组件132,由第二支撑板1341和第三支撑板1342的下侧穿过第一缺口1343到达支撑板的上侧。
192.第二支撑板1341固定在第六连接架122上方,第三支撑板1342固定在第七连接架123上方。
193.特别地,第二支撑板1341和第三支撑板1342设置有第一缺口1343及第二缺口1344。第二升降抽纸组件132由第三支撑板1342的一侧穿过第一缺口1343到达第三支撑板1342的另一侧。本实施例中,第二升降抽纸组件132由第三支撑板1342的下侧穿过第一缺口1343到达第三支撑板1342的上侧,或者由第三支撑板1342的上侧穿过第一缺口1343到达第三支撑板1342的下侧。
194.第二升降抽纸组件132沿竖直方向运动,穿过第一缺口1343在第三支撑板1342的上侧和下侧往复穿梭。
195.第三支撑板1342,用于放置剥离商标纸捆绑带后的商标纸捆。
196.如图26所示本发明第二个实施例中第二升降抽纸组件的结构示意图,图27所示本发明第二个实施例中第二升降抽纸组件的挡板末端空腔横向剖面示意图,根据本发明的实施例,第二捆绑带剥离组件13包括升降抽纸组件132,第二升降抽纸组件132布置捆绑带固定部件,捆绑带固定部件为第二真空吸盘1327,第二真空吸盘1327被配置为响应第二升降抽纸组件132沿竖直方向运动,并且第二真空吸盘1327被配置为用于吸附商标纸捆绑带。
197.根据本发明的实施例,第二升降抽纸组件132包括:升降板,升降板末端设置捆绑带固定部件。竖直驱动部件,与升降板连接,用于驱动升降板带动捆绑带固定部件沿竖直方向运动。水平驱动部件,用于驱动捆绑带固定部件沿靠近/远离捆绑带的水平方向运动。
198.在具体的实施例中,第二升降抽纸组件132包括挡板1323,用于止挡商标纸捆。升降板为具有预设宽度的挡板1323。
199.并且,挡板1323末端设置第二真空吸盘1327。挡板1323带动第二真空吸盘1327沿竖直方向运动。
200.在具体的实施例中,第二升降抽纸组件132包括支第十四支架1321、第五直线气缸1322、第五连接板1324、微动气缸1325、吸盘连接块1326。竖直驱动部件为第五直线气缸1322,水平驱动部件为微动气缸1325,用于驱动第二真空吸盘1327沿捆绑带固定部件沿靠近/远离所述捆绑带的水平方向运动。
201.根据本发明的实施例,第五直线气缸1322用于驱动挡板1323沿竖直方向运动。具体地,第五直线气缸1322的主体通过第十四支架1321固定在第二框架1311上,挡板1323固定在第五直线气缸1322的推动杆上,在第五直线气缸1322的作用下随着推动杆做竖直方向的升降运动,使第二升降抽纸组件132的挡板1323以及第二真空吸盘1327穿过第一缺口1343在第三支撑板1342的上侧和下侧往复穿梭。
202.根据本本发明的实施例,第二真空吸盘1327被配置为沿垂直于挡板1323侧面横向伸缩运动。微动气缸1325用于驱动第二真空吸盘1327沿垂直于挡板133侧面横向伸缩运动。具体地,第五连接板1324固定在挡板1323上,微动气缸1325的主体固定在第五连接板1324上。挡板1323末端形成空腔,微动气缸1325布置于空腔内,驱动第二真空吸盘1327伸出空腔
或者缩回至空腔。
203.进一步地,吸盘连接块1326固定在微动气缸1325的推动杆上,在微动气缸1325的作用下随着推动杆作水平方向(垂直于挡板1323侧面的方向)的伸缩运动,第二真空吸盘1327固定在吸盘连接块1326上,随微动气缸1325的推动伸出空腔或者缩回至空腔。当第二真空吸盘1327伸出空腔,通过给第二真空吸盘1327通负压吸住割断的捆绑带。
204.如图28所示本发明第二个实施例中第二伸缩压纸组件的结构示意图,图29所示本发明第二个实施例中第二伸缩压纸组件的正面示意图,图30所示本发明第二个实施例中第二伸缩压纸滚筒将捆绑带压紧到第二抽纸驱动滚筒的示意图,根据本发明的实施例,第二捆绑带剥离组件13包括第二伸缩压纸组件133。
205.第二伸缩压纸组件133包括第十五支架1331、第六连接板1332、第七连接板1333、第六导杆气缸1334、第十六支架1335、第四轴承1336、第二伸缩压纸滚筒1337、第二清扫架1339。第二伸缩压纸滚筒1337设置于第三支撑板1342下侧。
206.根据本发明的实施例,第六导杆气缸1334用于驱动第二伸缩压纸滚筒1337面向或者背离第二抽纸驱动滚筒1313方向移动。第二伸缩压纸滚筒1337与第二抽纸驱动滚筒1313处于同一平面的。
207.当捆绑带固定部件固定捆绑带后,第二升降抽纸组件132拖动捆绑带至第二抽纸驱动滚筒1313和第二伸缩压纸滚筒1337之间时,第二伸缩压纸滚筒1337向第二抽纸驱动滚筒1313方向移动,将捆绑带压紧到第二抽纸驱动滚筒1313,通过第二抽纸驱动滚筒1337滚动动作将捆绑带剥离。
208.具体的实施例中,当第二真空吸盘1327吸附捆绑带003,第二升降抽纸组件132拖动捆绑带,至第二抽纸驱动滚筒1313和第二伸缩压纸滚筒1327之间时,第二伸缩压纸滚筒1327向第二抽纸驱动滚筒1313方向移动,将捆绑带压紧到第二抽纸驱动滚筒1313。
209.在具体的实施例中,第十五支架1331固定在第二框架1311上,第六连接板1332固定在第十五支架1331上方,第六导杆气缸1334的主体通过第七连接板1333固定在第六连接板1332上,第六连接板1332上设置有调整槽,调整第六导杆气缸1334相对于第六连接板1332在水平方向上前后左右的相对位置。
210.第十六支架1335固定在第六导杆气缸1334的推动杆上,在第六导杆气缸1334的作用下随着推动杆作水平方向的伸缩运动(图29中垂直于纸面的方向)。第四轴承1336回转设置在第十六支架1335上,第二伸缩压纸滚筒1337回转设置在第四轴承1336上,固定在第十六支架1335中间。第二伸缩压纸滚筒1337设置有第二凹槽1338,第二伸缩压纸滚筒1337上的第二凹槽1338对应设置的第二清扫架1339,用于清扫第二伸缩压纸滚筒1337上的残存捆绑带。第二清扫架1339固定在第十六支架1335上,且正对第二凹槽1338,并与第二凹槽1338设有少量可调间隙。当第二伸缩压纸滚筒1337上裹有残存捆绑带时,通过第二清扫架1339作用将残存捆绑带剥除。
211.结合图24和图25,根据本发明的实施例,第二废纸收纳通道14包括第二上连接板141、第二侧支架142、第二下连接板143、第三防护玻璃144、第二铰链145、第二把手146、第四防护玻璃147。
212.第二上连接板141固定在第二框架1311上,第二侧支架142固定在第二上连接板141的两侧,设置在第二上连接板141的下方,第二下连接板143固定在第二侧支架142上,设
置在第二侧支架142的下方,第三防护玻璃144通过第二铰链145转动设置在第二侧支架前方,第二把手146固定在第三防护玻璃144上,第四防护玻璃147固定在第二侧支架142后方。
213.根据本发明的实施例,提供一种商标纸捆绑带自动剥离方法,下面结合图16至图30对本发明第二实施例中一种商标纸捆绑带自动剥离方法给出详细的说明。
214.多层商标纸叠放在一起形成商标纸叠002,商标纸叠经捆绑带003捆绑后形成商标纸捆001,多个商标纸捆001排布在一起由本发明提供的一种商标纸捆绑带自动剥离装置对商标纸捆001的捆绑带003进行剥离。
215.本发明的实施例提供一种商标纸捆绑带自动剥离方法包括如下方法步骤:
216.步骤1、商标纸捆001由输送平台输送至输出平台,其中,整理推包组10件对商标纸捆001拍齐整理,并将商标纸捆001推至第二切割组件11下方,并与第二捆绑带剥离组件13的第二升降抽纸组件132抵接。
217.排列在第三输入平台8上的多个商标纸捆001,通过第三驱动滚筒82带动第三输送带83运动,将商标纸捆001输送至第四输送平台9的第四输送带93上。
218.当第三传感器007检测到商标纸捆001到达第三输送平台8末端,第四传感器008检测有一捆商标纸捆001进入第第四输送平台9。此时,第三输送平台8停止输送,第四输送平台9继续输送,将第四输送平台9上的一捆商标纸捆001与第三输送平台8上的多个商标纸捆001分隔开。
219.当第五传感器009检测到商标纸捆001到达第四输送平台9末端。第四输送平台9停止输送,推包整理组件10两侧的第四导杆气缸104的推动杆缩回,带动推板107、左拍齐块108和右拍齐块109同步缩回,并将商标纸捆001的两侧拍齐。
220.第三直线气缸102的推动杆伸出,带动t形连接架103、固定在t形连接架103上的第四导杆气缸104、固定在第四导杆气缸104推动杆上的v形连接件106、推板107、左拍齐块108、右拍齐块109一起沿输送方向运动,推板107将商标纸捆001向前推到第二支撑板1341上,并直到商标纸捆001与第二升降抽纸组件132穿过第一缺口升至第二支撑板1341上方的挡板1323抵接,此时第三直线气缸102由初始位置42-1移动至中间位42-2并停止。
221.步骤2、第二切割组件11的压板113下压,使商标纸捆001的捆绑带003产生突起。
222.第五直线气缸1322的推动杆由初始位置1322-1下降至中间位置1322-2并停住,带动挡板1323、第五连接板1324、微动气缸1325、吸盘连接块1326、第二真空吸盘1327下降。此时第二升降抽纸组件132的上表面与商标纸捆001的上表面齐平,或者略低于商标纸捆001的上表面。
223.第五导杆气缸111的推动杆伸出,带动固定在推动杠上的第四连接板112、压板113、第五连接架114、第四直线气缸115下降,直至压板113与商标纸捆001上表面接触,在压板113及挡板1323作用下,商标纸捆001位于压板113与挡板1323拐角处的捆绑带003挤出形成突起,使商标纸叠002与捆绑带003产生少量间隙。
224.步骤3、第二切割组件11的切割刀片1112,由初始位置向终止位置横向移动,切割突起,将商标纸捆001的捆绑带003切断。
225.第四直线气缸115的推动杆动作,带动固定支架119、转动设置在固定支架119上的活动支架118、销轴1110、弹性元件117以及固定在活动支架118上的第三连接块1111、切割刀片1112、穿纸梭1113横向运动,使穿纸梭1113穿入挤出的间隙,从而使切割刀片1112沿着
间隙将捆绑带003割断。
226.步骤4、第二切割组件11的切割刀片1112,由终止位置向初始位置横向移动回位。
227.第五导杆气缸111的推动杆缩回,带动固定在推动杠上的第四连接板112、压板113、第五连接架114以及第四直线气缸115上升。到位后,第四直线气缸115的推动杆在收回,带动固定支架119、转动设置在固定支架119上的活动支架118、销轴1110、弹性元件117以及固定在活动支架118上的第三连接块1111、切割刀片1112、穿纸梭1113横向运动回到初始位置。
228.步骤5、第二升降抽纸组件132的第二真空吸盘1327吸附商标纸捆001的捆绑带003,带动第二真空吸盘1327沿竖直方向运动,将切断的捆绑带003拖至第二抽纸驱动滚筒1313和第二伸缩压纸滚筒1337之间,第二真空吸盘1327释放对捆绑带的吸附。
229.第二升降抽纸组件132上的微动气缸1325推动杆伸出,带动固定在推动杆上的吸盘连接块1326以及真空吸盘1327伸出,使得第二真空吸盘1327到位与捆绑带003接触,第二真空吸盘1327通负压,使第二真空吸盘1327将割断的捆绑带003吸住。
230.第五直线气缸1322的推动杆下降至最终位置1322-3,使第二升降抽纸组件132穿过第一缺口1343下降至第三支撑板1342的下方,同时带动挡板1323、第五连接板1324、微动气缸1325、吸盘连接块1326、第二真空吸盘1327下降。
231.在第二真空吸盘1327的吸力下,将割断的捆绑带003拽到输出平台12及第二抽纸驱动滚筒1313下方,位于第二抽纸驱动滚筒1313和第二伸缩压纸滚筒1337之间。
232.第六导杆气缸1334的推动杆伸出,带动固定在推动杆上的第十六支架1335、第四轴承1336、第二伸缩压纸滚筒1337伸出,使第二伸缩压纸滚筒1337将捆绑带003压紧到第二抽纸驱动滚筒1313上。第二真空吸盘1327通负压断开,微动气缸1325的推动杆带动第二真空吸盘1327缩回,释放对捆绑带003的吸附。
233.步骤6、整理推包组件10推动剥离了捆绑带的商标纸叠002沿输送平台输送方向移动,同时第二抽纸驱动滚筒1313带动捆绑带003抽出。
234.第三直线气缸102的推动杆继续伸出,由中间位置42-2移动至最终位置42-3,将剥离了捆绑带003的商标纸叠002向前推出到第三支撑板1342上停住。
235.第二抽纸驱动滚筒1313转动,带动紧压在第二抽纸驱动滚筒1313上的捆绑带003向下运动抽离。
236.第四导杆气缸104的推动杆带动推板107、左拍齐块108、右拍齐块109伸出张开,第三直线气缸102的推动杆缩回到初始位置42-1。
237.步骤7、当商标纸捆001的捆绑带003完全抽出后,第二捆绑带剥离组件13的第二升降抽纸组件132沿竖直方向运动,回到初始位置1322-1。
238.当捆绑带003完全抽离后,第二抽纸驱动滚筒1313停止转动,第六导杆气缸1334的推动杆带动第二伸缩压纸滚筒1337收回。
239.第五直线气缸1322的推动杆带动挡板1323、第五连接板1324、微动气缸1325、吸盘连接块1326、第二真空吸盘1327上升至初始位置1322-1。由此,一个捆绑带剥离的流程结束,开始循环下一个捆绑剥离的流程。
240.本发明所述的气缸的初始位置、终端位置等位置都设置为可调。
241.本发明所述的气缸、驱动滚筒等是方案中比较经济的驱动方式,本发明所述方案
亦可采用电缸或驱动电机的驱动方式。
242.本发明所述的气动、气缸也可以是电动、电缸等其他相类似的直线运动的方式。
243.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1